
杭州天子岭餐厨垃圾厌氧消化沼气项目案例研究
2018-05-10 02:19夏芳芳陈智远
中国沼气 2018年2期
夏芳芳, 谭 婧, 周 洋, 陈智远, 杨 玉
(杭州能源环境工程有限公司, 浙江 杭州 310020)
随着国民经济的增长和餐饮行业的持续发展,我国餐厨垃圾的产量正以每年约10%的速度不断增长[1]。2015年,全国城市生活垃圾的清运量为1.91亿吨[2],按餐厨垃圾占城市生活垃圾平均比重50%计算[3-4],我国2015年产生餐厨垃圾总量为9570万吨。目前,我国餐厨垃圾的收集、运输和处理面临一系列问题和考验,如果处理不当将会严重影响市容市貌、居民身体健康及环境质量[5]。
目前,国内部分餐厨垃圾被买卖用于提炼“潲水油”和喂猪,甚至部分企业将废弃油水未经处理直接排入地下管网,造成严重的污染[6]。由于国内餐厨垃圾分类尚不到位,餐厨垃圾主要是与生活垃圾混合处理,处理方法有厌氧消化、堆肥、填埋、焚烧等[4, 7]。餐厨垃圾的水分含量一般高于80%,导致填埋和焚烧方法处理餐厨垃圾成本高且易造成二次污染[3, 7];堆肥法则因用地面积大,处理周期长,堆肥过程易产生污水、恶臭及其它二次污染等原因限制了其应用[8];而厌氧消化技术可成功实现餐厨垃圾的减量化、无害化、资源化处理,减少城市餐厨垃圾污染的同时,生产出可再生能源,是处理餐厨垃圾的有效途径,在国外已有广泛应用[9]。
2016年1月20日,由杭州市环境集团投资、杭州能源环境工程有限公司参与建设的杭州市餐厨垃圾处理一期项目正式启动运行,项目采用CSTR中温厌氧消化技术,日处理餐厨垃圾200 t·d-1,日产沼气13500 m3·d-1。本文即对该项目进行介绍并监测分析了100 d的稳定运行数据(2016年11月5日~2017年2月12日),以期对其它城市餐厨垃圾资源化处理提供一定的参考。
1 工艺流程
1.1 概述
项目位于杭州市天子岭静脉小镇内,采用江苏维尔利环保科技股份有限公司的餐厨垃圾预处理技术和杭州能源环境工程有限公司的厌氧消化制沼技术,设计“预处理+厌氧消化+沼气净化发电+沼渣脱水处置”工艺路线,日处理餐厨垃圾200 t,平均日产沼气13,500 m3,沼气脱硫净化后用于热电联产。项目工艺流程如图1所示。

图1 项目工艺流程框图
运输至项目场地的餐厨垃圾首先经物料接收料斗进入预处理系统,预处理后的物料浆液泵入CSTR厌氧消化系统,进行中温厌氧消化,所产沼气经生物脱硫净化后用于热电联产,电能并网,余热用作系统增温,发酵液经固液分离后,废液进入污水处理站,固渣外运填埋。图2为该餐厨垃圾处理项目相关照片。

图2 杭州天子岭餐厨垃圾处理项目照片
1.2 预处理
项目原料来自杭州市餐饮企业所产生的餐厨垃圾,其原料性质如表1所示。
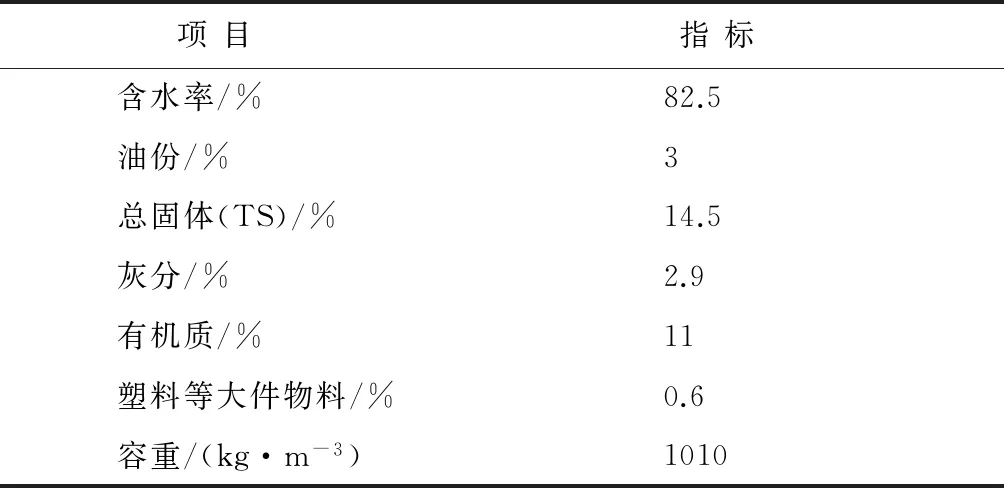
表1 餐厨垃圾原料性质
针对本项目餐厨垃圾的特点,采用江苏维尔利环保科技股份有限公司自主研发的餐厨垃圾预处理系统,其工艺流程如图3所示。

图3 预处理系统工艺流程图
餐厨垃圾首先进入接收料斗,料斗底部设置双螺旋给料机,可对物料进行沥水和初步分选,之后物料输送至自动分选系统,除去餐厨垃圾中的大部分杂质,经过自动分选打浆作用后,物料呈浆料状,对分选后浆料加热增温后进行固液分离,之后进入油脂回收提纯系统,回收毛油纯度可达到98%以上,提油后液体进入厌氧消化系统,杂质及废渣外运处理。
预处理系统对餐厨垃圾的处理效果及预处理后的物料性质见表2。

表2 预处理效果及预处理后物料性质
注;a为百日平均值;b为挥发性固体含量(volatile solids,VS); c为化学需氧量(chemical oxygen demand,COD)。
1.3 厌氧消化
1.3.1 工艺及关键技术设备
项目采用CSTR(Continuous Stirred Tank Reactor)中温发酵工艺,其流程如图4所示。

图4 厌氧消化系统工艺流程图
该工艺流程中,CSTR厌氧反应器,反应器内微生物浓度高,耐冲击负荷能力强;采用双折边咬合罐成型技术,施工周期短;罐体采用碳钢防腐,耐腐蚀[10]。高效节能搅拌机采用“双浆叶”设计,有效避免浮渣和结壳;专利技术水封设计,保证气密性,同时避免了机械密封易损坏、更换困难的缺点;低能耗运行,装机容量小于5 W·m-3反应器容积[11]。厌氧循环系统,包含出料装置、微生物分离装置、微生物富集装置和回流装置,通过物料循环提高厌氧反应器内微生物的浓度,提高容积负荷和耐冲击负荷的能力[12]。
该CSTR厌氧系统具有以下优势: 1)水解酸化罐内单独进行厌氧水解酸化反应,以提高餐厨垃圾中有机质降解率; 2)厌氧循环系统有效提高厌氧反应器内微生物浓度,提高厌氧消化浓度。图5为该餐厨垃圾处理项目相关厌氧罐照片。

图5 杭州天子岭餐厨垃圾处理项目厌氧罐照片
厌氧消化工艺参数如表3所示。
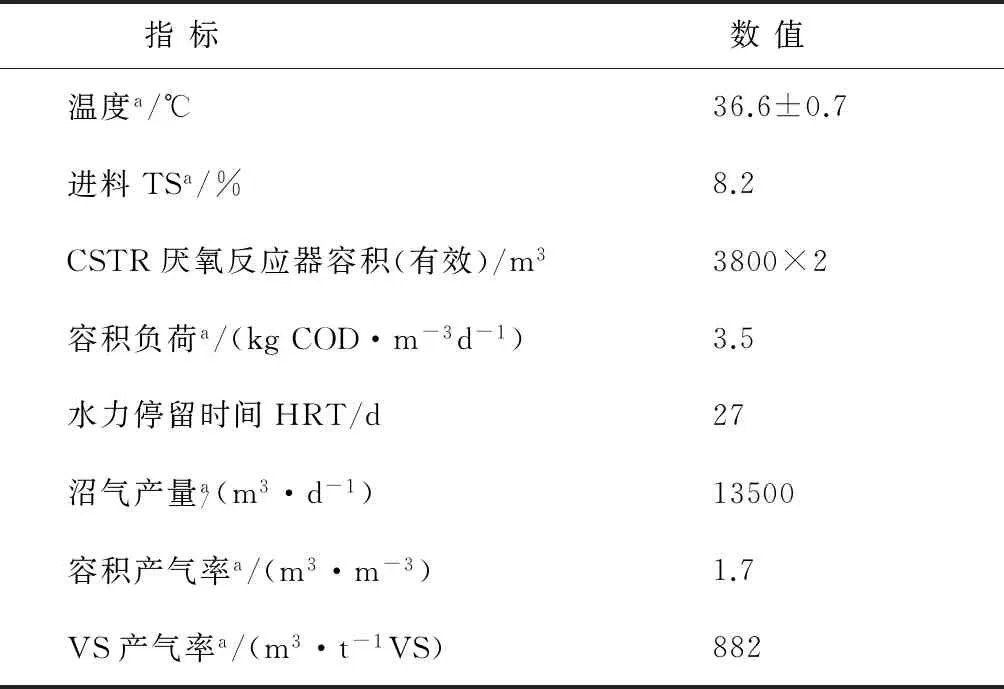
表3 厌氧消化工艺参数表
注:a为百日平均值。
1.3.2 厌氧系统运行状况
1.3.2.1 厌氧消化过程VS降解
由图6可见,厌氧消化系统稳定运行后,其进料VS浓度范围为76.6%~91.1%,平均值为85.0%±2.6%;出料VS浓度范围为47.0%~56.9%,平均值为50.6%±1.9%,据此计算,厌氧消化过程对VS的平均降解率为40.4%,该值与陈祥的研究报道结果一致[9],其厌氧消化餐厨垃圾的VS降解率分别为39.6%(TS发酵浓度25%)和40.0%(TS发酵浓度5%)。

图6 厌氧消化过程对VS的降解
1.3.2.2 厌氧消化过程COD降解
由图7可见,虽然厌氧系统进料COD波动较大(132125~237625 mg·L-1),但厌氧消化系统运行期间对COD的去除效果相对较稳定,平均出料COD浓度为21921±1771 mg·L-1,COD的平均降解率为86.9%±1.9%。
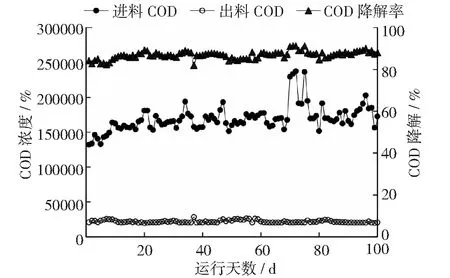
图7 厌氧消化过程对COD的降解
1.3.2.3 沼气产量及甲烷浓度
由图8可见,运行期间沼气产量有一定的波动,变化范围为11945~14321 m3·d-1,这主要受进料情况的影响[13]。沼气产量的平均值为13500±538 m3·d-1,平均沼气产率882 m3·t-1VS,这与张存

图8 厌氧消化所产沼气量及沼气组分
胜[14]对餐厨垃圾进行的厌氧消化批次试验结果相近(沼气产率为888 m3·t-1VS),表明本项目具有较高的沼气产率。
厌氧消化产生的沼气中CH4浓度相对较稳定,变化范围为53.0%~74.0%,平均浓度为61.7%±3.9%,平均CH4产率为544 m3·t-1VS。沼气CH4浓度的变化主要是由餐厨垃圾原料组分种类及不同组分的比例变化引起的[15]。
1.3.2.4 厌氧消化过程中pH值的变化
如图9所示,CSTR厌氧罐平均进料pH值为3.9±0.3,平均出料pH值为7.8±0.5,出料pH值相对稳定。产甲烷菌对pH值变化敏感,适宜生长的最佳pH值范围为6.5~7.8[16],厌氧罐内适宜的pH值保证厌氧消化过程有较高产气率。
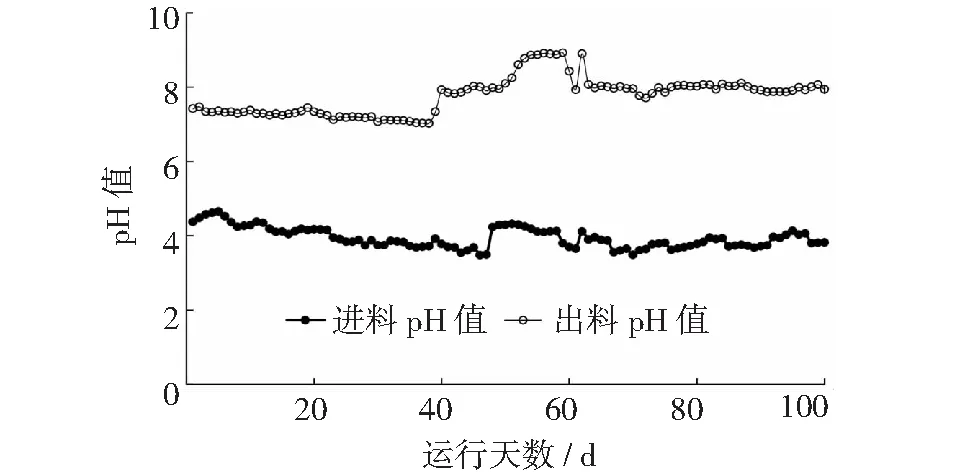
图9 运行期间进出料pH值的变化
1.4 沼气脱硫净化和贮存
厌氧消化产生的沼气(平均H2S含量2633.6±695.0 mg·m-3)通入高效生物脱硫系统进行脱硫净化,依靠硫杆菌和丝硫菌属在新陈代谢过程中吸收H2S并将其转化为硫单质或硫酸。本工艺运行成本低(脱硫运行成本包含药剂费和电费,为0.024元·Nm-3),对H2S的去除效率高(平均脱硫效率93.0%±3.7%,见图10)。经生物脱硫后,沼气中H2S的浓度为175.3±85.2 mg·m-3,满足后续热电联产沼气发电机组对沼气组分的要求(≤300 mg·m-3)。

图10 生物脱硫系统对沼气中H2S的去除
沼气脱硫净化后,暂存于1200 m3的双膜球形干式贮气柜中,之后用于热电联产单元。
2 项目产品和效益
2.1 产品
本项目的主要产品有沼气和毛油,其中沼气产量13500 m3·d-1,年产472.5万m3·a-1;项目预处理系统油脂回收率为83.3%,项目每天可回收5 t毛油,可用于工业油脂原料或进一步加工生产生物柴油。厌氧发酵后残余物经固液分离后,废液与天子岭填埋场渗滤液一起进入污水处理系统,固渣(含水率低于60%)直接在天子岭垃圾填埋场填埋处理。
2.2 效益
本项目所产生的效益主要有环境效益、社会效益和经济效益。环境效益方面,项目年处理餐厨垃圾7万吨,碳减排5.4万吨CO2当量·年-1,可有效避免温室气体排放;同时项目每天减少5 t“地沟油”的产生,每年可减少1750 t“地沟油”,同时有效减少“泔水猪”、“垃圾猪”的出现,保障餐桌安全,具有极高的社会效益;另外,目前毛油市场价格3200元·t-1,毛油产量5 t·d-1,日收益1.6万元。
3 结论和建议
由杭州天子岭餐厨垃圾厌氧消化沼气项目可见,厌氧消化处理1 t餐厨垃圾可产生67.5 m3沼气,回收25 kg毛油,减少城镇餐厨垃圾污染的同时生产可再生能源,同时避免产生“地沟油”、“泔水猪”,保障餐桌安全,具有极高的环境效益和社会效益,是解决我国城镇餐厨垃圾危机的一条绿色之路。
然而,由于我国餐厨垃圾尚未完全实现统一清运、且成分复杂,同时需要废液、废渣的后端处理,因此餐厨垃圾厌氧消化项目投资大,运行成本高,“自造血”能力有限。参考国外餐厨垃圾厌氧消化项目的运行经验[17-18],建议政府从以下几方面进行支持,以保障项目运行的可持续性: 1)提高政府补贴:主要有原料补贴、生物柴油补贴、发电上网补贴等; 2)完善制度政策:落实餐厨垃圾处理特许经营权制度,规范餐厨垃圾处理市场;推广“谁污染谁付费”制度;强制执行餐厨垃圾分类。
参考文献:
[1] 中华人民共和国环境保护部. 2016年全国大、中城市固体废物污染环境防治年报[Z]. 2016.
[2] 中华人民共和国国家统计局. 2016中国统计年鉴[M]. 北京: 中国统计出版社,2016.
[3] 王向会, 李广魏, 孟 虹, 等. 国内外餐厨垃圾处理状况概述[J]. 环境卫生工程, 2005, 13(2): 41-43.
[4] 孙营军. 杭州市餐厨垃圾现状调查机器厌氧沼气发酵可行性[D]. 杭州: 浙江大学, 2008.
[5] 任连海, 聂永丰. 餐厨垃圾管理的现状、问题及对策[J].中国环保产业, 2010, 12: 45-49.
[6] 舒 淼, 刘 阳, 卢海威, 等. 餐厨垃圾综合资源化处理技术实例研究[J]. 环境工程, 2012, 30: 321-323.
[7] M El Fadel,A N Findikakis,J O Leckie. Environmental impacts of solid waste landfilling [J]. Journal of Environmental Management, 1997, 50 (1): 1-25.
[8] 沈超青. 广州市餐厨垃圾的资源化利用研究[D]. 广州: 华南理工大学, 2013.
[9] J D Browne. Biomethane production from food waste and organic residues [D]. Cork: University College Cork, 2013.
[10] 蔡昌达,蔡 磊. 大型螺旋双折边咬合罐体强度加强装置[P].中国专利:ZL200720109453.3,2008-04-30.
[11] 蔡昌达.一种螺旋破壳搅拌装置[P].中国专利:ZL201320540624.3,2014-02-26.
[12] 毕经毅, 夏吉庆, 马添翼, 等. 厌氧发酵系统中回流沼液的产甲烷活性研究[J]. 环境工程学报, 2010, 4(11): 2631-2634.
[13] 陈 祥. 餐厨垃圾两相厌氧发酵氨氮特性与控制方法研究[D]. 杭州: 浙江大学, 2014.
[14] 张存胜. 厌氧发酵技术处理餐厨垃圾产沼气的研究[D]. 北京: 北京化工大学, 2013.
[15] 刘 丹. 餐厨废弃物厌氧发酵特性研究[D]. 哈尔滨:东北农业大学, 2014.
[16] 邓良伟. 沼气工程[M]. 北京: 科学出版社, 2015.
[17] L De Baere, B Mattheeuws. Anaerobic digestion of MSW in Europe [J]. BioCycle, 2010, 51: 24-26.
[18] D D Clercq, Z Wen, F Fan. Performance evaluation of restaurant food waste and biowaste to biogas pilot projects in China and implications for national policy. Journal of Environmental Management [J]. 2017, 189: 115-124.
猜你喜欢
温州大学学报(自然科学版)(2022年2期)2022-05-30
煤气与热力(2021年12期)2022-01-19
装备维修技术(2021年39期)2021-11-17
环境卫生工程(2021年4期)2021-10-13
湖南农业大学学报(自然科学版)(2021年3期)2021-07-02
环境卫生工程(2021年1期)2021-03-19
潍坊学院学报(2020年2期)2021-01-18
小学科学(2020年2期)2020-06-15
小学科学(学生版)(2020年3期)2020-03-25
小学科学(学生版)(2020年2期)2020-03-03
