
X80管线钢半自动焊摆焊与排焊的热循环过程对比研究
2018-04-25 09:27供稿白世武丁红胜童莉葛余江峰BAIShiwuDINGHongshengTONGLigeYUJiangfeng
金属世界 2018年1期
供稿|白世武,丁红胜,童莉葛,余江峰 / BAI Shi-wu, DING Hong-sheng, TONG Li-ge, YU Jiang-feng
内容导读
大量低温冲击实验表明X80管线钢半自动焊焊缝区的冲击吸收功离散性相对较大,影响焊缝整体性能,而这种离散性一部分是由于焊缝所经历的热循环过程导致。利用热电偶对排焊和摆焊两种半自动焊接工艺焊缝中心各位置的热循环曲线进行测量,并将两种焊接方法的热循环过程及相关热循环参数进行对比。发现用热电偶测量焊缝中心各位置的热循环曲线较光滑、波动小,各焊层位置的热循环曲线基本遵循随着离热源距离的增加热循环曲线的峰值温度逐渐降低的规律。焊接线能量较小的排焊其各参数的数值及其平均值均小于摆焊,从冷却时间对性能的影响来看,排焊工艺焊缝的性能要优于摆焊。
近年来随着工程技术的进步和市场发展的需求,国内油气管道的建设一直朝着高钢级、大管径、高压力的方向发展[1]。X70、X80管道目前已成为油气长输管道建设的主流[2],X80管线建设方面国内也已积累了很多的经验。但是目前依然存在诸多问题,尤其是在环焊缝研究方面仍较落后。特别是焊接接头,是管道系统的薄弱环节。这主要是由于环焊接头在焊接过程中经历了特殊的热过程,容易造成接头的组织、力学性能不均匀,形成焊缝缺陷,成为缺陷扩展和管道失效的起源[3]。从大量的低温冲击实验数据可以看到,自保护药芯焊丝半自动焊焊缝区的冲击吸收功离散性相对较大,且由于不同供货商所提供焊接材料的差异性,自保护药芯焊丝焊缝区的冲击吸收功离散性分布有所不同,而这种离散性一部分是由于焊缝所经历的热循环过程导致的[4]。因此研究焊缝中心处不同位置的热循环过程不仅必要,而且也是解决我国管线钢发展瓶颈的关键。
对焊缝位置的热循环测量目前主要有红外成像和热电偶等方法。安俊超等[5]用一种红外成像仪测量焊接热循环过程,测量结果与模拟结果吻合较好,但曲线存在波动。陈家权等人[6]采用焊接热循环动态检测系统测量焊接热循环过程,该系统可以同时测量多达100个点的温度。胡艳华等人[7]将热电偶埋在焊缝中,实现了焊缝焊接热循环过程的实时检测。现有文献中,对于测量焊缝热循环位置点的选取都是以焊缝为中心,测量距焊缝中心不同距离表面点的热循环过程。目前还没有专门针对X80自保护药芯焊丝半自动焊焊接过程的数值模拟研究。对于其焊接过程所适用的热源模型也缺乏相关文献记载。基于此,本文将从管道厚度也就是焊缝深度入手,测量根焊、填充层以及盖面层每一焊层内的温度循环,以及焊层交界的敏感位置的热循环过程。同时,针对两种半自动焊焊接工艺——排焊和摆焊,进行焊缝不同位置热循环曲线的实验测量,比较两种焊接工艺的线能量差异,以及由这种差异引起的相关焊接参数的变化。同时对这种变化可能会给组织和性能带来的影响进行初步评估,对热循环曲线所得到相关参数进行对比,为后续焊缝组织不均匀性的分析奠定基础。
实验研究
实验 材料
实验采用的管线钢等级为X80,规格为φ1219 mm×18.4 mm。测量热过程的试样尺寸为300 mm×150 mm×18.4 mm。焊接坡口形式如图1所示。
实验 设计
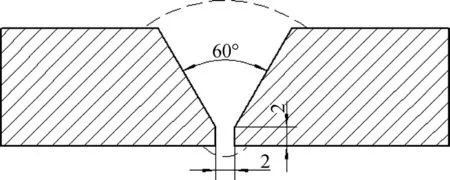
图1 模拟及实验试样的坡口形式
焊接试样长度为300 mm。实验前将两块焊接试样完成对口,并进行根焊和填充1层的焊接操作。之后将试样沿长度方向上进行8等分,并垂直于试样平面进行打孔。从焊填充2层开始进行实验温度的测量。测量热循环曲线过程为:打孔—焊接一道焊缝—对实验位置再打孔—测量尺寸—再焊接。焊接过程全部采用阶梯焊接,即每新焊一焊层都会在焊缝长度方向上留出一段距离来保留前一焊层形貌,这样可以保留每一道焊缝的熔池形貌以及组织特点,用于后续组织性能分析。测量温度用的热电偶型号为K型,材料为镍铬/镍硅。
工艺 参数
实验选用的焊接工艺为:根焊为手工电弧焊(SMAW)+填充及盖面为自保护药芯焊丝半自动焊(FCAW-S)。焊接方法为摆焊和排焊。摆焊工艺是焊缝热源在焊件上进行有规律的横向摆动操作。排焊工艺为焊缝热源在焊件上沿直线进行操作。两种工艺的焊缝示意图如图2所示。
两种焊接工艺在根焊、填充1层和填充2层是完全相同的。排焊的填充3和填充4两道焊缝构成一道焊层,同理填充5和填充6两道焊缝构成一道焊层。相关焊接参数如表1和表2所示。

图2 两种焊接工艺焊缝示意图
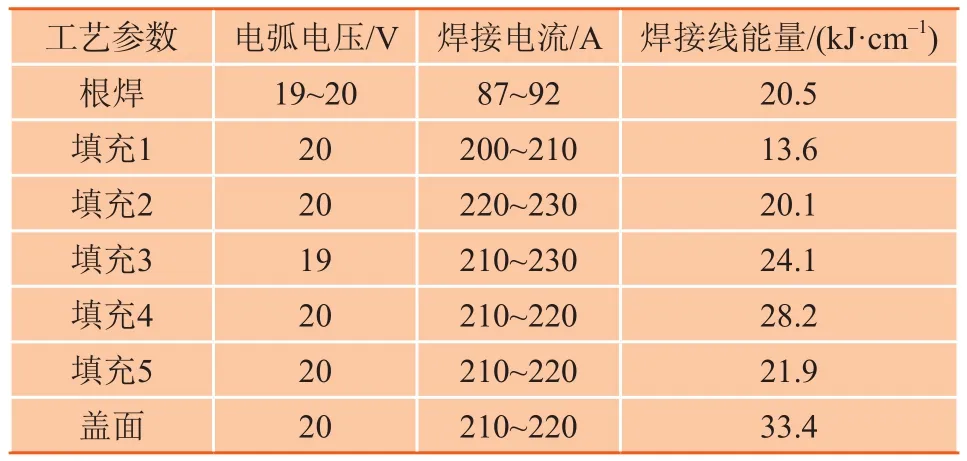
表1 摆焊焊接工艺参数
结果分析
在焊接过程中,不仅邻近熔化区的母材承受典型的焊接短时间温度循环作用,即随时间急剧升高至接近熔点而后缓慢下降,峰值温度和陡度随着与焊缝的距离增大而下降。同时先焊的焊层也会受到后焊层同样的温度循环过程。因此,不仅邻近焊缝的母材,甚至在整个热影响区都存在粗晶区、细晶区、不完全重结晶区之分,焊缝中心组织由于各焊层之间的热作用也会呈现出不同的组织特征[8]。各焊层之间的热作用可以通过实验测量热循环曲线表征出来。如图3所示,排焊和摆焊两种焊接工艺中各焊层位置的热循环曲线都遵循相同的规律:随着离热源距离的增加,热循环曲线的峰值温度逐渐降低。由于排焊是在一个填充层沿直线填充两道焊缝,因此在测量热循环曲线时被测点会出现两个温度峰值,其中第一道焊的温度峰值要大于第二道焊的温度峰值。采用热电偶测量焊缝各位置的热循环过程中会产生一些误差,比如钻孔的垂直度、孔的深度等都会影响测试数据的准确度,因此在后续实验中还需要逐步进行改进。

表2 排焊焊接工艺参数
根据实验测量的热循环曲线可以获得峰值温度Tm、冷却时间t8/5、冷却时间t8/3、冷却时间t6/3以及高温停留时间tH等特征参数,这些特征参数是决定焊缝组织特点的关键因素[9-11]。摆焊和排焊两种焊接工艺由于焊接方法的不同,从填充3层开始,其焊接速度引起的焊接线能量存在差异。两种焊接方法下,距离热源相同位置的t8/5、t8/3,一层排焊的两道焊缝相应的热循环参数取两道焊缝的平均值,见图4。可以看出由于线能量的差异,距离热源相同位置的排焊热循环参数t8/5、t8/3都要小于摆焊,t6/3也遵循相同的规律。

图3 实验测量的两种焊接工艺的热循环曲线
为了量化对比分析两种焊接工艺线能量的差异对热循环参数的影响,统计了两种焊接工艺中位于不同位置的t8/5、t8/3、t6/3及其平均值。当焊接填充3层时,排焊的焊接线能量为16.9 kJ/cm,数值要小于摆焊的线能量24.1 kJ/cm。焊接线能量的差异引起焊接热循环参数的变化见图5,其中数值是指位于根焊和填充1层点的t8/5、t8/3、t6/3的平均值。
由图5可以看到焊接线能量较小的排焊的各参数平均值均小于摆焊,这在填充4及后续焊接实验中均得到相同的规律。该规律表明:高的线能量会引起冷却过程速度的降低,导致冷却时间延长。冷却时间t8/5对M-A组元及针状铁素体的含量有直接影响,适当的t8/5可以改善焊缝韧性,但随着t8/5增加,组织均匀性降低,冲击韧性下降。t8/5还特别影响焊缝热影响区粗晶区性能,提高冷却速度可有效改善热影响区粗晶区的冲击韧性和抗裂性。本研究表明,每增加1 kJ/cm的线能量,t8/5增加1.7~1.9 s,t8/3增加6.5~6.7 s,t6/3增加5.8~5.9 s。此外,排焊工艺的t8/5范围在14.9~23.2 s之间,摆焊工艺的t8/5范围在23.4~50.8 s之间,可见从冷却时间对性能的影响来看,排焊工艺焊缝的性能要优于摆焊。
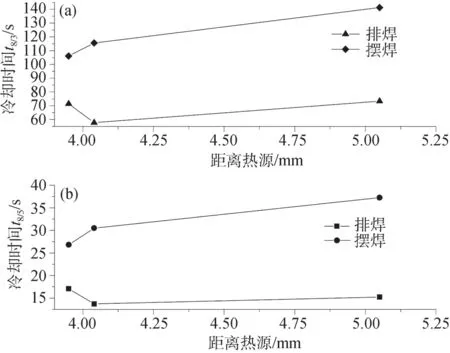
图4 摆焊和排焊两种焊接方法中距离相同热源的热循环参数对比

图5 排焊与摆焊在焊填充3层时测点的热循环参数变化规律
结束语
通过测量半自动焊排焊和摆焊两种工艺的焊缝中心各位置热循环曲线,获得两种焊接工艺的热循环过程及相关特征参数。进行对比分析后发现了焊缝冲击韧性离散的原因,为后续焊缝组织分析提供了实验依据。
1) 用热电偶测量热循环曲线。采用阶梯焊接形式,完整保留了各焊层的熔池形貌及组织特点,方便用于后续组织分析。各焊层位置的热循环曲线遵循的规律:随着离热源距离的增加热循环曲线的峰值温度逐渐降低。
2) 由于排焊和摆焊两种工艺线能量存在差异,导致相关热循环参数发生变化。焊接线能量较小的排焊其各参数的数值及其平均值均小于摆焊。经过计算分析,每增加1 kJ/cm的线能量,t8/5增加1.7~1.9 s,t8/3增加6.5~6.7 s,t6/3增加5.8~5.9 s。从冷却时间对性能的影响来看,排焊工艺焊缝的性能要优于摆焊。
[1] 高惠临,张骁勇,冯耀荣,等. 管线钢的研究进展. 机械工程材料,2009,33(10):1
[2] 高惠临. 管道工程面临的挑战与管线钢的发展趋势. 焊管,2010,33(10):5
[3] 范玉然,徐昌学,李学达,等. 自保护药芯焊丝焊缝组织及性能.金属热处理,2014,39(12):90
[4] 范玉然,汪凤,张希悉. 影响自保护药芯焊丝焊缝韧性因素. 电焊机,2014,44(11):47
[5] 安俊超,荆洪阳,徐连勇,等. 一种用红外热成像仪测定焊接热循环的新方法. 天津大学学报,2011,44(2):148
[6] 陈家权,肖顺湖. 薄板焊接热循环的测定. 热加工工艺,2006,35(7):60
[7] 胡艳华,陈芙蓉,解瑞军,等. 10CrMo910钢焊缝焊接热循环的实时检测. 焊接学报,2009,30(10):105
[8] 辛希贤等. 管线钢的焊接. 陕西:陕西科学技术出版社,1997
[9] 白世武,童莉葛,隋永利,等. X80管线钢复合型坡口多道焊的t8/5研究. 金属世界,2009(Z):16
[10] 杨浩,王勇,韩涛,等. 焊接热循环峰值温度对ASTM 4130钢热影响区组织和性能的影响. 金属铸锻焊技术,2010(10):140
[11] 崔冰,彭云,赵琳,等. 焊接热循环对1000 MPa级焊缝金属组织性能的影响. 材料科学与工艺,2016,24(1):44
猜你喜欢
出版人(2022年8期)2022-08-23
有色金属(矿山部分)(2021年4期)2021-08-30
建材发展导向(2021年6期)2021-06-09
英语文摘(2020年6期)2020-09-21
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
制造技术与机床(2018年12期)2018-12-23
制造业自动化(2017年2期)2017-03-20
山东工业技术(2016年15期)2016-12-01
中国塑料(2016年10期)2016-06-27
科技与企业(2015年16期)2015-10-21
