
器材和专件对纱线质量作用的再认知
2018-04-20 11:21:17王建峰王瑞平
纺织器材 2018年2期
王建峰,王瑞平
(1.石家庄英达纺织有限公司,河北 晋州 052260;2.河北康运纺织有限公司,河北 晋州 052260)
0 引言
器材和专件是纺纱技术的核心所在,对纱线质量起着至关重要的作用,也是各种纺部设备和车间生产得以正常运行的基础和保障,故行业同仁均对纺纱器材和专件给予足够的重视并进行了大量的研究和试验。但随着纺纱技术的不断进步及新型纤维、新品种的不断涌现,纺纱器材和专件对纱线质量的作用效果也发生了变化,甚至出现与传统认知截然不同的结果,笔者结合生产实践对部分纺纱器材和专件的作用效果重新认知刍议如下。
1 气动摇架V型牵伸与弹簧摇架平面牵伸的成纱质量对比
多年以前,行业就有关于气动摇架V型牵伸成纱质量优于弹簧摇架平面牵伸的言论,笔者1999年在天津田歌纺织有限公司工作时,细纱车间全部改造用气动摇架V型牵伸,足见该言论影响力。从2007年开始,笔者着力研究这两种摇架对成纱质量作用效果的不同之处,通过长时间、大量试验比较前纺同粗纱、同细纱、不同摇架的同品种纱线质量差异,积累了大量数据。
2017年6月又用时1个月在集聚纺机台上做大量类似对比试验,其间邀请摇架制造企业、主机制造企业和集聚纺装置制造企业技术人员到公司帮助攻关。汇总近10年的数据发现:气动摇架V型牵伸的成纱质量并不一定优于弹簧摇架平面牵伸。表1和表2是气动摇架V型牵伸和弹簧摇架平面牵伸纺普梳C 14.6 tex纱及集聚纺XT 5.95 tex纱成纱质量对比。
表1气动摇架V型牵伸和弹簧摇架平面牵伸纺普梳C14.6tex纱成纱质量对比

摇架类型CV/%细节粗节棉结(+140%)棉结(+200%)个·km⁃1CVb/%气动14.08112019242322.92弹簧13.8161908132022.97 注:表中数据为2008全年平均值。
表2气动摇架V型牵伸和弹簧摇架平面牵伸集聚纺XT5.95tex纱成纱质量对比

摇架类型CV/%细节(-30%)细节(-50%)粗节(+35%)粗节(+50%)棉结(+140%)棉结(+200%)个·km⁃1CVb/%气动13.181214.54.3146.312.054.515.52.25弹簧12.801109.52.8134.510.353.814.81.55 注:表中数据为2017年6月平均值。
2 胶圈上薄下厚的配置是否精准
众所周知,胶圈的配置原则为上薄下厚,无论是胶圈制造企业还是使用者也均按这一传统理论执行;但笔者在生产一线深入摸索、多次试验发现,在配棉等级差、短绒含量偏高的原料纺制纯棉品种时,用上厚下薄的胶圈质量反而更优。传统配置:上胶圈厚度为0.85 mm,下胶圈厚度为1.0 mm;新型配置:JF20型专利上胶圈厚度为1.15 mm,下胶圈厚度为1.0 mm。两种胶圈配置所纺普梳C 9.7 tex纱、C 14.6 tex纱及普梳T/C 65/35 13.1 tex纱成纱质量分别见表3~表5。
表3两种胶圈配置纺普梳C9.7tex纱成纱质量对比
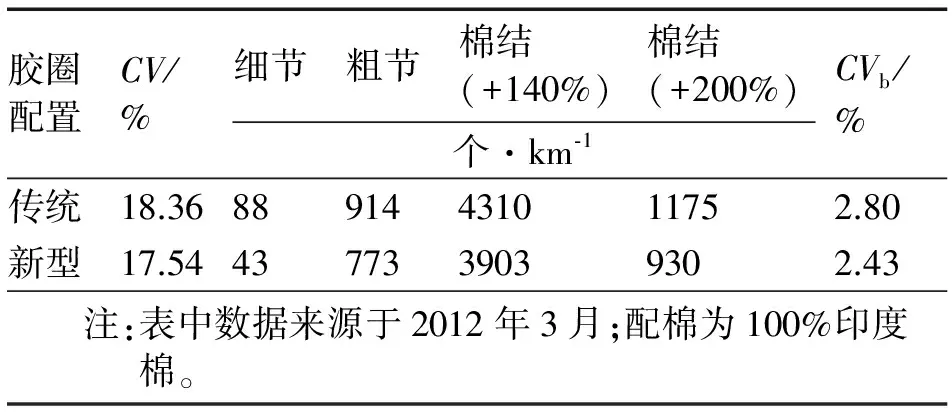
胶圈配置CV/%细节粗节棉结(+140%)棉结(+200%)个·km⁃1CVb/%传统18.3688914431011752.80新型17.544377339039302.43 注:表中数据来源于2012年3月;配棉为100%印度棉。
表4两种胶圈配置纺C14.6tex纱成纱质量对比
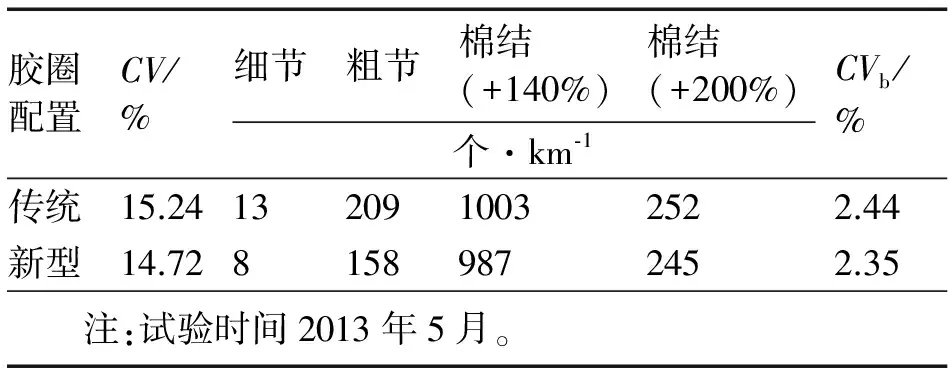
胶圈配置CV/%细节粗节棉结(+140%)棉结(+200%)个·km⁃1CVb/%传统15.241320910032522.44新型14.7281589872452.35 注:试验时间2013年5月。
表5两种胶圈配置纺普梳T/C65/3513.1tex纱成纱质量对比

胶圈配置CV/%细节粗节棉结(+140%)棉结(+200%)个·km⁃1CVb/%传统15.511922911002792.47新型15.151418911222801.43 注:试验时间为2013年3月。
3 6833型上销与铁板上销成纱质量对比
铁板上销因易变形、整形工作量大等缺陷已基本被6833型碳素上销替代,一般认为后者的成纱质量优于前者;但碳素上销存在弹簧极易疲劳、变形甚至缺失,静电集聚易吸附短绒,两边小墙板易折断会造成胶圈跑偏等问题。单对纱线的作用效果而言,笔者通过实践证明,铁板上销的成纱质量不差于碳素6833型上销。两种上销纺普CVC 60/40 14.6 tex纱成纱质量对比见表6。
表6两种上销纺CVC60/4014.6tex纱成纱质量对比

上销类型CV/%细节(-30%)细节(-50%)粗节(+35%)粗节(+50%)棉结(+140%)棉结(+200%)个·km⁃1CVb/%683314.041559.53.5630.5100.6660.4118.52.30铁板13.961504.53.4624.395.3612.5124.52.20 注:试验时间为2016年9月。
4 新型专利上销适应性
被行业广泛认可的、能显著改善成纱质量的新型专利上销是否适合任何品种?新型专利上销一般能改善成纱条干0.5%~1.5%,其发明对推动行业技术进步发挥巨大作用,但在纺制纯涤品种尤其是超细号纱时却发现该上销成纱质量差于普通上销。两种上销纺7.3 tex纱成纱质量指标对比见表7。
表7两种上销纺7.3tex纱成纱质量对比

上销类型CV/%细节(-30%)细节(-50%)粗节(+35%)粗节(+50%)棉结(+140%)棉结(+200%)个·km⁃1专利加长13.3913931017114639普通683312.971139592125911 注:试验时间为2017年7月。
5 胶辊硬度对成纱质量的影响
胶辊硬度低则成纱条干水平一定优,是否存在误区?
胶辊作为牵伸“小心脏”,在纺纱中的作用毋容置疑,优异的条干指标需采用偏低硬度胶辊也成为行业共识。但我公司在胶辊使用过程中发现有不同之处,即不同厂家同硬度胶管甚至同厂家不同型号同硬度胶管的成纱质量相差很大,甚至出现过邵尔A硬度为70度胶辊不如邵尔A硬度为75度胶辊成纱条干好的案例,所以选用胶管不能只看硬度指标,还要关注胶管的弹性、橡胶质量、进口胶的比例以及混料的均匀性等,尤其是当下各厂家同硬度胶管橡胶质量良莠不齐状态下,一定要重视厂家及型号的选用,避免因选型不当造成车间生活难做和质量出现大的波动。
6 涂料配比对胶辊质量的影响
配比大的涂料处理胶辊一定比配比小的涂料处理胶辊成纱质量优吗?
随着胶辊处理技术的发展,人们对胶辊处理与纱线质量间关系的认识越来越深刻,也逐步达成共识:胶辊表面处理用涂料配比越大越有利于条干,纯棉或差别化细号纱品种一般涂料配比掌握在1∶15以上,部分企业甚至做到了1∶25。但通过纺普梳C 9.7 tex纱对比试验,发现配比为1∶15胶辊的成纱质量优于配比为1∶25胶辊;而在竹浆纤维7.3 tex品种上,配比为1∶8胶辊的成纱质量远优于配比为1∶15胶辊,具体见表8。由此可知,胶辊涂料配比应根据品种、通过多次试验确定并优选。
表8不同涂料配比处理胶辊纺B7.3tex纱成纱质量对比

涂料配比条干CV/%细节(-30%)细节(-50%)细节(+35%)粗节(+50%)棉结(+140%)棉结(+200%)个·km⁃1CVb/%1∶1512.491139517229163382.811∶811.97910315724134302.62
7 改善成纱毛羽的措施
有关降低毛羽的文章非常多,在此不再赘述,但在这个以“快”吃“慢”的时代,高效、快速方能跑赢对手,赢得客户。笔者在生产实践中发现钢丝圈型号与成纱毛羽高度相关,生产中W型钢丝圈因断头少、好用、经济适用而广泛用于各个品种。通过用不同型号钢丝圈同锭做对比试验,发现选对钢丝圈型号,成纱毛羽会成倍下降。用YG172A型纱线毛羽测试仪测试,不同钢丝圈型号的不同毛羽长度对应的10 m纱线毛羽根数见表9~表10。
表9不同型号钢丝圈纺彩涤赛络18.2tex纱成纱毛羽

钢丝圈型号毛羽根数/[根·(10m)⁃1]1mm2mm3mm4mm5mm6mm7mm8mm9mmW321⁃58723.76145.5836.3012.765.242.381.220.540.32FO1#611.8295.9818.086.842.891.180.730.470.12 注:试验时间为2016年10月。
表10不同型号钢丝圈纺普梳T/C65/3513.1tex纱成纱毛羽

钢丝圈型号毛羽根数/[根·(10m)⁃1]1mm2mm3mm4mm5mm6mm7mm8mm9mmW321⁃28643.3895.1625.3211.687.044.262.741.520.66690311/0469.8649.8613.743.541.740.960.400.280.16 注:试验时间为2017年4月。
8 结语
新事物层出不穷,新技术日新月异,作为纺织人我们应该相信实践出真知,用数据说话的“求实”态度来面对快速发展的后纺纱时代的现代化纺企,挑战从众心态、勇于打破常规、突破传统理念的束缚,尝试未知领域甚至在试错中成长,力争为行业的现代化进程贡献薄力!
猜你喜欢
建材世界(2022年6期)2022-12-10 11:53:56
国际纺织导报(2022年4期)2022-11-04 01:45:44
棉纺织技术(2021年6期)2021-06-15 03:13:14
纺织器材(2020年1期)2020-03-24 09:14:34
国际纺织导报(2019年2期)2019-05-30 07:31:48
纺织器材(2017年6期)2017-12-14 06:38:02
轮胎工业(2017年7期)2017-07-23 01:57:32
纺织器材(2016年5期)2016-11-22 10:55:13
纺织器材(2015年1期)2015-06-01 09:02:46
航空制造技术(2015年15期)2015-05-31 00:31:52
