
S355J2W+N钢返修焊接头残余应力分析
2018-04-17 13:05常力,宫平
电焊机 2018年3期
常 力,宫 平
(中车长春轨道客车股份有限公司,吉林长春130062)
0 前言
S355J2W+N改良型耐候结构钢是城铁A型车转向架结构常用钢板材料。城铁A型车是借鉴动车组构架结构和B型车构架结构优点,自主研发设计的新型转向架。在转向架焊接制造过程中,时常产生不允许的或超出标准要求的焊接缺欠,必须通过返修焊予以清除。本研究针对S355J2W+N钢返修焊焊接接头残余应力进行试验研究,分析试件焊接及返修焊后接头残余应力分布情况,为返修焊接头机械性能研究提供理论依据。
1 试验材料及方法
1.1 试验材料
试验材料为改良型耐候结构钢S355J2W+N,化学成分如表1所示。
1.2 试验方法
焊接试验采用MAG焊,保护气体为φ(Ar)82%+φ(CO2)18%,V 型坡口平板对接接头,单面焊双面成形。焊接制备3个试件,分别编号A0、A2、A4,其中A0试件不进行返修焊,A2、A4试件分别进行2次、4次“模拟缺陷”的返修焊。“模拟缺陷”的清除按照如图1所示进行,采用角向砂轮或圆柱磨头,保证重新制备的坡口底部与侧壁过渡圆滑,不得留有尖角。

表1 S355J2W+N钢板化学成分[5]%
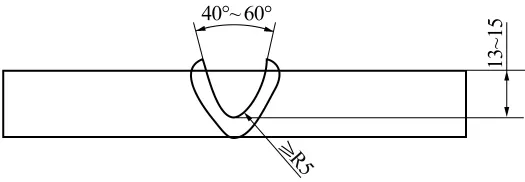
图1 “模拟缺陷”清除示意
根据城铁A型车转向架实际制造工艺,焊接及返修焊后采用去应力退火处理,去应力退火加热温度590℃,保温2 h。研究显示,返修焊使得焊缝中心及热影响区处的残余应力有不同程度的增加,但在远离热影响区的母材处,影响效果不明显;而焊接结构通过去应力退火处理可以削弱残余应力的峰值[2-3]。本次研究测试的对象为残余应力峰值得到削弱后的接头残余应力分布情况,以模拟交付产品的实际状况。所有试件经去应力退火处理后进行X射线无损检测,检测合格后进行试验测试分析。
2 试验结果及分析
试验按照CB3395-1992标准(残余应力测试方法——钻孔应变释放法)测定接头的残余应力。钻孔及粘贴应变花如图2、图3所示。
图2 试件钻孔
对接接头焊缝试件上残余应力分布的基本规律是:中心焊缝区及热影响区受拉应力,两侧母材区域受压力[4]。为考察给定3个试件A0、A2、A4焊接残余应力的大小,需重点测试焊接试件上焊缝区各位置的焊接残余应力分布,以及试件中部两侧母材上垂直于焊缝区各位置的焊接残余应力分布。因为试件整体对称,焊接残余应力的分布亦是对称分布,故测点位置选择在焊接试件的一半区域即可,测试位置如图4所示。焊接残余应力计算结果如表2所示。
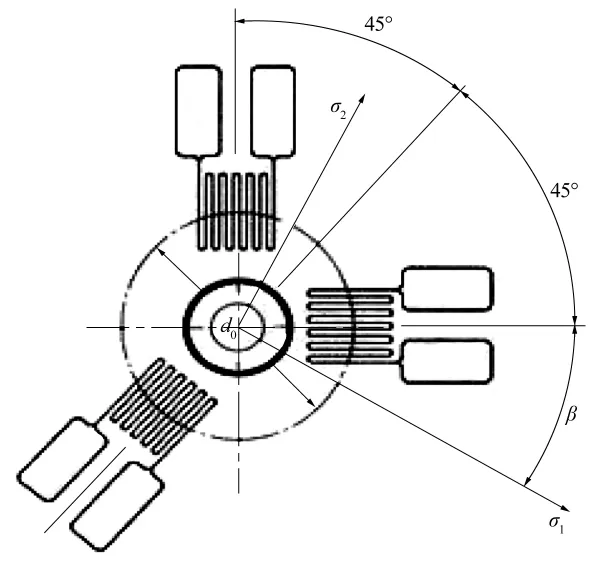
图3 粘贴应变花位置

图4 应变花位置
焊接试件上焊缝区各位置的纵向残余应力分布、横向残余应力分布、最大主应力分布以及试件中部两侧母材上垂直于焊缝区各位置的纵向残余应力分布、横向残余应力分布、最大主应力分布分别如图5~图10所示。
由表 2及图5~图 10可知,3组试件A0、A2、A4焊缝区域纵向应力和最大主应力主要表现为拉应力,在试板边缘,纵向应力和最大主应力均很小。从试板边缘至试板中心,沿焊缝分布的纵向应力和最大主应力均有增加的趋势,中心区域残余应力较大,但最大应力值仅为122 MPa(纵向应力)、124 MPa(最大主应力)。3组试件中,焊缝区域纵向应力和最大主应力也有较明显的差别,焊接残余应力从低到高的顺序依次为A2、A4、A0。各试件焊缝区横向应力以压应力为主,最大压应力(绝对值)出现在试件边缘处,且数值相差不大。
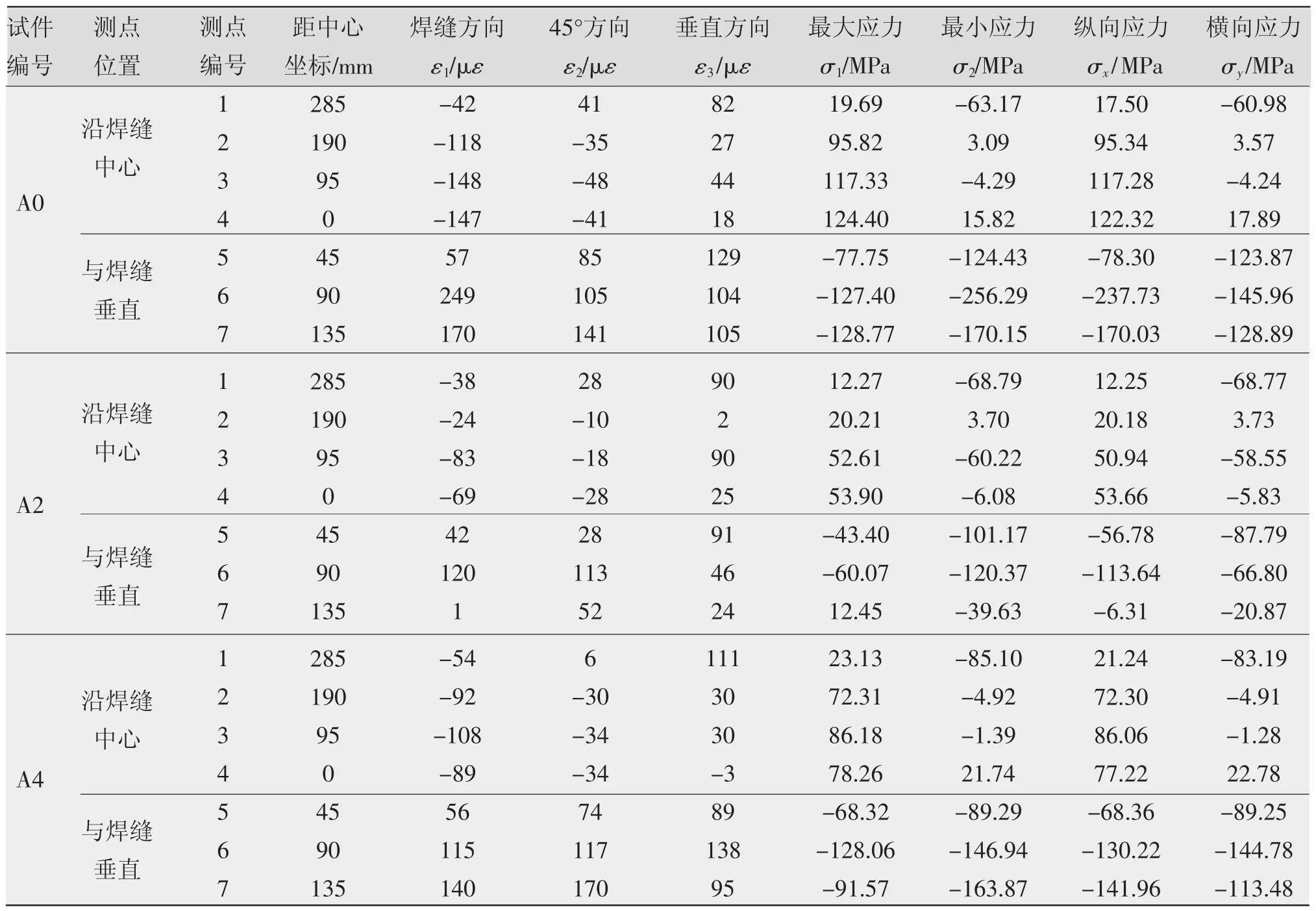
表2 试样测试数据记录及处理
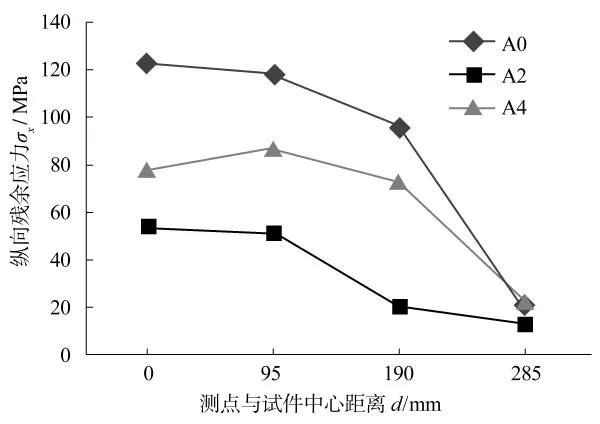
图5 焊缝区沿焊缝中心线纵向残余应力分布
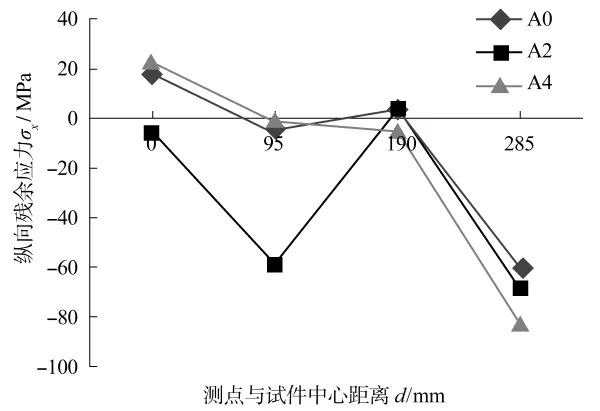
图6 焊缝区沿焊缝中心线横向残余应力分布
试件中心焊缝两侧母材区焊接残余应力中,无论是纵向应力还是横向应力,均为压应力,但残余应力最大值(绝对值)不在试件边缘,而是在焊缝和板边的中间区域。3组试件A0、A2、A4残余应力绝对值从低到高的顺序大致与焊缝区域纵向应力和最大主应力的分布规律接近,但差别不如前者明显。母材区最大主应力与纵向应力分布规律相近,也主要表现为残余压应力。
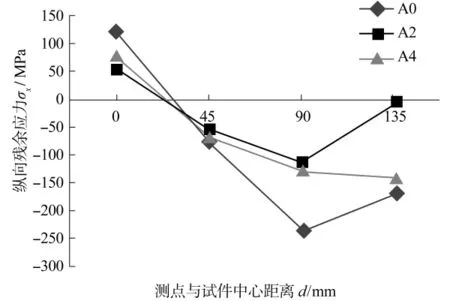
图7 试件中部母材区垂直于焊缝方向纵向残余应力分布

图8 试件中部母材区垂直于焊缝方向横向残余应力分布
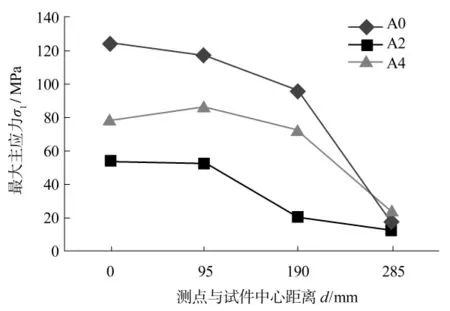
图9 焊缝区沿焊缝中心线最大主应力分布
返修焊次数对焊接接头力学性能和疲劳性能均产生了明显的影响作用[6-7],即随着返修次数的增加,热影响区冲击吸收功和接头疲劳性能呈下降趋势。而从本次试验结果来看,未返修接头的残余应力主应力稍大于返修的。可见对于焊后经去应力退火处理的对接接头结构而言,残余应力对焊接接头机械性能的影响有限,焊接接头组织及其他因素是影响接头机械性能的主要因素。
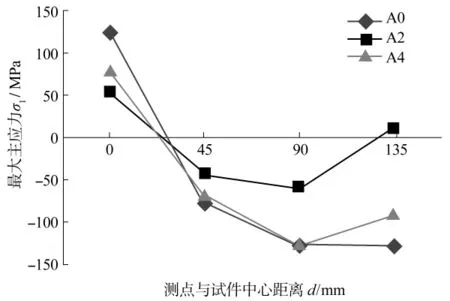
图10 试件中部母材区垂直于焊缝方向最大主应力分布
3 结论
(1)焊缝区域纵向应力和最大主应力主要为拉应力,由中心向边缘呈减小趋势。焊缝区横向应力以压应力为主,最大值(绝对值)出现在试件边缘处。母材区残余应力为压应力,最大值(绝对值)出现在焊缝和板边的中间区域。
(2)经去应力退火的对接接头试件,返修与未返修接头之间残余应力值差异不大,无明显规律性。
(3)结合课题既有研究成果得出结论,对于焊后经去应力退火处理的对接接头结构而言,残余应力对焊接接头机械性能的影响有限。
参考文献:
[1]EN10025-5:2004改良的耐候结构钢交货技术条件[S].
[2]刘亚良,杨鑫华.补焊位置对S355J2W对接接头残余应力分布影响[J].辽宁工程技术大学学报(自然科学版),2016,35(11):1290
[3]沙恒辉,刘满华,常经宇,等.转向架构架标准焊接接头残余应力数值模拟[J].电焊机,2015,45(05):180-183.
[4]邬强,李国义.焊缝返修引起残余应力变化的研究[J].内蒙古石油化工,2005(05):1-2.
[5]赵学荣,朱援祥,孙秦明.对接焊缝残余应力的有限元分析[J].焊接技术,2003(05):14-15+2.
[6]宫平,常力.多次返修焊对S355J2W+N钢焊接接头性能的影响[J].焊接技术,2011(02):29-31+60.
[7]常力,宫平,于传颖,张雪红.多次返修焊对S355J2W+N钢焊接接头中值疲劳寿命的影响[J].机车车辆工艺,2014(03):32-33+45.
猜你喜欢
建井技术(2022年4期)2022-10-13
哈尔滨铁道科技(2020年4期)2020-07-22
制造技术与机床(2019年12期)2020-01-06
复杂油气藏(2018年4期)2019-01-16
西南交通大学学报(2018年5期)2018-11-08
浙江工业大学学报(2017年5期)2018-01-22
核技术(2016年4期)2016-08-22
铁道运营技术(2015年3期)2015-12-23
中国铁道科学(2015年4期)2015-06-21
电机与控制应用(2015年3期)2015-03-01
