
键槽铣刀向心角对加工质量的影响
2018-04-28 00:34:25天津航天长征火箭制造有限公司300462
金属加工(冷加工) 2018年4期
■ 天津航天长征火箭制造有限公司 (300462) 崔 鑫 郭 海 史 蕊 孙 涛
航天壁板产品是采用数控铣削的方式,在铝板上加工各种规格封闭平底下陷而成。由于下陷多为封闭结构,且尺寸较小,加工中采用端面切削刃过刀具中心的两刃键槽铣刀,以方便沿刀具轴向进给直接下刀进行加工。但是键槽铣刀端面切削刃一般具有向心角,在铣削封闭下陷时会造成加工底面残留,影响产品的质量。
本文通过切削试验和理论分析,研究键槽铣刀向心角对加工底面的影响以及键槽铣刀向心角受封闭下陷尺寸的影响,最终制定了键槽铣刀加工封闭下陷的选刀原则,有效解决了航天壁板封闭下陷加工底面残留问题,提高了产品质量。
1. 键槽铣刀基本结构
键槽铣刀是一种铣削刀具,主要用于加工键槽和封闭下陷。为了克服径向切削力的影响,键槽铣刀设计为两个互相对称的刀刃。铣削时两个刀刃上的切削力矩形成力偶,径向力互相抵消。键槽铣刀柱面和端面上都有切削刃,端面切削刃过刀具中心,因此能沿刀具轴向进给铣削,具有插钻功能,能够直接加工封闭下陷。而立铣刀一般具有3个以上刀刃,端面中心一般带中心孔,因此不能沿刀具轴向进行铣削,不能直接加工封闭下陷,主要用于半封闭或开放式的加工。键槽铣刀实际上属于一种特殊的立铣刀。
键槽铣刀做径向进给铣削时,柱面切削刃为主切削刃,端面切削刃为副切削刃;做轴向进给铣削时,端面切削刃为主切削刃,柱面切削刃为副切削刃。为了降低轴向进给时的切削抗力、减小径向进给时切削刃与已加工表面的摩擦,键槽铣刀一般设计有1.5°~3°的端面切削刃向心角。图1所示为SANDVIK Coromant键槽铣刀的向心角。键槽铣刀的向心角在进行半封闭或开放式加工时不会对加工底面造成影响,但是在进行封闭加工时由于沿刀具轴向进给铣削会对加工底面造成影响。
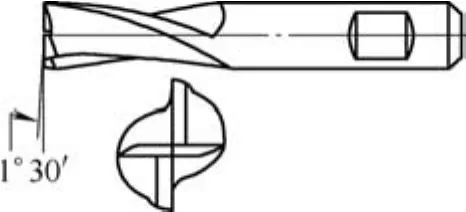
图1 键槽铣刀端面切削刃向心角
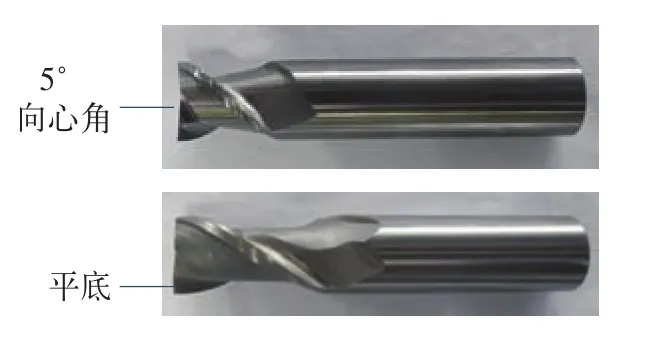
图2 向心角键槽铣刀和平底键槽铣刀
2. 向心角和下陷尺寸对加工底面的影响分析
(1)向心角对加工底面影响。通过采用φ20mm向心角键槽铣刀和φ20mm平底键槽铣刀分别铣削封闭平底下陷,通过试验对比来验证端面切削刃向心角对加工底面的影响。所用键槽铣刀如图2所示。在帕莱克对刀仪上对向心角键槽铣刀的端面切削刃向心角进行测量,端面切削刃平均向心角为5°。
采用φ20mm向心角键槽铣刀和φ20mm平底键槽铣刀分别铣削边长L1=25mm、L2=25mm、深h=3mm的封闭平底下陷,试验结果如图3所示。图3左侧为向心角键槽铣刀铣削后的结果,可见加工底面中心位置存在明显的锥塔状残留。图3右侧为平底键槽铣刀铣削后的结果,可见加工底面光整无残留。
通过试验结果可见,向心角键槽铣刀铣削封闭下陷时会在加工底面形成明显的切削残留,且无法通过优化走刀轨迹来消除残留;而平底键槽铣刀铣削封闭下陷时加工底面光整无残留。
(2)下陷尺寸对加工底面影响。采用图2中的5°向心角的φ20mm键槽铣刀分别铣削不同尺寸的平底封闭下陷,通过分析试验结果来获得底面残留与下陷尺寸的关系。
采用5°向心角的φ20mm键槽铣刀分别铣削两个平底封闭下陷:边长L1=30mm、L2=30mm、深h=3mm;边长L1=30mm、L2=25mm、深h=3mm。试验结果如图4所示。图4左侧为L1=30mm、L2=30mm封闭下陷的铣削结果,可见加工底面中心位置存在明显的锥塔状残留。图4右侧为L1=30mm、L2=25mm封闭下陷的铣削结果,可见加工底面中心位置同样存在明显的锥塔状残留。综上可见在L1=30mm(L1≥L2)的情况下,采用5°向心角的φ20mm键槽铣刀铣削后底面存在残留现象,且无法通过优化走刀轨迹来消除残留。
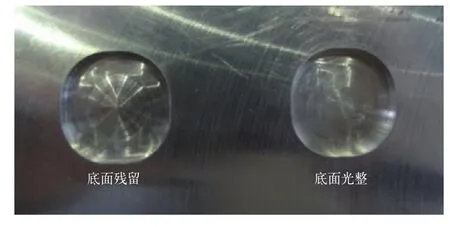
图3 L1=25mm(L1≥L2)铣削结果
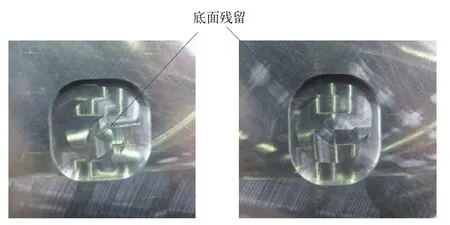
图4 L1=30mm(L1≥L2)铣削结果
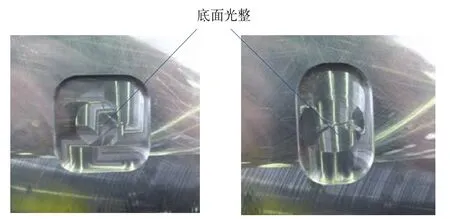
图5 L1=40mm(L1≥L2)铣削结果
采用5°向心角的φ20mm键槽铣刀分别铣削两个平底封闭下陷:边长L1=40mm、L2=40mm、深h=3mm;边长L1=40mm、L2=25mm、深h=3mm。试验结果如图5所示。图5左侧为L1=40mm、L2=40mm封闭下陷的铣削结果,可见加工底面光整无残留。图5右侧为L1=40mm、L2=25mm封闭下陷的铣削结果,可见加工底面同样光整无残留。综上可见在L1=40mm(L1≥L2)的情况下,采用5°向心角的φ20 mm键槽铣刀铣削后底面不存在残留现象。
3. 试验总结
键槽铣刀端面切削刃向心角使铣刀端面呈向心凹形,刀具中心是凹形的最低点。在铣削封闭下陷时,铣刀需先进行轴向进给,再进行径向进给。由于铣刀端面呈凹形,轴向进给时会在铣刀中心位置的加工底面形成残留。径向进给时,随着铣刀的移动,端面切削刃及刀尖会逐渐切削铣刀中心位置的底面残留。但是当封闭下陷尺寸较小时,铣刀径向进给受下陷尺寸限制,在有限的走刀轨迹中,铣刀端面凹形区域会存在一定重叠,并且切削刃刀尖无法切削到重叠区域,最终在加工底面形成残留,如图6所示。
当L1≥2D时(其中L1为封闭下陷长边,L2为封闭下陷短边,L1≥L2,D为键槽铣刀直径),刀具径向进给时,通过优化走刀轨迹,可以使端面切削刃及刀尖充分切削刀具中心位置的底面残留,从而消除加工底面残留。因此,当L1≥2D时,较大的键槽铣刀端面切削刃向心角不会对加工底面造成影响。当L1<2D时,较大的键槽铣刀端面切削刃向心角会对加工底面造成影响,铣刀端面凹形区域会存在一定无法消除的重叠,在加工底面形成残留,且切削残留无法通过完善走刀轨迹来消除。所以在L1<2D时,应考虑更换小直径的键槽铣刀或较小向心角的键槽铣刀,也可选用具有足够长度修光刃的键槽铣刀来加工封闭下陷,以避免加工底面产生残留。

图6 L1=25mm和L1=40mm理论分析
4. 结语
通过对键槽铣刀端面切削刃的向心角进行理论分析,得出造成加工底面残留的原因。在分析下陷尺寸对加工底面残留影响的基础上,采用对比切削试验验证了理论分析结果。最终得出结论:当L1≥2D时,键槽铣刀端面切削刃向心角不会对加工底面造成影响,可通过完善走刀轨迹的方式解决加工底面残留问题。在此结论基础上总结出L1<2D时采用键槽铣刀铣削封闭下陷的选刀原则。
通过将研究结果应用到航天壁板产品的加工中,有效提高了选刀效率,同时解决了壁板封闭下陷加工底面残留问题,提高了产品质量和加工效率,可广泛用于各类封闭平底下陷的铣削加工。
[1] 袁哲俊. 金属切削刀具[M]. 2版.上海:上海科学技术出版社,1993.
猜你喜欢
装备维修技术(2021年20期)2021-03-29 00:44:06
模具制造(2019年10期)2020-01-06 09:13:08
精密制造与自动化(2018年1期)2018-04-12 07:42:46
制造技术与机床(2017年3期)2017-06-23 08:11:47
表面工程与再制造(2016年5期)2016-12-15 11:42:26
机床与液压(2015年16期)2015-04-27 02:46:28
金属加工(冷加工)(2014年21期)2014-12-02 01:35:40
机械工程师(2014年6期)2014-11-28 08:16:48
河南科技(2014年23期)2014-02-27 14:18:56
汽车零部件(2014年3期)2014-02-06 06:35:46
