
火药试样快速制备装置研制
2018-05-16 03:47刘志伟王婧娜董小虎杜姣姣
自动化仪表 2018年5期
刘志伟,严 蕊 ,王婧娜,董小虎,杜姣姣,胡 岚
(1.西安近代化学研究所,陕西 西安 710065;2.中国兵器工业标准化研究所,北京 100089)
0 引言
化验室火药分析项目中,大部分火药样品必须进行切削粉碎的前处理步骤。在火药分析试验中,试样粒度是影响火药分析准确性的重要因素之一。如果粒度不符合规格,泡样或烘样后达不到色谱分析的精度,势必影响化验结果。因此,对于弹药化验保障任务而言,采用科学的制样方法快速、准确地实现试样制备,是火药分析数据准确、可靠的有力保证。
常见的火药分析项目中,二苯胺含量测定、化学安定性分析和甲基紫试验都需要对火药进行分析前碎样。目前,一般采用传统手工剪样。传统手工法在样品制备中存在三个方面问题:一是存在安全问题,在使用锋利尖锐工具制样时,操作员经常有伤到手掌的现象,试样因受到摩擦可能导致燃烧;二是手工碎样费时、费劲、试样粒度尺寸不一;三是样品易受污染,由于剪样时间长,样品长时间暴露在外,容易被空气、工具等外部因素带来的杂质污染。
针对火药试样制备的现状,为适应自动化、信息化建设需求,促进弹药化验保障能力提升,迫切需要一款针对性、实用性强的新型制样设备[1-2]。
1 系统方案设计
火药试样快速制备装置包括装置主体和远程控制台两部分,远程控制台通过屏蔽电缆控制装置主体。装置示意图如图1所示。

图1 装置示意图Fig.1 Schematic diagram of the device
图1中:远程操控台通过PLC控制装置主体的主轴转动、横向移动、纵向移动等操作,同时控制称量装置(电子秤)和测温装置(红外温度传感器);通过云台摄像头,监视整个样品的制备过程。
火药试样快速制备装置主要由切削单元、纵向移动单元、横向移动单元、温度质量安全控制单元、固定支架和远程控制台构成。切削单元由铣刀和立式铣床构成,负责将火药试样切削制备成要求尺寸的碎屑。纵向移动单元主要由纵向电机和纵向滑台构成,以纵向电机为动力带动铣刀沿纵向滑台移动至火药试样出口位置。横向移动单元主要由横向顶杆和横向电机构成。横向电机推动横向顶杆将火药试样匀速推至铣刀刃口处进行切削。温度质量安全控制单元包括药屑收集盒、电子称和红外温度传感器。当电子称称得质量达到设定值或者红外温度传感器测得铣刀刃口温度达到设定值时,装置自动报警并停机。固定支架起到固定火药试样的作用。远程控制台设定并显示系统参数,远程操控主轴旋转、纵向移动和横向移动,同时可以通过云台摄像头监视整个切削过程。
切削时,首先纵向电机带动铣刀沿纵向滑台移动至火药试样出口位置;然后主轴带动铣刀以设定速度旋转;最后横向电机推动横向顶杆将火药试样匀速推至铣刀刃口处进行切削。铣刀切削试样得到的碎屑掉入下方的药屑收集盒中。药屑收集盒的下方是电子称。当药屑质量达到设定值,系统会自动报警并停机。切削过程中,红外温度传感器始终监测铣刀刃口位置的温度,根据不同类型火药的发火点设定温度报警值。当温度达到该值,系统自动报警并停机。切削完成后,将药屑收集盒中的药屑收集到防静电塑料袋中,用毛刷清理铣刀附近的碎屑。然后将下一个火药试样固定在支架夹具上,人员离开现场,远程操控继续切削。
2 系统硬件设计
采用转速为1 400 r/min、功率为1.5 kW的上海大速防爆变频电机带动铣刀转动;选用直径16mm的数控铍青铜铣刀;测量铣刀温度选用瑞光MXT非接触式红外测温装置,柔性安装,检测位置可调整;选用百格拉防爆步进电机进行横向和纵向定位;选用梅特勒-托利多电子称(RS-232接口)称量药屑质量;药屑收集盒采用透明有机玻璃加工;远程控制台为琴式操作台,包含系统控制界面和北京普安云台摄像头的17英寸(1英寸=25.4 mm)监视器。
2.1 硬件模块选型
PLC控制系统由P1~P44个模块和触摸屏组成。P1选用了S7-200系列型号为CPU224XP的模块。该模块一共有24个I/O点,其中14个为输入点、10个为输出点,可以连接7个功能扩展模块,具有较强的控制能力[3]。系统硬件选型如表1所示。
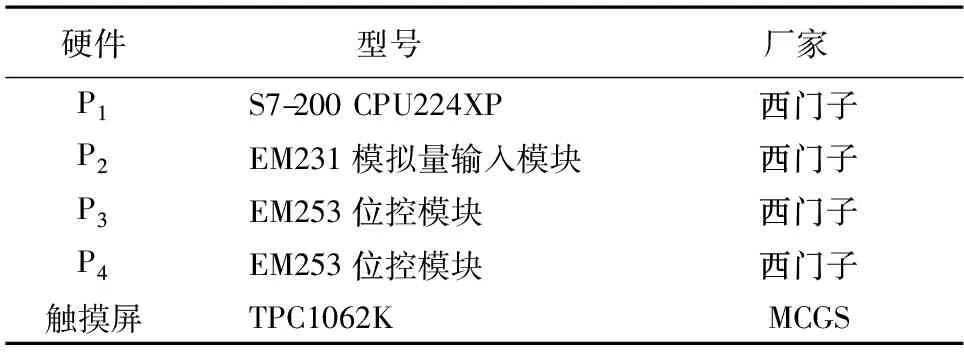
表1 系统硬件选型Tab.1 Model selection of system hardware
P1通过外部输出端子控制铣床电机和报警器,同时通过P3和P4控制横向和纵向步进电机。P2实现铣床转速变频并接收电子称和红外温度传感器的数据。P1与触摸屏之间采用点对点接口(point to point,PPI)协议进行通信。PPI[4]协议是为PLC S7-200设计的专用通信协议。当上位机采用PPI协议指令和PLC进行通信时,PLC能够实时地把采集数据传给上位机进行处理,不存在数据传输延时。
2.2 PLC I/O口分配
P1对应的I/O分配如表2所示。PLC通过RS-232串行接口与上位机通信,实现各个电机的控制,同时将电机转速、质量、温度等数据实时上传给上位机,并对实时数据进行计算、显示及存储。

表2 I/O口分配Tab.2 I/O port allocation
3 软件设计
火药试样快速制备装置软件由PLC程序设计和上位机组态软件设计两部分组成。PLC 程序是整个控制系统设计的核心,完成设备运行的优化组合、现场数据的采集及设备保护控制;组态软件负责设备运行状态的监控以及重要参数的设置[5-6]。
3.1 PLC控制程序设计
利用S7-Micro/WIN V4.0 编程软件进行程序设计,程序架构采用模块化方式编辑。控制程序流程图如图2所示。

图2 控制程序流程图Fig.2 Flowchart of control program
梯形图程序主要包括主轴电机变频转动程序、横向电机驱动程序、纵向电机驱动程序、温度超限停机程序和质量超限停机程序等。位置初始化是指横向电机带动主轴移至初始零位,纵向电机带动顶杆移动至初始零位。然后读取横向、纵向电机位移速度及位置、刀头停机温度和药屑停机质量等设定参数。主轴横向移动到设定位置并转动,然后顶杆将试样纵向推向主轴刀头,开始切削。切削过程中需判定刀头温度或药屑质量是否超过设定值,未超过则切削过程继续,超过则停机。
3.2 组态软件设计
KingVIEW 6.53是亚控公司推出的一款用于监视与控制自动化设备和过程的SCADA产品。利用KingVIEW 6.53软件,可以进行触摸屏人机界面的设计[7-10]。火药试样制备专用装置控制软件界面及功能包括:“纵向工况”和“横向工况”实时反映铣刀刀头和火药试样的位置;“主轴转速设置”调节主轴转速在三个档位间切换;“实时参数及状态显示”将装置主体的各种模块转速、速度和温度等参数实时显示在软件界面上;“参数及报警设置”设定横向和纵向电机位移速度和位置、刀头停机温度和药屑停机质量等参数;“系统操作”控制主轴转动启停、横向和纵向电机正反转及启停。
4 验证试验
4.1 装置技术指标
火药试样制备专用装置技术指标如下。
①试样最大加工直径(mm):φ8。
②试样装填工装规格(mm):φ1.6~φ8。
③切削转速:采用防爆变频电机驱动,分三档,速度(5~1 000)r/min可调。
④横向自动进样速度:采用无级可调步进电机,实现10 mm/min低速进给、200 mm/min高速进给的要求。
⑤电子称量程:820 g,精度0.01 g。
⑥横向进样长度:滑台行程100 mm,顶杆深入装药套10 mm,进样长度90 mm。
4.2 切削均匀性对比
选取直径3.2 mm、长度5 cm的火药药柱,分别进行手工切削和装置自动切削(主轴转速设定为400 r/min,横向移动速度为50 mm/min),所耗时间前者为15 min左右,后者为2 min(从装置启动到药柱完成切削为止时间)。随机从两种方式切削得到的药屑中分别选取10片药屑,测量每片药屑的质量和厚度,如表3所示。

表3 不同工艺的切削药屑质量和厚度Tab.3 The weight and thickness of the gunpowder debris with different processes
采用火药试样快速制备装置切削时,劳动时间约为原始工艺的七分之一,提高了加工效率。从表3可见,药屑质量的标准偏差从4.67降低到0.66,药屑厚度的标准偏差从0.09降低到0.02。本装置提高了药屑的均匀性。
4.3 药屑粒度影响因素
选取4根直径3.2 mm、长度5 cm的火药药柱,设定不同的主轴转速和横向移动速度进行装置自动切削。随机从两种方式切削得到的药屑中分别选取10片药屑,对测量得到的每片药屑的质量求平均值,数据如表4所示。
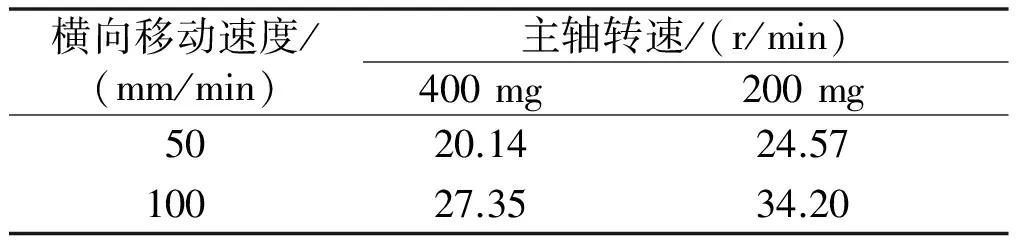
表4 不同速度的切削药屑质量平均值Tab.4 The average weight of the gunpowder debris with different speed
从表4可见,药屑的粒度可通过主轴带动铣刀的旋转速度和横向位移的速度来确定。主轴旋转速度慢,横向移动速度快,药屑粒度大;主轴旋转速度快,横向移动速度慢,则药屑粒度小。
5 结束语
装置通过远程控制台可控制切削单元、纵向移动单元、横向移动单元和温度质量控制单元的所有设置和操作,从而实现火药试样的整个自动化切削,以及危险操作的人机隔离。引入自动化、信息化技术,加入了温度质量安全控制功能。当温度和药屑质量超过设定值时,会触发装置报警和停机,消除了刃口温度过高和试样碎屑堆积产生的热积累危险,提高了切削过程的安全性。药屑的粒度主要通过主轴带动铣刀的旋转速度和横向位移的速度来确定。与手工切削相比,装置切削保证了试样粒度的均匀性,有效缩短了试样制备耗时,大大提高了劳动效率。在整个切削过程中,操作者与试样接触少,试验暴露时间短,减少了切削过程因外部因素对试样的污染。
参考文献:
[1] 兵器工业总公司.火药试验方法:GJB770A-1997[S].1997.
[2] 卢业友,杨芬,闵欣.化学分析中试验样品的预处理技术研究进展[J].广州化工,2016 (14):30-32.
[3] 温照方.SIMATIC S7-200可编程序控制器教程[M].北京:京理工大学出版社,2002.
[4] 彭魏臻,麻红昭,张华,等.PPI协议分析[J].化工自动化及仪表,2006,33(4):47-49.
[5] 陈进,季园园,李耀明.基于PLC和触摸屏的联合收割机监控系统设计[J].仪表技术与传感器,2014(7):78-81.
[6] 李立.基于PLC和组态软件的气体流量计自动测量系统[D].成都:电子科技大学,2013.
[7] 江御龙,张兴华,胡小娟.基于PLC与组态软件的透氢钯膜测试系统[J].仪器技术与传感器,2016(1):103-106.
[8] 陈曦,赵德瑞,吕湘晔.S7-300 PLC 在精馏塔温度控制系统中的应用[J].自动化仪表,2011,32(3):39-41,46.
[9] 王宁,虎恩典,王志刚.MCGS和S7-200 PLC液位温度自动控制系统设计[J].自动化仪表,2013,34(12):24-27.
[10]张伟,刘卫国,高爱华,等.采用PLC控制制备铁电薄膜的液态源系统[J].自动化仪表,2007,28(5):40-42.
猜你喜欢
大灰狼画报(2022年2期)2022-05-23
现代仪器与医疗(2021年4期)2021-11-05
小学生必读(高年级版)(2021年12期)2021-03-04
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
作文大王·低年级(2018年10期)2018-12-06
制造技术与机床(2017年3期)2017-06-23
汽车维护与修理(2016年3期)2016-02-28
少先队活动(2014年6期)2015-03-18
