
表面开口缺陷高度的测量方法对比
2018-04-26 03:52,,,
无损检测 2018年4期
, ,,
(中广核检测技术有限公司,苏州 215004)
核电设备的在役零件和焊接构件,不同程度存在着表面开口缺陷的风险,如果能够实现对该类缺陷的检测和高度的测量,对于核电设备寿命的评估有很大的帮助。其中,外表面开口缺陷可以用渗透、目视等方法较容易地检出,且通过打磨、挖补等技术可以去除相关显示。而内表面开口缺陷受制于设备及现场工况,需要用超声方法对其进行定位、定量检测。由于内表面开口缺陷的显示信号,有时易与内表面结构信号及底面回波信号重叠,因此对该类缺陷的检测及高度测量就显得尤为重要。
目前应用超声测量表面开口缺陷高度的常用方法主要有横波串列式双探头法、相对灵敏度法(包括6 dB法,20 dB法)、端点衍射波法和端点反射回波法[1]。然而,横波串列式双探头法操作复杂,回波难以确认;相对灵敏度法测得的高度是表面开口缺陷高度的指示值,与实际高度有较大的误差;端点反射回波法的精度不高,特别是对低高度的表面开口缺陷测量误差较大,故应用受到限制。与以上几种方法不同,端点衍射法是利用超声波在缺陷端点的衍射信号来测定缺陷高度的,相对比较准确。因此,笔者利用端点衍射法原理对表面开口缺陷进行检测,通过常规超声端点衍射法与TOFD衍射时差法进行试验研究,并对检测结果进行了对比验证。
1 原理及方法
1.1 端点衍射法测量原理
根据惠更斯-菲涅耳原理,超声波在介质中传播时,若遇到缺陷,缺陷边缘可以看作是发射子波的波源,使波的传播方向发生改变,声波向各个方向进行衍射和反射。缺陷边缘产生的衍射和反射波被探头接收,通过衍射波和反射波传播时间的不同来测量缺陷自身高度的方法,称为超声波端点衍射法[2],其缺陷测量原理如图1所示。

图1 表面开口缺陷测量原理示意
1.2 常规超声端点衍射法
常规超声端点衍射法采用单晶斜探头对表面开口缺陷进行高度测量。试验采用外壁扫查方式,检测内壁表面开口缺陷。首先在缺陷附近缓慢移动探头找到缺陷最大反射回波,提高相应灵敏度,再缓慢前移探头,寻找缺陷尖端衍射信号,当衍射波达到最大幅值时,记录此时缺陷的高度,即为表面开口缺陷的尖端位置(见图1)。
1.3 TOFD时差衍射法
TOFD检测技术利用超声波的衍射现象来实现对缺陷的检测。其检测原理示意如图2所示,当探头发出的超声波在被检工件中的传播过程中遇到缺陷时,会在缺陷的尖端发生衍射现象而产生衍射波,由惠更斯原理可知,衍射波会在大角度范围内散射,没有明显的方向性,因此可被另一侧的探头所接收。
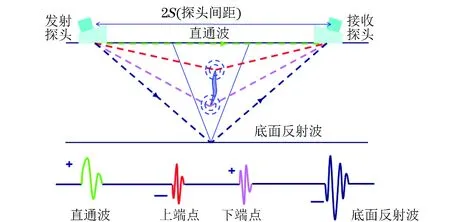
图2 TOFD检测技术原理示意
从图2可看出,TOFD检测中A扫信号在遇到界面时会发生相位的变化,缺陷的上端衍射波与直通波的相位相反,变化了180°。对于缺陷的定量计算,通过信号传播时间可计算缺陷埋藏的高度d,如式(1)所示。
(1)
式中:c为纵波声速;t为衍射信号传播时间;S为探头间距的一半。
对于缺陷高度,由于为表面开口缺陷,因此只需用工件板厚减去缺陷上端点高度即可。为了进行端点衍射法与TOFD在缺陷测高方面的精度对比,TOFD试验采用非平行扫查方式,并采用相同试块进行缺陷高度测量。
2 试验过程
2.1 试验仪器及试块
常规超声仪器采用CTS-9009型数字超声仪,为了保证较高的测量精度,要求仪器的水平线性误差不大于1%;TOFD仪器采用Z-SCAN-UT多通道超声数据采集系统。常规超声探头采用2.5P8×12K1探头;TOFD探头型号为OLYMPUS C543,频率为5 MHz,晶片直径为6.3 mm,有一发一收两个探头。试块材料为20钢板材,板厚40 mm,表面刻有1,2,3,4,5,6,7,8 mm高度的EDM(电火花槽)开口槽,试验设备如图3所示。

图3 试验仪器外观
2.2 常规超声端点衍射法测量过程及结果
常规超声检测时,首先测量出探头前沿及角度,将探头与数字超声仪连接,调节时基比例为声程1∶1;然后将探头放置在外壁扫查面上,移动探头找到缺陷最大反射波;由于45°探头端角反射明显,因此缺陷最大反射波显示的高度即为平板厚度值H。
找到最大反射波后,适当提高增益,缓慢前移探头,此时发现反射波左侧出现幅值较低的回波信号,这就是缺陷的端点衍射信号。将闸门调至衍射波信号上,前后缓慢移动探头找到衍射波最大幅值,提高增益使衍射波最大幅值为满屏的80%,记录此时缺陷端点衍射波显示的高度h1,此时缺陷的高度即为:Δh=H-h1。
随着探头的向前缓慢移动,探头声束轴线远离端角反射区域,因此缺陷反射回波明显下降。当找到缺陷最大衍射波后,将闸门调至缺陷反射波上,调节自动增益使此时缺陷的反射波达到满屏的80%。由此可以发现,衍射波信号剧烈下降,波高低于满屏的10%。查阅相关文献[2]可知,衍射波与反射波幅值差约20~30 dB。表1为不同高度刻槽反射波与衍射波测量结果。从表1可以看出,随着高度的增加,衍射波波幅与反射波波幅差呈增加趋势,其最小值为23.5 dB,最大值为28.0 dB。

表1 不同高度刻槽反射波与衍射波测量结果

图4 常规超声端点衍射法A扫信号
当反射波波高为满屏的80%时,通过式(2)可计算得出波幅差ΔA。
ΔA=20lg(80/h1)
(2)
即使当波幅差值为23.5 dB时,h1的衍射波波幅只为满屏的5.35%。因此,需要强调的是寻找衍射波时,要缓慢移动探头,仔细观察反射波左侧的波幅变化,以免造成衍射波信号缺失而无法测高。常规超声端点衍射法A扫信号如图4所示。从图4可看出,测量表面开口缺陷时,对于不同高度的开口槽,其高度测量值与实际值误差不大,最大误差为0.3 mm。
2.3 TOFD测量过程及结果
TOFD检测的工艺参数包括探头频率、探头角度以及探头中心间距等。探头频率的大小与TOFD检测的精度和分辨率有关,笔者选取了5 MHz的探头。在选择探头间距与角度时,既要保证超声波能够覆盖检测区域,又要保证缺陷端点的衍射信号有足够的能量。笔者选取楔块角度为60°,超声波的主声束聚焦在工件底面,这主要是因为实际焊缝检测时, 因不清楚裂纹(缺陷)偏离焊缝中心的情况,因此选择更大的探头间距(2S)以减小轴偏离底面盲区高度,探头间距的计算如式(3)所示。
2S=2×H×tanθ
(3)
式中:H为工件厚度;θ为探头折射角。
板材厚度H为40 mm,探头折射角为60°,通过式(3)计算得到探头间距2S为138 mm。
利用以上的试验参数获得了TOFD检测的数据,如表2所示。
图5为不同高度表面开口槽TOFD检测的D扫描图像。根据工件的厚度和探头间距,选取直通波和底面反射波对TOFD图像进行了高度校准。然后选择D扫图像中含有缺陷衍射波的A扫信号对缺陷的高度进行测量。

表2 不同高度刻槽TOFD方法测量结果 mm

图5 不同高度表面开口槽TOFD检测的D扫图像
3 试验结果与分析
(1) 采用常规超声端点衍射法测量时,随着开口槽高度的降低,其衍射波与反射波难以分辨,甚至衍射波信号被反射波所覆盖。从图4可以看出,当缺陷高度大于4 mm时,衍射波与反射波可明显区分,且分辨力随着缺陷高度的增加而提高。
(2) 通过图5可以看出,当表面开口槽高度为1 mm时,D扫图像很难区分其衍射信号与噪声信号,且底面反射波信号饱和造成对比度下降。但在A扫信号中,可通过相位来判断该缺陷。其他高度缺陷均可通过TOFD方法测量出来,最大误差为0.14 mm。
(3) 由常规超声端点衍射法和TOFD方法对不同高度表面开口槽的测量结果可以看出,随着槽高度的增加,两种方法测量结果基本一致。对于高度小于4 mm的开口槽,常规超声A扫信号分辨力下降;缺陷高度小于2 mm时,衍射波与反射波信号无法区分。
4 结论
在现场实际工况中,表面开口缺陷形状并不规则,衍射波信号的强弱受缺陷角度及方向的影响较大。尤其是表面开口缺陷端点衍射信号一般很弱,不易分辨。在工况具备条件时,为了保证缺陷高度测量的准确性,一般选用TOFD方法。在对复杂结构工件进行缺陷高度测量时,考虑到常规超声端点衍射法操作简便、不需专用扫查器以及不受现场空间环境的影响,当TOFD方法不具备检验条件时,采用端点衍射法也能够获得较好的效果。
参考文献:
[1] 王春艳,柯常波,陈铁群.表面开口裂纹高度的超声无损测定[J].压力容器,2008,25(12):49-52.
[2] 宋正升. 超声端点衍射法测定柱孔高度[J].无损检测,2004,26(10):520-522.
猜你喜欢
数学物理学报(2022年2期)2022-04-26
癫痫与神经电生理学杂志(2022年6期)2022-02-10
诗选刊(2020年3期)2020-03-23
中学生数理化·教与学(2019年8期)2019-09-18
价值工程(2018年25期)2018-09-26
传奇故事(上旬)(2018年11期)2018-01-14
中国现代医生(2017年24期)2017-10-17
西南交通大学学报(2016年4期)2016-06-15
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
摄影世界(2014年12期)2015-02-11
