
高线全自动打包机盘卷对中压实控制系统研究
2018-05-16 03:47罗庚兴黄卫庭肖剑兰
自动化仪表 2018年5期
罗庚兴,黄卫庭,肖剑兰
(佛山职业技术学院机电工程学院,广东 佛山 528137)
0 引言
高线打包机主要用于将由C型钩运来的盘卷经过打包机压紧,使打包后的盘卷便于储藏和运输[1-2]。它是一套非常复杂的全自动智能控制设备,主要功能包括位置控制、运动控制、速度控制、液压控制、报警控制、联锁控制和顺序控制等[3-4]。在实际工作过程中,由于吊钩中心与压实空间物理中心存在偏差,以及压实过程中各压实车受到盘卷的阻力不一致,使得盘卷中心与吊钩中心不重合。盘卷对中误差过大,会造成吊钩平衡性不好,影响吊运效果,严重时甚至损坏机械设备。因此,提高压实车位置控制的精度,实现盘卷对中,显得十分重要。
以韶关某公司生产的BT4600型打包机为样机,对盘卷对中压实控制进行研究。控制系统采用逻辑控制实现压实车速度分段给定;采用PID控制算法调节压实车运行速度,有效地实现了压实车的速度和盘卷对中的自动跟随校正,保证了对中压实效果。
1 系统结构
打包机压实装置主要由左、右两台压实车和举升平台组成[1-2]。压实车的主要任务是完成盘卷的对中压实功能。其控制主要包括压实车的逻辑控制、对中控制、位置和压实力的计算。逻辑控制主要完成左右2台压实车的前进、锁定、后退以及与打捆的联锁等功能[3-5]。
位置控制的主要任务是计算2台压实车的位移,产生压实过程中的高速前进、低速前进、低速后退和压实完成等信号,并计算盘卷长度和判断盘卷对中。
2 盘卷对中的判断
压实车位置及位移量如图1所示。压实车实线图是其初始位置,虚线图是其盘卷压实后的位置。压实车1从初始位置运动到盘卷压实后的位移定义为PS1,压实车2从初始位置运动到盘卷压实后的位移定义为PS2。

图1 压实车位置及位移量Fig.1 Position and displacement of the compactor
2台压实车初始位置之间的中心为物理中心。盘卷中心与吊钩中心必须重合[5-6],物理中心与吊钩中心的偏差定义为盘卷偏移量CS。当CS=0时,吊钩中心与物理中心重合;当CS>0时,吊钩中心在物理中心的左边;当CS<0时,吊钩中心在物理中心的右边。CS是由打包机和盘卷输送链的安装位置决定的,一旦系统安装好了,该值就基本固定了。
实际允许盘卷中心与吊钩中心存在一个偏差,称为误差允许量,用δ表示。
盘卷是否对中的判断方法如下。
若CS-δ≤PS1-PS2≤CS+δ,说明盘卷已对中,压实车位移量合适;
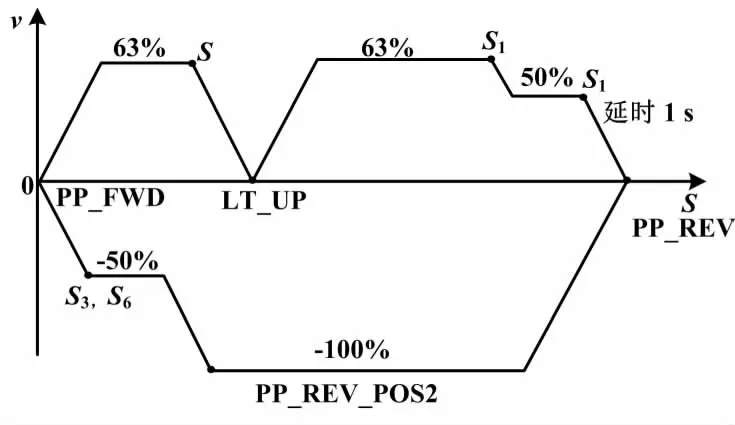
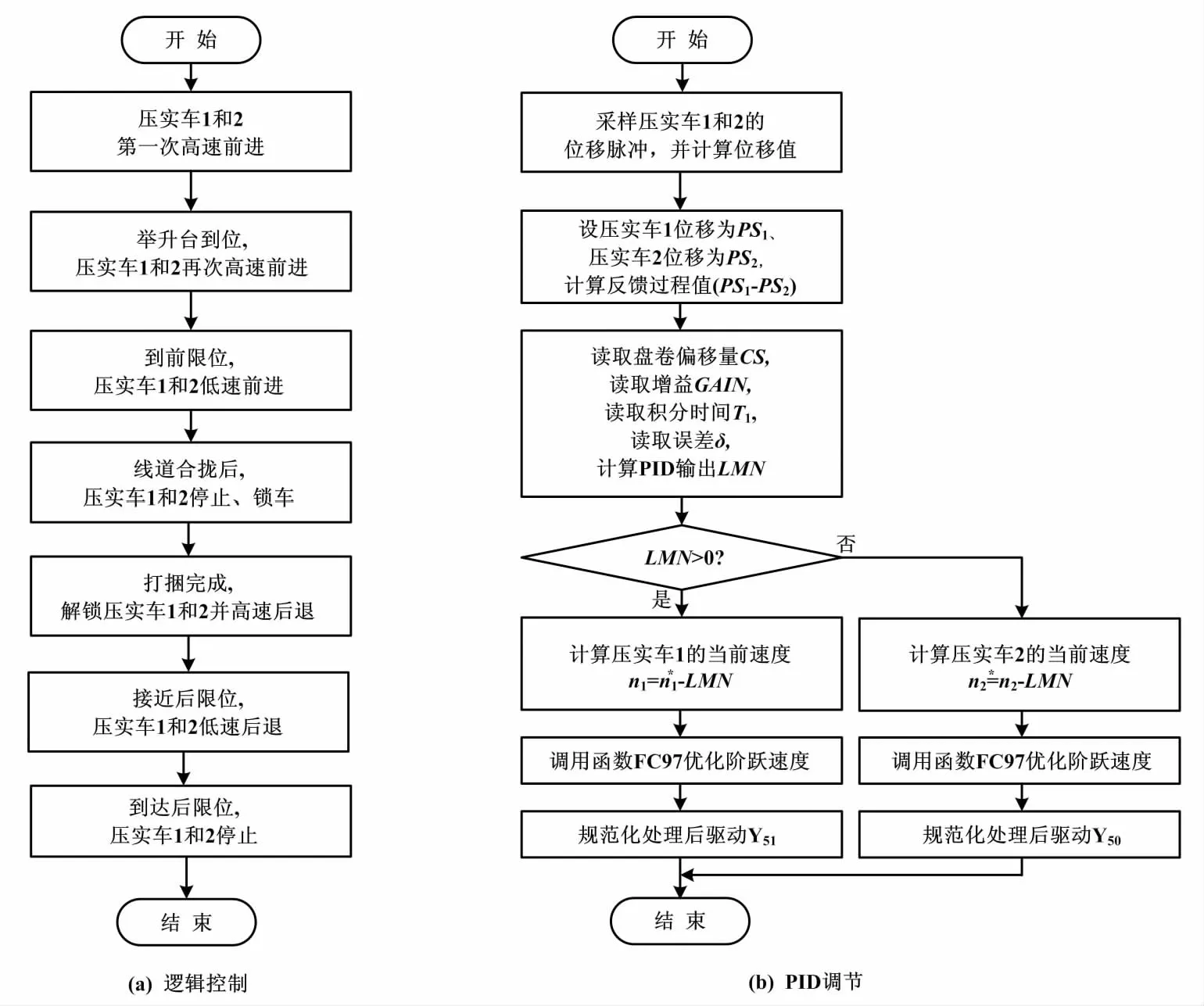
若PS1-PS2 若PS1-PS2>CS+δ,说明盘卷偏向左边,压实车2位移偏小,速度偏慢。 压实车的速度控制分为逻辑控制和调节控制两种。逻辑控制用于实现压实车高速与低速、前进与后退、锁车等不同阶段的逻辑切换[1-5]。调节控制用于实现盘卷对中控制。 压实车1由液压气缸C1和C2驱动。气缸的速度由调节阀Y51控制,逻辑阀Y53用于锁死气缸,差速阀Y55用于切换高低速。压实车2由液压气缸C3和C4驱动,气缸的速度由调节阀Y50控制,逻辑阀Y52用于锁死气缸,差速阀Y54用于切换高低速。 压实车的位移曲线如图2所示。 图2 位移曲线Fig.2 The displacement curves 当压实车前进启动信号PP_FWD有效,差速阀Y54和Y55得电,调节阀Y50和Y51作用,压实车1和压实车2高速前进。压实车接近盘卷边,信号S8有效,压实车停止前进,等待举升平台将盘卷托离吊钩。举升完成信号LT_UP有效,压实车1、2再次高速前进。到前进限位S13有效,差速阀Y54和Y55失电,压实车1、2低速前进。线道架合拢后,S12有效,压实车1、2停止前进,且1 s后Y52和Y53得电,锁死压实车。 当压实车后退启动信号PP_REV有效,压实车1和压实车2均高速后退。当编码器检测到快接近后限位时,压实车1和压实车2均低速后退。压实车1碰到限位信号S3停止后退;压实车2碰到限位信号S6停止后退。 压实车的启停和高低速度切换,由斜坡函数实现均匀加减速控制。 PID运算、D/A转换、位移计算、比较运算、数值运算等过程,均由西门子PLC CPU317完成[8-10]。 图3 压实车速度调节控制框图Fig.3 Speed control of the compactor 压实车控制流程图如图4所示。 图4 压实车控制流程图Fig.4 Flowcharts of the compactor control 压实车的逻辑控制流程如图4(a)所示。在PLC中编写两个功能子程序FC51和FC56。FC51用于实现压实车1的逻辑控制,FC56用于实现压实车2的逻辑控制。逻辑控制程序用于判断压实车高速前进、低速前进、锁车、高速后退、低速后退的逻辑条件,并完成逻辑阀和差速阀的驱动。 压实车速度控制流程如图4(b)所示。在PLC中编写功能子程序FC59,用于实现压实车的速度PID调节。当压实车没有被锁死时,运行FC59,完成位移采样、过程值计算、PID处理、输出优化等过程。功能函数程序FC97用于实现压实车启动、停止或高低速转换时的斜坡加速或减速,从而避免调节阀受到冲击。规范化处理是将PLC的计算值转换为模拟量输出值,与调节阀的输入范围匹配。斜坡函数的计算频率设置为20 Hz。采样周期设置为100 ms,通过循环中断块OB35调用速度调节子程序FC59实现[10]。 高速线材打包机的压实车速度控制系统,采用逻 辑分段速度给定和基于位移的PID速度调节。其控制方法先进,具有稳定性高、响应快、误差小、可靠性好、精度高、对调节阀冲击小等优点。基于该控制原理的BT4600型打包机,对中能自动跟随校正,保证了对中压实效果良好。 参考文献: [1] 罗庚兴.高线打包机PLC自动控制系统的设计[J].自动化仪表,2014,35(2):31-34. [2] 罗庚兴.基于PROFIBUS-DP现场总线技术的智能打包机控制系统[J].制造业自动化,2012,34(3):37-39. [3] 李冰.西门子S7-300在高线打包机中的应用[C]//2008年全国小型型钢生产技术交流论文集,中国金属学会,2008:299-301. [4] 王岸.S7系统在高线自动打包机中的应用[J].甘肃冶金,2010,32(5):160-163. [5] 余琼.高速线材自动打包机控制系统[J].冶金自动化,2009(S1):106-107. [6] 罗庚兴.基于编码识别和变频控制技术的自动定位系统的研究[J].制造技术与机床,2012(11):84-87. [7] 罗庚兴,冯安平.柔性生产线机器人组装单元设计[J].制造技术与机床,2016(4):51-54. [8] 罗庚兴.基于PLC的液位模糊自适应PID控制研究与应用[J].机床与液压,2012(14):107-111. [9] 罗庚兴,宁玉珊.基于PLC和WinCC的PID液位控制系统的研究[J].南方金属,2011,18(2):12-15. [10]罗庚兴,宁玉珊.大中型PLC应用技术[M].北京:北京师范大学出版集团,2010.3 压实车速度控制
3.1 压实车速度的逻辑控制
3.2 压实车速度的调节控制


3.3 控制程序设计
4 结束语
猜你喜欢
南方农机(2023年1期)2023-01-22
仪器仪表用户(2022年11期)2022-11-03
仪器仪表用户(2022年10期)2022-09-29
仪器仪表用户(2022年9期)2022-08-30
仪器仪表用户(2022年4期)2022-04-01
中学数学杂志(初中版)(2019年6期)2019-01-14
科技创新导报(2016年24期)2017-03-13
浙江共产党员(2017年4期)2017-01-24
科技风(2016年13期)2016-07-09
铸造设备与工艺(2015年3期)2015-07-11
