
连铸轻压下压下区间对铸坯内部质量的影响
2018-05-11 09:30陈永生
山东冶金 2018年2期
陈永生
1 前言
动态轻压下技术作为解决连铸坯中心偏析和疏松的有效手段,已进行了大量的研究[1-8]。动态轻压下技术的主要工艺参数有压下区间、压下量和压下速率[2],只有合理确定这些工艺参数,才能达到消除或减少铸坯偏析与疏松的目的。由于连铸生产过程的复杂性和高温铸坯内部情况的不直观性和多变性,迄今为止还没有一个足够准确和令人信服的结论。大多数应用轻压下技术的钢厂都是根据自身的生产条件和经验,通过积累数据或经验来设定符合特定条件的压下参数。
压下区间是轻压下技术的重要参数之一,直接由铸坯凝固末端的位置决定,一般以凝固的固相分率fs描述压下区间。根据轻压下技术的作用原理,通过施加机械力,在铸坯的凝固末端将已搭桥的树枝晶破碎,起到补偿冷却收缩的作用,同时还能促进钢液沿拉坯方向反向流动,防止枝晶间富集溶质元素的钢液向铸坯中心流动。由此可知,如果轻压下位置在凝固末端之后,就不能对中心偏析和疏松进行控制,因为质量缺陷已经形成;如果在凝固末端之前,仍有可能发生中心偏析和疏松,甚至有可能会更加严重(V形偏析)。可见,合适的压下位置对轻压下技术来说至关重要[3]。本研究在莱钢型钢炼钢厂4#板坯连铸机进行压下区间调整试验,对轻压下压下区间对铸坯质量的影响进行分析,对改善铸坯的内部质量具有重要意义。
2 压下区间选择的冶金原理
目前冶金工作者对于中心偏析和疏松发生在铸坯凝固末端固液两相区已基本达成共识[4],轻压下技术的使用就是改善这两种质量缺陷,压下区间的确定通常是以铸坯的固相率fs来判断,如图1所示,在固相线和液相线之间的区间,q2是一次柱状晶开始生长区,固液相均可流动;q1是相邻柱状晶二次晶臂开始并完成相互连结区;p为相邻柱状晶完全连接区,认为此处柱状晶间隙中残留钢液基本不能流动。基于上述认知,确定中心偏析是处于q1状态下开始形成的。Takahashi和Suzuki等人[5]的研究认为,q2和q1分界处的固相分率为0.3~0.4,q1和p分界处的固相分率是0.6~0.7,所以实施轻压下最佳区间应在铸坯中心固相分率为0.3~0.7的位置。另外还要考虑轻压下的区间要避开钢种的裂纹敏感区,一般认为裂纹敏感区为:0.85<fs<1。因此压下区间在fs<0.85的区间内。
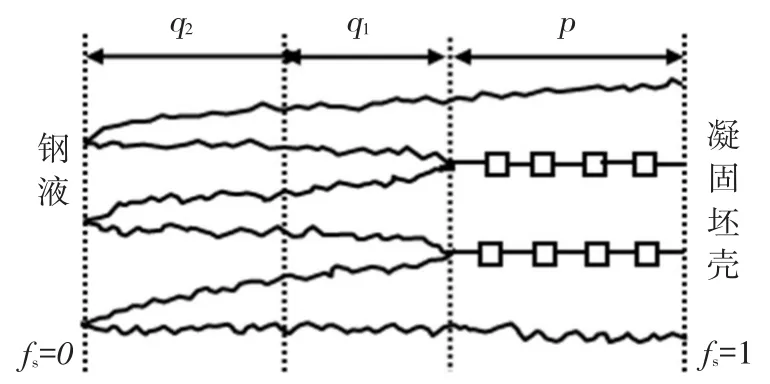
图1 铸坯凝固末端两相区示意图
从生产应用看[6-8],Rautaruukki钢铁公司研究发现,在浇铸尺寸为210 mm×(1 250~1 475)mm的连铸坯时,最佳压下区间fs为0.3~0.9;浇铸尺寸为210 mm×1 825 mm的连铸坯时,最佳压下区间fs为0.15~0.8。浦项钢铁S82尺寸为250 mm×330 mm的方坯压下位置为fs=0.3~0.7区域。台湾中钢的大方坯连铸机生产表明,轻压下能取得很好效果的区域在fs=0.55~0.75。奥钢联认为固相分率为0.3~0.7是最佳动态轻压下位置。济钢板坯连铸机压下区间为fs=0.5~0.95。
3 试验方法和方案
采用射钉试验法确定铸坯厚度,据此判断铸坯凝固行为,在此基础上进行压下区间优化试验。连铸机为直弧形,弧形半径10 m,扇形段共14段。试验钢种为S355J0,钢的化学成分见表1。
主要工艺参数:
铸坯断面尺寸为300 mm×2 200 mm,拉速0.85 m/min,钢水过热度20~30℃。
轻压下优化方案见表2,其中将fs=0.3处设为压下起始位置,压下量均为6 mm。
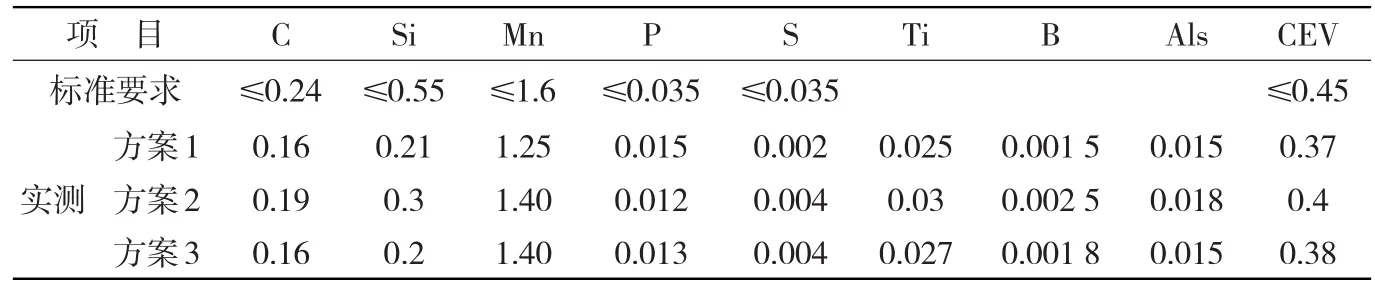
表1 S355J0试验钢化学成分 %
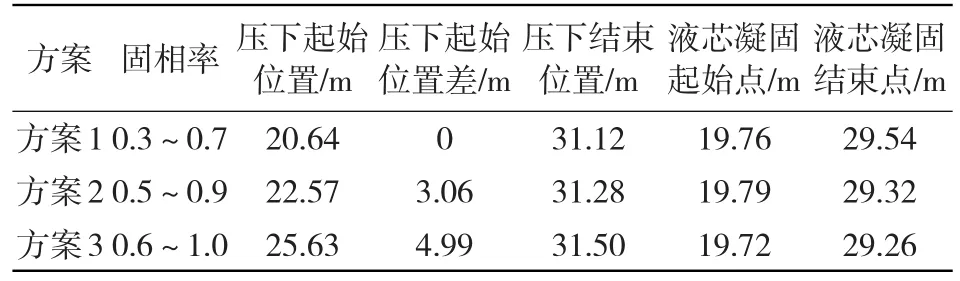
表2 压下区间调整方案
4 试验结果及分析
要相应前移,在压下量一定的前提下,应保持合适的压下率。同时,对比图2a、图2b分析可知,在方案2条件下铸坯中心偏析长度相对于方案1缩短67.08 mm,颜色明显变浅,不连续性更强,疏松宽度明显变窄。对比图2a和图2c分析可知,在方案3条件下时的铸坯中心偏析长度相对于方案1缩短75.6 mm,偏析长度更短。
硫印试验可显示钢锭、连铸坯中裂纹、偏析线、低倍结构和夹杂物的分布等。
不同的压下区间调整方案对应的铸坯低倍形貌如图2所示。
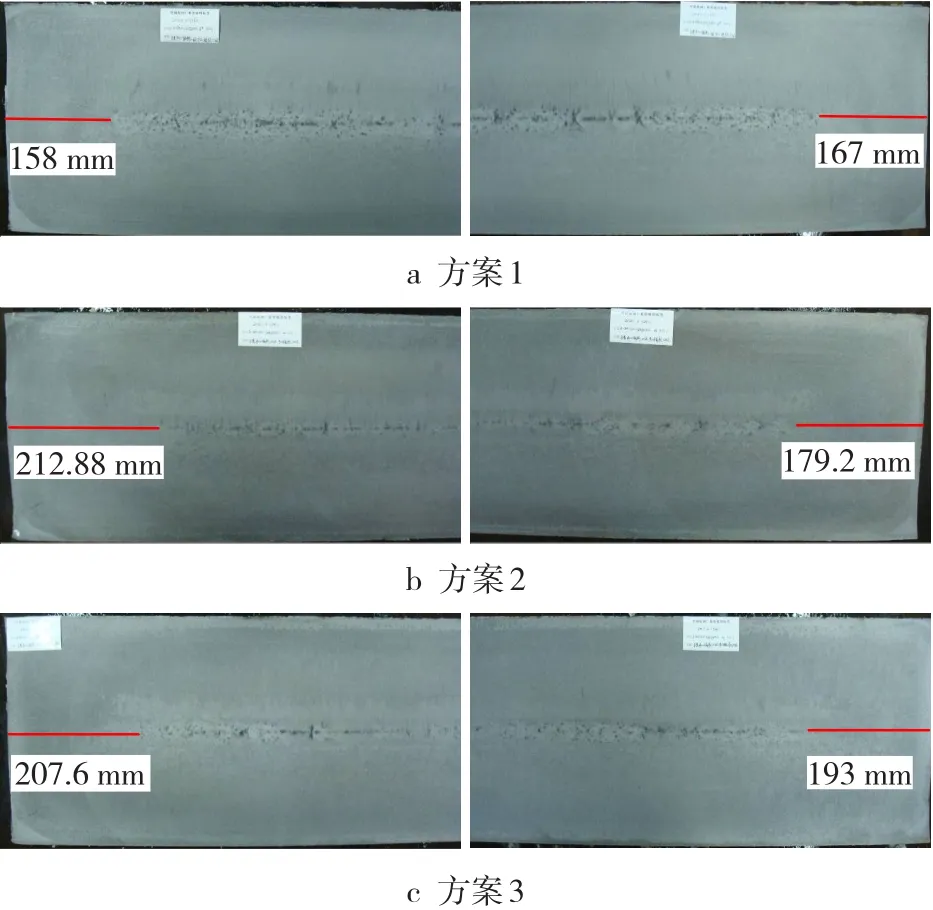
图2 S355J0铸坯低倍组织形貌
由图2a可知,对照《连铸钢板坯低倍组织缺陷评级图》,在铸坯宽度方向上,偏析带呈断续状分布,为典型的B类中心偏析,中心偏析级别为B类1.5级,中心疏松1.0级,铸坯质量较差。产生这一现象的原因是:对于以Q345系列为代表的中碳钢而言,铸坯凝固进程较长,这意味着采用轻压下要更靠近铸坯终点,方案1没有很好地起到轻压下作用,需要对轻压下区间进行调整。
对比图2b、图2c分析可知,后者偏析带长度更短,偏析带颜色变浅,但疏松区有扩大的趋势。这表明,压下起始位置前移,对应的压下终点位置也
5 结论
5.1 适合轻压下的区间(即固相分率fs为0.3~1.0时)相对应的铸机位置为距离弯月面16~19.5 m处,该压下位置对应铸机的6、7、8三个扇形段。
5.2 轻压下技术在现代连铸生产中已经起到重要的作用,虽然某些方面还存在问题,但经过努力,轻压下技术将在连铸中发挥越来越重要的作用。
5.3 现场生产实践表明,在试验确定的压下区间内实施轻压下可以有效地改善铸坯中心偏析和疏松,提高铸坯质量。
参考文献:
[1] 田陆,黄郁君,杨建桃.轻压下在板坯连铸中的生产实践[J].连铸,2011(Z):107-109.
[2] 林启勇,蒋欢杰.连铸坯动态轻压下的压下参数分析[J].材料与冶金学报,2004(4):261-265.
[3] 钱宏智,张家泉,崔立新,等.非平衡固相线及其对连铸轻压下有效区间影响的研究[C]//中国金属学会连铸分会2009年连铸工艺技术研讨会,2009.
[4] Flemings M C.Our understanding of macrosegregation:past and present[J].ISIJ international,2000,40(9):833-841.
[5] Suzuki K,Takahashi K.Mechanical properties of the slabbing mill roll materials at room and elevated temperatures[J].Trans.Iron and Steel Institute of Japan,1975,61(3):371-387.
[6] 李晓伟,张维维,魏元,等.连铸轻压下技术的发展和应用[J].鞍钢技术,2008(1):10-14.
[7] Kuyng Shik Oh.Development of Soft Reduction for the Bloom Caster at Pohang Works of Posco[J].Steelmaking Conference Proceeding,1995:301-308.
[8] 罗森,祭程,朱苗勇,等.连铸坯凝固末端轻压下压下区间研究与实践[C]//中国钢铁年会论文集,2009:666-671.
猜你喜欢
河南化工(2021年3期)2021-04-16
湖南教育·C版(2017年12期)2018-01-03
数码设计(2017年4期)2017-11-01
读写算·高年级(2017年6期)2017-06-27
材料工程(2017年6期)2017-06-22
科技创新与应用(2016年5期)2016-10-21
中国新技术新产品(2016年6期)2016-05-14
大连工业大学学报(2015年4期)2015-12-11
新疆钢铁(2015年1期)2015-11-07
橡胶工业(2015年11期)2015-08-01
