工件淬火弯曲研究
2018-05-21 09:58孙亮
大型铸锻件 2018年3期
孙 亮
(中国一重核电生产部,161042)
1 淬火弯曲的表现方式
淬火弯曲是因先冷的一侧呈现凸形,后冷的一侧呈凹形的结果。因为淬火先冷的一侧是淬透硬化的一侧,所以这一侧就成为凸形。与此相反,下垂弯曲是按原来弯曲的形状显示出来的。淬火弯曲的表现方式如图1所示。
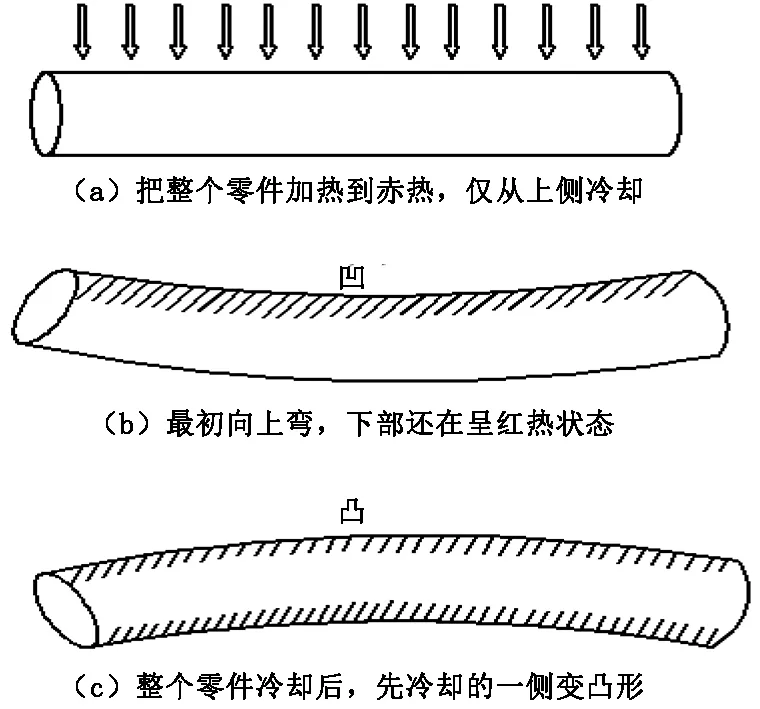
图1 淬火弯曲的表现方式Figure 1 The mode of quench bending
2 冷却方法对淬火弯曲的影响
淬火弯曲是由冷却不均匀引起的。同样,若使加热的零件不均匀的冷却,则先冷却的一侧就成为凸形。在淬火的一瞬间,先冷却的一侧呈凹形,而当整个零件全体冷却后它又反过来成为凸形。图1淬火弯曲的表现方式表示出了这种关系。在先冷却一侧和缓慢冷却一侧有温度差时,会发生这种逆转现象,而形不成这种温差的薄壁零件,就没有这种逆转现象,先冷却一侧一直保持这种凹形不变。出现逆转现象必须有某种程度的壁厚才行,壁厚约为15~20 mm以上的零件才出现这种逆转现象。
总之,一般的淬火零件都属于这种情况,至于说为什么快速冷却的一侧成凸形,那是因为先冷却的一侧收缩,使缓慢冷却的一侧也受到压缩。由于这个原因,缓慢冷却的一侧比在该温度下应当有的长度缩短了。在这种状态下,待整个零件冷却下来后,先冷却的一侧凸出来,而缓慢冷却的一侧却凹进去。
当不是整个零件加热,而仅是一面加热时,若只将此面快速冷却,被加热的那面会变成凹形,由于是一面加热,所以不管这一面如何快速冷却,也比未加热的那面冷却的慢,未加热那面等于以无限大的速度冷却,因此,冷却的快,从而使未加热面凸起来。换言之,快速冷却的一面成为凸形。利用这种原理的加热称为线状加热,它是使厚钢板弯曲的方法,即用氧-乙炔焰喷嘴仅在厚板上面以线条状快速加热,加热后再用流水冷却,这样钢板便沿着直线的方向翘成直角。
也就是说,这样的加热方法必然得到弯曲。不言而喻,这种加热必须在临界温度以下才行。如果弄成淬火那就不好了,若加热温度控制不好,成为淬火,结果是马氏体的膨胀抑制了钢板的翘曲,则得不到上述的结果。
轧制设备中飞剪及摆式剪剪刃,利用淬火的翘曲,虽然整体加热后水冷,但因刃部相对较薄,刀背厚,冷却不均匀,所以快速冷却的刃部凸出来,刀背凹下面发生翘曲。再加上淬火中马氏体的膨胀,翘曲就更大。
3 如何预防淬火弯曲
首先,要把淬火零件内部潜伏的残余应力消除掉,由于机械加工而产生的加工应力,需要用消除应力退火法(500~650℃缓慢冷却)将其消除。其次,为防止零件因自重下垂而发生变形,要注意零件在炉内的放置方法,严格执行垂直吊挂法;当水平放置时,支撑点的跨度要小于热处理件直径的3倍。然而,不管怎么说,防止淬火弯曲的关键在于均匀冷却。在冷却方法中,喷液冷却及喷水冷却中的快速冷却比浸渍冷却更有效。
最后,必须注意使淬火时冷却均匀,其中要想办法使冷却液充分搅拌,或使零件的四周受到喷射冷却,最要紧的是在单面加热和冷却时,使非加热面低温加热,使加热面的快速冷却和未加热面的冷却速度平衡。
即使用同样的方法冷却,冷却速度越快越容易造成冷却不均匀,从而容易引起淬火弯曲,也就是水淬的淬火弯曲最大,其次按顺序是油淬、热浴淬火、空气冷却,其中空气冷却的淬火弯曲最小,这是因为零件在气体中冷却比在液体中冷却容易均匀,所以弯曲变形小。
作为淬火弯曲小的淬火方法,模压淬火是有效的,模压淬火机(齿轮淬火用)及液压淬火设备在淬火生产现场得到了有效使用。
4 结束语
充分了解工件淬火弯曲的成因,采用有效措施预防,对工件的使用和精度有着重大的影响。
猜你喜欢
山东冶金(2022年1期)2022-04-19
装备制造技术(2020年1期)2020-12-25
合成材料老化与应用(2020年1期)2020-03-16
四川冶金(2019年5期)2019-12-23
今日农业(2019年15期)2019-09-03
山东化工(2019年9期)2019-05-31
三联生活周刊(2017年43期)2017-10-20
湖南大学学报(自然科学版)(2017年8期)2017-09-12
上海金属(2016年1期)2016-11-23
四川水泥(2016年4期)2016-07-25