
焊前清理对铝合金厚板搅拌摩擦焊接头S线及性能的影响
2018-04-17 13:05:07李帅贞韩晓辉毛镇东
电焊机 2018年3期
李帅贞,韩晓辉,毛镇东,刘 勇,徐 野
(中车青岛四方机车车辆股份有限公司,山东青岛266111)
0 前言
搅拌摩擦焊技术已广泛应用于轻轨、高铁等轨道交通行业的众多领域[1-2]。铝合金搅拌摩擦焊时,接头横截面会出现呈S状的黑色曲线,称为“S线”,Chen Huabin等人认为S线是由对接表面氧化层在被搅拌针搅碎后无法与母材合成一体而形成[3];Sato等人认为S线的形成与焊缝塑化金属的流动行为有关[4];柯黎明等人认为搅拌针形状及焊接参数是影响塑化金属流动的主要因素[5-6]。国内外针对S线的形成机制及焊接清理对S线的形成和接头性能影响的研究尚不完善,本研究通过实验对比深入研究焊接清理对搅拌摩擦焊接头S线及性能的影响。
1 试验内容
选取厚板铝合金为研究对象,分别对有无焊前清理的焊接接头进行透射电子显微镜观察,分析焊前清理对接头显微组织及析出相分布的影响规律,对比分析焊前清理对微观组织及S线等缺陷的影响;对比分析不同试板的基本力学性能,研究焊前清理对力学性能的影响。焊接接头数据如表1所示。
2 焊接接头组织试验结果
2.1 铝合金厚板搅拌摩擦焊宏观组织和微观组织特征
通常将搅拌摩擦焊接头分为焊核区、热机影响区、热影响区以及母材4个区域[7]。在厚度跨度较大的厚板搅拌摩擦焊焊接时,板厚方向上的温度梯度相差较大,对于焊核区,上部焊核区金属的流动主要受到轴肩影响,中部焊核区受到搅拌针侧面的驱动,下部焊核区金属塑性流动的动力来自搅拌头的底部,所以对厚度上的组织进行细致划分。厚板搅拌摩擦焊接头分为7个区:母材(BM)、前进侧热机影响区(AS-TMAZ)和后退侧热机影响区(RSTMAZ)和热影响区(HAZ)、焊核区(NZ)[分为轴肩影响区(SAZ)、中部焊核区(即 M-NZ)和下部焊核区即B-NZ]。

表1 铝合金厚板搅拌摩擦焊焊接接头数据
2.2 有无焊前清理焊接接头宏观形貌分布
有无焊前清理试件宏观形貌对比如图1所示。经腐蚀后,焊核区、热机械影响区和热影响区的颜色不同,差异较为明显。搅拌过程中由于再结晶程度不同形成的搅拌纹从AS侧指向焊核处,无焊前清理试件TMAZ与NZ的分界线在AS侧较RS侧更为明显,焊前清理对接头组织略有帮助。

图1 有无焊前清理试样宏观对比(左侧为RS区,右侧为AS区)
2.3 有无焊前清理焊接接头显微组织
有无焊前清理接头微观组织对比如图2所示,各区域组织形貌类似。有焊前清理的焊接接头,ASTMAZ晶粒较后退侧细小,HAZ没有受到搅拌头机械搅拌作用,不会出现晶粒严重长大的过热区,相当于熔化焊接头热影响区的外边沿,因而FSW接头的热影响区非常窄,HAZ晶粒呈均匀的等轴晶。无焊前清理的焊接接头,AS-TMAZ晶粒相对较小,RSTMAZ晶粒相对较大,热影响区晶粒呈均匀的等轴晶,母材同焊前清理焊接接头一样为椭圆状扁平晶粒,晶粒大小不均匀。

图2 有无焊前清理焊接接头显微组织对比
3 焊前清理对铝合金厚板搅拌摩擦焊S线的影响
有无焊前清理试件不同截面S线局部放大如图3所示。各部分S线宽窄不一,S线分布不连续。
S线的形成原因是分布在试件上表面和接缝处有一层致密的氧化膜,其熔点非常高,在搅拌针的高速旋转下没有被均匀细小地破碎,而是混合参与塑性材料的流动,随塑性流体移至搅拌针后侧,形成氧化物,被搅拌头搅入焊缝从而影响接缝质量。
由图3可知,靠近试件表面S线,有焊前清理的试件表面不连续,宽度不均匀;无焊前清理试件表面相对较为连续,且宽度一致。试件中部S线,有焊前清理的试样S线断开部位明显多于无焊前清理试样,且有焊前清理S线宽度达到144 μm,无焊前清理S线宽度达到236 μm,无焊前清理S线面积明显大于焊前清理S线面积。

图3 有无焊前清理试样S线局部放大对比
4 铝合金厚板搅拌摩擦焊接头力学性能
4.1 有无焊前清理焊接接头显微硬度测试结果
有无焊前清理焊接接头显微硬度分布曲线如图4、图5所示,二者硬度曲线类似,焊接接头上部(1~6、9~13)基本呈现“W”形,双面焊接接头交界处(7、8)呈现“V”形。
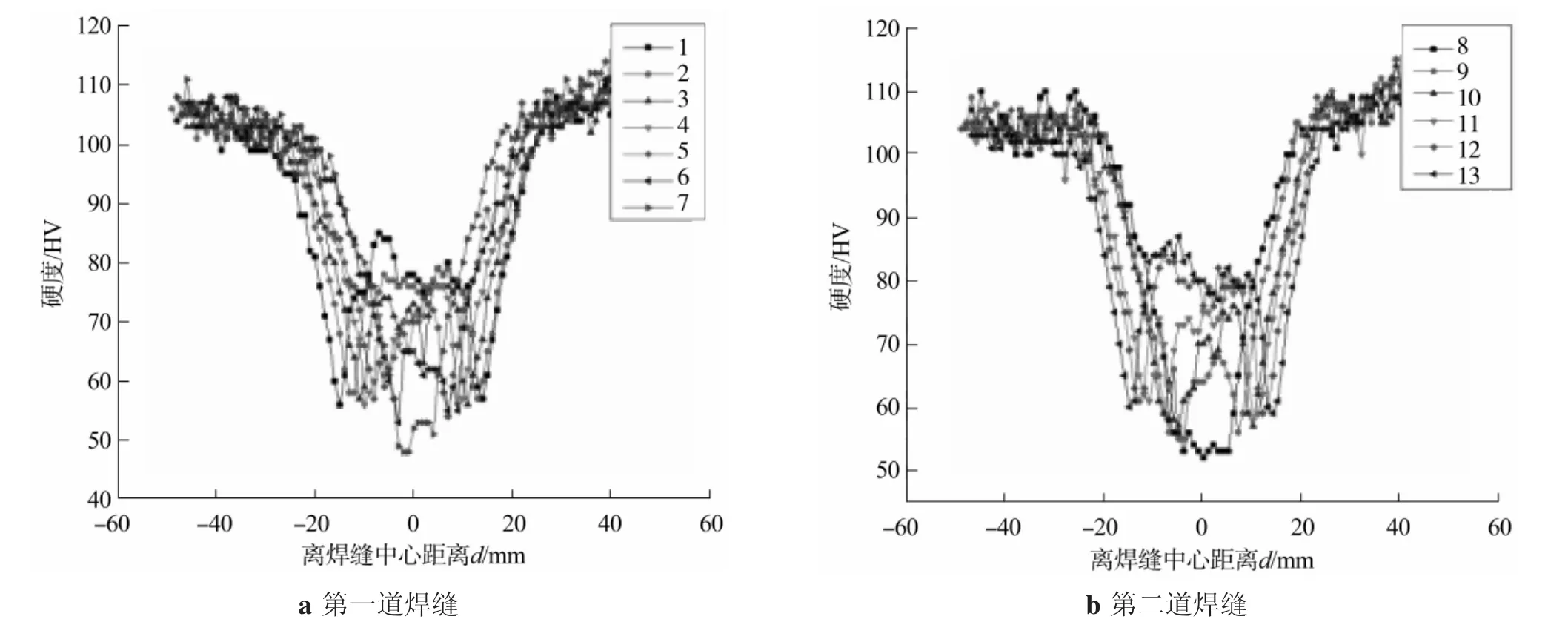
图4 有焊前清理焊接接头显微硬度
有无焊前清理试件硬度值对比分析见表2,有焊前清理试件硬度略高于无焊前清理试件硬度。
图5 无焊前清理焊接接头显微硬度

表2 有无焊前清理接头试样硬度对比HV
4.2 有无焊前清理焊接接头拉伸性能测试结果
有无焊前清理拉伸试样照片如图6、图7所示,可以看出,拉伸试样有一定的颈缩现象,为韧性断裂的特征。

图6 焊前清理拉伸照片
由图7可知,无焊前清理试样有明显层状撕裂,原因是焊缝内有夹杂物。该试样未进行焊前清理,表面氧化物更多,所以试板表面的氧化物极可能随着搅拌头的旋转进入焊缝内部形成夹杂,进而降低试样的力学性能。
有无焊前清理试样的拉伸性能对比如表3所示。不进行焊前清理的焊缝拉伸性能远低于进行焊前清理的焊缝拉伸性能,屈服强度相差9 MPa,抗拉强度相差41 MPa,延伸率相差0.32%。

图7 无焊前清理拉伸后照片

表3 焊前清理及无焊前清理接头试样的拉伸性能对比
5 结论
(1)微观组织。焊接接头轴肩影响区(SAZ)晶粒、中部焊核区(M-NZ)和底部焊核区(B-NZ)晶粒大小类似,热影响区晶粒呈均匀的等轴晶,但未清理试件TMAZ与NZ的分界线在AS侧较RS侧更为明显,焊前清理对接头组织略有改善。
(2)S线分布及特点。S线是对接面氧化物在焊缝中残留形成的,截取的不同位置横截面上(起始、中间、末端)均有S线,且其形状和位置基本没有改变,上表面的S线也呈连续分布,由此可见,S线在焊缝长度方向上是连续的;经过焊前清理(机械清理)的焊接接头也会出现S线,说明S线在焊接过程中也会形成。焊前清理工序对FSW接头的影响体现在减弱S线,尤其是S的分布宽度,同时显著提高力学性能。
(3)力学性能。焊前清理试样的力学性能明显优于未进行焊前清理的试样,通过研究FSW双面焊硬度发现,焊接接头上部基本呈现“W”形,双面焊接接头交界处呈现“V”形。母材的硬度最高,往中间逐渐降低,到达热影响区与热机影响区边界,硬度达到最低。两种工艺硬度规律类似,有焊前清理试件硬度略高于无焊前清理试件硬度。抗拉强度由未清理前的184MPa提高到清理后的226MPa,有明显提高。
(4)对于铝合金厚板搅拌摩擦焊,接头焊前清理有助于改善接头微观组织,有助于改善S线分布,同时有利于提高接头力学性能,建议在FSW焊接过程中做好焊前清理工作。
参考文献:
[1]栾国红,胡煌辉,柴鹏.搅拌摩擦焊—新型列车制造新技术[J].电力机车和城轨车辆,2006,29(4):40-43.
[2]盛建辉,鹏家仁,李光,等.搅拌摩擦焊工艺及其在地铁铝合金车体上的应用[J].制造技术,2009,32(3):28-31.
[3]Chen Huabin,YanKeng,Lin Tao,et al.The investigation of ical welding defects for 5456 alum Friction Stir Welds[J].Materials Science and Engineering,2005(405):333-338.
[4]Y S Sato,H Takauchi,S H C Park,et al.Characteristics of the KIssing-bond in Friction Stir Welded Alalloy 1050[J].Material and Technology,2005,405(1):333-338.
[5]柯黎明,潘际銮,邢丽,等.搅拌针形状对搅拌摩擦焊焊缝截面形貌的影响[J].焊接学报,2007,28(5):33-37.
[6]谢腾飞,邢丽,柯黎明,等.搅拌针形状对搅拌摩擦焊焊缝 S 曲线形成的影响[J].热加工工艺,2008,37(7):64-66.
[7]Fratini L,Buffa G,Palmeri D,et al.Materials flow in FSW of AA7075-T6 butt joints:Contituous dynamic recry stallization phenamena[J].Journal of Engineering Material and Technology,2006,128(3):428-435.
猜你喜欢
焊接学报(2023年6期)2023-07-21 12:59:34
中国典型病例大全(2022年12期)2022-05-13 13:56:44
建材发展导向(2021年9期)2021-07-16 07:10:58
中成药(2019年12期)2020-01-04 02:02:26
中南大学学报(自然科学版)(2018年11期)2018-12-07 03:11:10
机械制造文摘·焊接分册(2016年6期)2017-04-18 15:33:25
凿岩机械气动工具(2016年3期)2016-03-01 04:00:24
焊接(2016年9期)2016-02-27 13:05:25
工程建设与设计(2016年1期)2016-02-27 10:50:15
上海金属(2015年1期)2015-11-28 06:01:11
