
犊牛饲喂常乳加工与供给系统设计与试验
2018-04-09 05:47戚江涛蒙贺伟李亚萍闫海峰
江苏农业科学 2018年5期
戚江涛, 蒙贺伟, 坎 杂, 李亚萍, 闫海峰
(石河子大学机械电气工程学院,新疆石河子 832000)
犊牛常乳期饲养阶段的饲喂物料主要为经过巴氏杀菌的牛奶,对于饲喂常乳的加工主要采用2种方式:一种将牛奶加热至60~65 ℃,保温30 min后冷却而成;另外一种通过对牛奶加热至75~90 ℃,保温15~16 s后冷却而成。目前,针对犊牛饲喂常乳的加工主要采用人工,首先将牛奶加热至78~85 ℃后进行巴氏杀菌,人工对牛奶搅拌冷却,当牛奶温度冷却到约38 ℃时装入奶瓶、小桶或水盆等容器中对犊牛进行饲喂。人工饲喂虽然能够完成犊牛饲喂常乳的工作,但其存在着劳动强度大、饲喂效率低、受人工影响严重等突出问题[1-3]。而针对犊牛饲喂常乳加工装备以及加工方法等方面开展研究的有德国(优本)Urban公司、瑞典利拉伐公司、Janzekovic等[4-9]。
在实施犊牛精细饲喂过程中,饲喂常乳的投料精度、投料效率以及投料稳定性是影响犊牛饲喂效果的重要因素。因此,本研究在前期精细养殖技术装备研究基础上[10-14],设计完成了基于等径双泵头的犊牛精细饲喂常乳加工供给系统,为保证饲喂效率,加工流程采用对牛奶加热75~90 ℃,保温15~16 s后冷却至39 ℃后对犊牛实施饲喂,设计完成的饲喂常乳加工供给系统实现了饲喂常乳的自动化加工及常乳的精确供给,为犊牛养殖的健康发展奠定了基础。
1 系统组成及工作原理
1.1 系统组成
系统主要包括常乳加工系统和常乳精确供给系统2个部分,其中常乳加工系统主要由外桶(水加热桶)、搅拌桶、搅拌器、搅拌电机、减速器、温度传感器及水泵等组成;常乳精确供给系统主要由蠕动泵、清洗喷头及吸吮器等组成,结构示意图见图1。

1.2 工作原理
常乳加工过程中,装备控制系统控制加热装置对外桶的水进行加热,并通过热传递对牛奶进行加热,当加热至设定温度75~90 ℃后,停止加热,该温度保持15~16 s后对外桶注入冷水,通过外桶的冷水循环对加热后的牛奶进行冷却,当冷却至设定温度39 ℃后即完成饲喂常乳的加工。在加热和冷却过程中,通过搅拌电机带动搅拌器对牛奶进行不断搅拌,实现牛奶的均匀加热和降温。饲喂时,通过蠕动泵、吸吮器等对饲喂常乳进行精确供给。
2 常乳加工系统设计
常乳加工系统主要由搅拌系统、水加热及水冷却系统等组成,其主要对牛奶进行巴氏杀菌加工,以完成适于犊牛饲喂的混合均匀、温度合适、适口性好的饲喂常乳加工。
2.1 搅拌系统设计
搅拌系统主要由搅拌桶、搅拌叶扇、搅拌电机等组成。
犊牛饲喂最佳量一般按其体质量的10%进行常乳饲喂,按照装备1次饲喂40头犊牛、犊牛平均体质量35 kg计算,常乳搅拌桶体积应≥150 L。经设计,搅拌桶上部分为直径 50 cm、高40 cm的圆柱形桶,下部分为底部直径25 cm、高度23 cm的圆锥形,设计完成的搅拌桶容积157 L。
依据牛奶物料特性及加工过程要求,确定搅拌器类型为轴流型两叶斜桨式搅拌器,搅拌器为顶部中心安装(图2)。搅拌系统由三相异步电动机经过齿轮减速器驱动搅拌器进行工作,搅拌器与搅拌轴通过螺栓连接。

2.2 加热系统设计
加热系统主要完成牛奶的加热以及饲喂过程中牛奶的保温等功能,其主要包括外桶、加热棒、温度传感器等,其中加热棒安装在外桶中对水进行加热,温度传感器安装在搅拌桶中以完成牛奶实时温度的测量。工作时,须首先设定搅拌桶中牛奶的加热温度值,当牛奶温度达到设定值(一般为75 ℃)时,停止加热并保温15~16 s,系统中传感器选用上海松导加热传感器有限公司的WZP-187型不锈钢防水温度传感器。
2.3 冷却系统设计
冷却系统主要采用水冷却循环方法完成搅拌桶中牛奶的降温。系统通过水泵将冷水泵入外桶,利用冷水与牛奶间的热传递对牛奶进行降温。系统外桶充满冷水后,冷水可由出水口经过导管进入储水槽。系统通过水与牛奶间的热传导进行无接触加热冷却,极大地简化了装备清洗系统结构,并且使用后水可循环利用。
3 常乳精确供给系统设计
常乳精确供给系统主要由蠕动泵、吸吮器及导管等组成,其主要功能为将常乳加工系统加工后的饲喂常乳供给犊牛,并对其进行精确饲喂。饲喂时,当射频识别系统识别犊牛后,蠕动泵依据控制系统要求完成饲喂常乳的精确供给,泵出的精量常乳经导管、防滴漏吸吮器等进入至犊牛口中进行食用。
3.1 蠕动泵设计
蠕动泵工作时由步进电机驱动泵头进行常乳供给,泵头主要由外壳、上压块、扳卡及转子等组成,精确给料机构泵头设计为3个直径均为20 mm的圆形转子,转子两圆心之间距离为50 mm。精确给料机构相关参数按下式计算。
V=V转×G;
;
(1)
V转=V步÷3;
(2)
G=π×r×2×h×ρ。
(3)
式中:V为给料速度,按犊牛最小给料量及其给料时间、双给料器工作方式计算,该给料速度≥60 g/s;V转为转子速度;V步为步进电机速度,设置为500 r/min;G为每段间常乳质量,g;r为软管半径,cm;h为两转子间距离,cm;ρ为牛奶密度,取为1.1~1.2 g/cm2。
由式(1)~(3)可得,两转子间距离为50 mm,软管内径为9.6 mm,由此软管选型为36#软管,壁厚为2.4 mm。泵头选用不锈钢材料的KZ25型泵头,外壳材料为PC材料。双泵头常乳给料机构相关技术参数见表1。
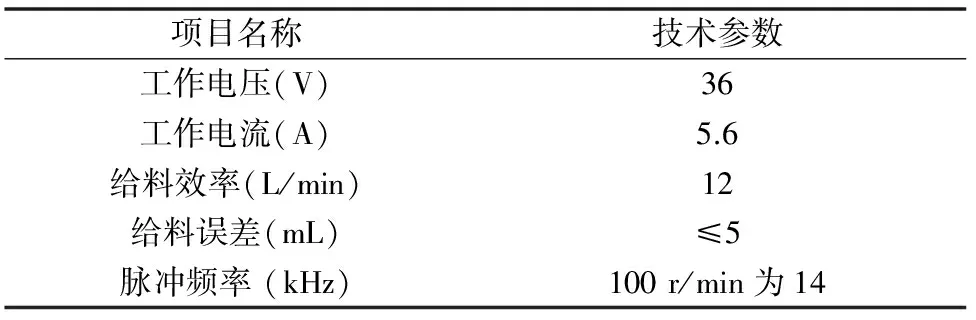
表1 双泵头常乳给料机构相关技术参数
3.2 清洗系统设计
清洗系统主要由清洗喷头、水泵、导管等组成,其主要完成装备搅拌桶及管道的清洗消毒。工作时,利用水泵将相关清洗溶液泵入清洗管道中,通过清洗喷头(图3)对搅拌桶内壁进行冲洗。在清洗过程中,清洗溶液按照“清水—碱性水溶液—清水—酸性水溶液—清水”的顺序进行清洗,结束后启动蠕动泵将水排出,同时完成对管道内壁的清洗。

4 性能试验
4.1 材料与方法
4.1.1试验材料牛奶。
4.1.2仪器与设备犊牛精确饲喂机、笔记本电脑、秒表、耳标、电子秤(上海东南衡器有限公司制造,最大值30 kg,分度值10 g)
4.1.3评价指标投料稳定性利用变异系数来进行描述,根据式(4)计算变异系数。
CV=S/V。
(4)
式中:CV为变异系数;S为样本的标准差;V为样本的均值。
投料精度指标利用相对误差进行描述,利用式(5)计算相对误差。
δ=(m-m0)/m0×100%。
(5)
式中:δ为相对误差,单位为%;m为实际投料质量,单位为 kg;m0为目标投料质量,单位为kg。
4.1.4试验安排首先测量出蠕动泵在转速为500 r/min时不同脉冲下的投料量,拟合出投料模型,然后使用投料模型测量出实际下料量,进而计算出在此模型下的投料精度,投料精度通过实际下料量与目标下料量计算得出,给料效率通过设定不同投料量与投料时间计算得出。
4.2 结果与讨论
试验测定不同脉冲下的投料量(表2)、投料平均量变化趋势(图4)。
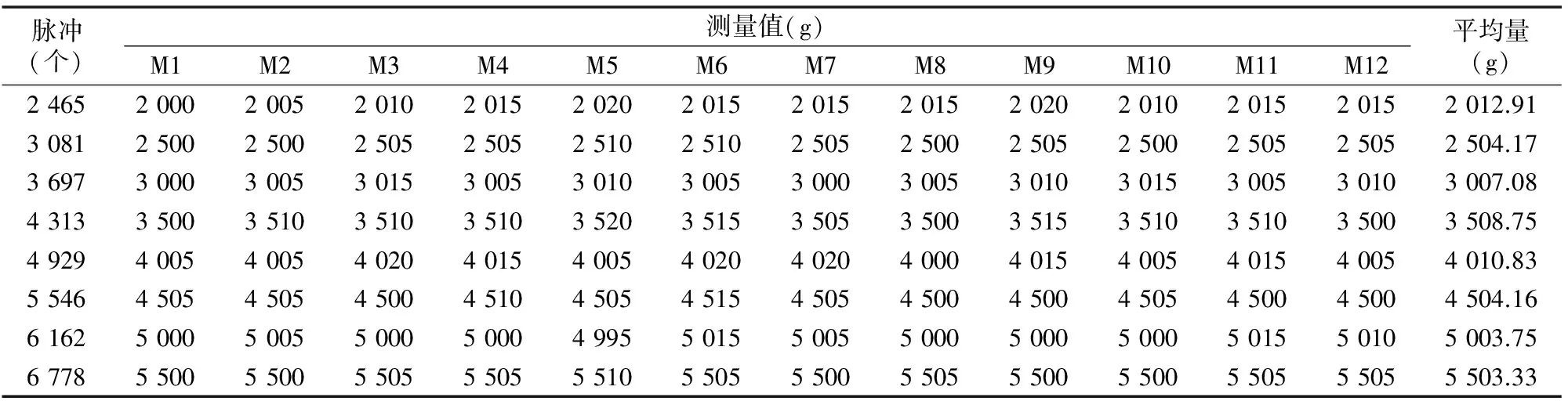
表2 不同脉冲下的投料量
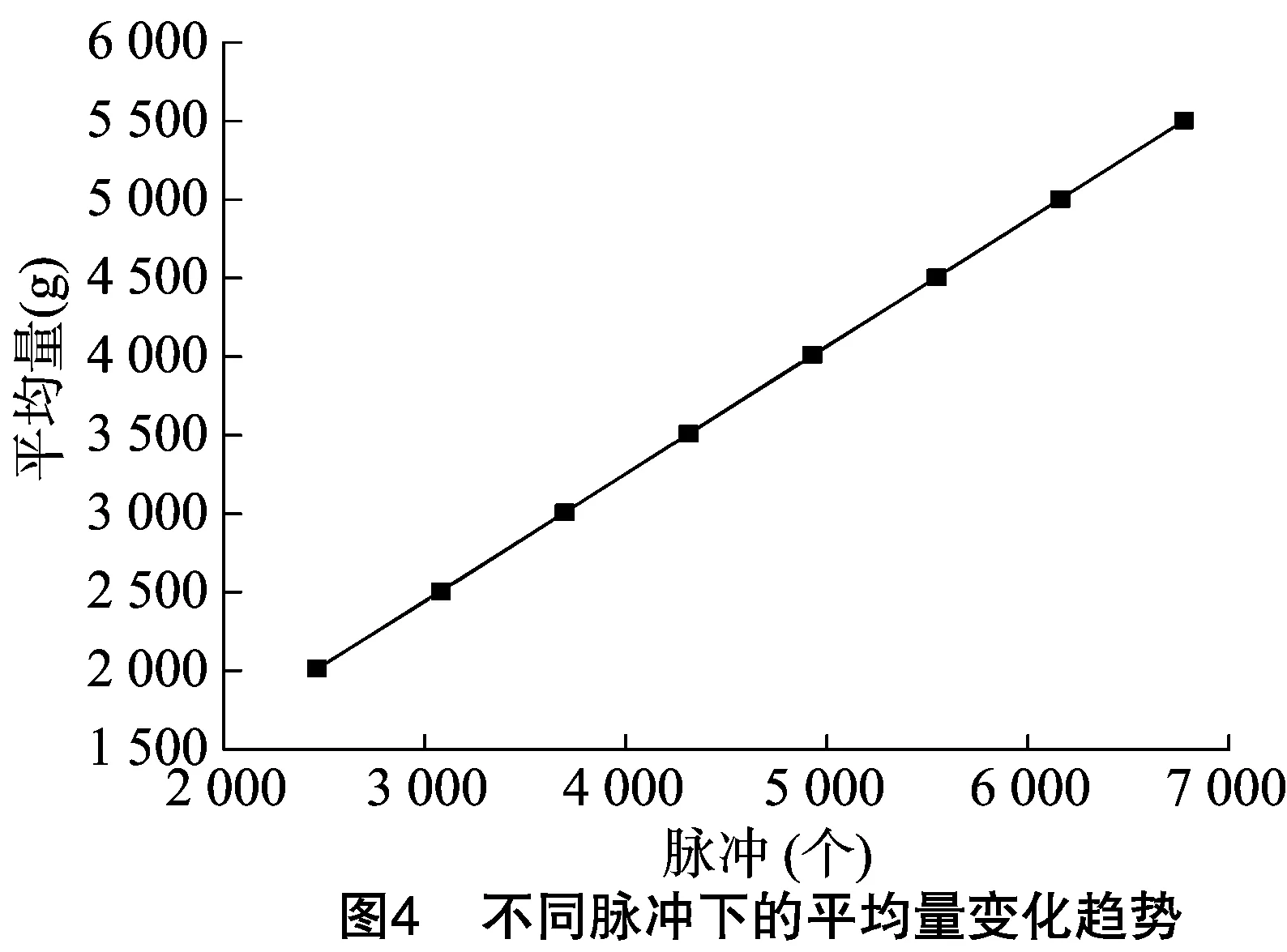
由图4可知,下料量与脉冲量变化呈线性关系,利用Origin数据分析软件对线性进行曲线拟合得出一元线性回归方程:
y=0.999 99x+13.615 88;
(6)
式中:x为脉冲数,单位为个;y为下料量,单位为g。
根据犊牛生理特性,设定目标投料量为3.0、3.5、4.0、4.5、5.0 kg,测得不同目标值下投料量,见表3。系统投料变异系数及平均相对误差见表4;误差趋势见图5;测得不同目标值下投料时间见表5。

表3 不同目标值下的投料量

表4 变异系数及平均相对误差
由表5可知,针对不同目标值进行投料时,投料相对误差均<1%,即投料精度≥99%,最大投料时间37.3 s,平均投料速度134.58 kg/s,精度与效率均满足犊牛精确饲喂要求。


表5 不同目标值下的投料时间
5 结论
本试验在对犊牛饲喂常乳加工流程进行分析的基础上,设计了基于等径双泵头式的犊牛精细饲喂常乳加工供给系统,实现了犊牛饲喂的自动化、精确化、智能化。试验结果显示,系统在500 r/min转速下,投料精度≥99%,最大投料时间37.3 s,平均投料速度134.58 kg/s,符合犊牛精细饲养常乳加工及给料要求。
参考文献:
[1]李桂芹. 集约化畜禽养殖动物福利的研究与探讨[D]. 泰安:山东农业大学,2009.
[2]刘宏超. 基于EM4095的牲畜信息读卡器的研究[D]. 哈尔滨:东北农业大学,2011.
[3]罗红蓉. 犊牛饲养管理技术要点[J]. 中国畜禽种业,2011,7(11):63-63.
[4]Janzekovic M,Mursec B,Janzekovic I. Automatic and conventional system for feeding calves[J]. Manufacturing and Processing,2011(2):566-572.
[5]Bernal-Rigoli J C,Allen J D,Marchello J A,et al. Effects of housing and feeding systems on performance of neonatal Holstein bull calves[J]. Journal of Animal Science,2012,90(8):2818-2825.
[6]Pempek J A,Eastridge M L,Botheras N A,et al. Effects of alternative housing and feeding systems on the behavior and performance of dairy heifer calves[J]. Professional Animal Scientist,2013,29(3):278-288.
[7]Miller-Cushon E K,Bergeron R,Leslie K E,et al. Effect of milk feeding level on development of feeding behavior in dairy calves[J]. Journal of Dairy Science,2013,96(1):551-564.
[8]van den Berg K. Unmanned vehicle for supplying feed to an animal:US8397670 B2[P]. 2013-03-19.
[9]Kastenschmidt K M,Stuessel M J,Becker D A,et al. Apparatus for pasteurizing milk for feeding to calves:US8127667 B2[P]. 2012-03-06.
[10]Meng H W,Gao Z J,Kan Z. Design and experiment on self-propelled precise feeding equipment for dairy cow[J]. TELKOMNIKA Indonesian Journal of Electrical Engineering,2013,11(4):1889-1895.
[11]李继成,高振江,肖红伟,等. 基于单片机的奶牛精确饲喂装备设计与试验[J]. 农业机械学报,2011,42(1):101-105.
[12]倪志江,高振江,蒙贺伟,等. 智能化个体奶牛精确饲喂机设计与实验[J]. 农业机械学报,2009,40(12):205-209.
[13]Li Y,Li H,Meng H. The design and experiment of the track-type equipment for feeding dairy cows[J]. Sensors & Transducers Journal,2014,6(6):172-173.
[14]戚江涛,李成松,李亚萍,等. 犊牛智能化饲喂装置的设计[J]. 农机化研究,2014(10):127-130.
猜你喜欢
当代化工研究(2023年16期)2023-09-11
中国烟草学报(2021年4期)2021-09-26
节水灌溉(2021年2期)2021-02-25
水泵技术(2021年4期)2021-01-22
消费导刊(2019年31期)2019-03-13
山东煤炭科技(2018年1期)2018-12-05
学苑创造·B版(2017年12期)2018-01-17
地球学报(2016年2期)2016-03-21
中国水利(2015年17期)2015-01-26
化工自动化及仪表(2015年2期)2015-01-13
