
热成形钢板车身修理方法分析
2018-04-09 08:18南京交通职业技术学院
汽车维护与修理 2018年2期
南京交通职业技术学院 陈 勇
1 热成形钢板介绍
热成形钢板是把钢板加热至高温,冲压成型,然后迅速进行冷却,以此提高钢板的强度。高强度热成形钢板应用在车身板件上,可降低板件的相对厚度,从而减轻车辆的重量。目前广泛应用于B柱加强板、A柱加强板、车门防撞杆等需要超高强度的部件上。
高强度热成形钢板是把强度为340 MPa的钢板加热至900 ℃左右,并冲压成型,然后迅速进行冷却,以此把强度提高至约1 500 MPa的超高强度,其工艺过程如图1所示。
为了防止加热时板件表面氧化,使用铝(Al)-硅(Si)合金钢,并添加硼(B)元素来增强强度,所以在福特系中,此类钢又被称为硼钢。
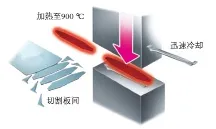
图1 热成形钢板的制造工艺
2 高强度热成形钢板修理方案分析
大部分情况下,高强度热成形钢板不会因外部碰撞而变形,但一旦变形,因为其强度高,修复难度很大。因此,当车辆上使用此钢板的部件发生变形时,必须更换总成。
不能采用切割更换工艺,因为切割区域所进行的连续焊缝的热量将引起板件内部组织结构改变,这将使板件强度大幅下降。
3 高强度热成形钢板拆卸与更换要点
3.1 拆卸要点
高强度热成形钢板,由于硬度高,在拆除焊点时,普通钻头很难将焊点钻除,应用硬质合金(钨粉与少量钴粉或镍粉混合压制的合金)的双重或三重钻头,也可用砂轮磨除焊点。
具体在钻除焊点时必须降低气动钻转速,这是通过降低板件研磨产生的摩擦热,以最大化钻头的研磨力。
3.2 连接方法
高强度热成形钢板的连接推荐使用铆接和粘结的方式,因为此种连接不产生热量,不会导致钢板强度的降低,但是维修成本高。目前很多维修企业都不具备完成此种连接工艺的设备和场地。如不能实施铆接和粘结的方式,也可用目前常用的电阻点焊和气体保护焊填孔焊接的方式进行连接。
铆接时铆钉应使用维修手册推荐的产品。粘结的粘结剂为结构型胶粘剂,主要由环氧基树脂构成,称为环氧胶粘剂,结构型胶粘剂的粘接性能会随粘接表面的温度、粗糙度及板件表面的油性变化而改变,铆接和粘结的主要步骤如下。
(1)板件预处理。使用研磨机清除板件油漆和生锈,使用空气枪或清洁剂清除所有残留的金属粉末和漆渣。如果在油面、漆层或腐蚀面上涂抹结构型胶粘剂,会明显降低粘合强度,进而会出现板件剥离现象。因此,涂抹结构型胶粘剂前,应检查板件的的清洁状态。
(2)涂抹粘结剂的要点。第1次涂抹粘结剂应均匀涂抹完全填充板件的凹槽和缝隙,尽可能薄,并用刮刀抹平。在已均匀涂抹的胶粘剂表面干燥之前,再次连续不断地涂抹胶粘剂。第2次涂抹胶粘剂为获得实际的粘合强度而进行的,因此,涂抹厚度要比第1次更厚。
(3)将板件固定到车身上,调整好位置,用硬质合金钻头,加工孔。
(4)将铆钉插入到加工孔内并使用铆钉枪安装。
(5)干燥。使用结构型胶粘剂粘连板件后,在60 min~90 min可调整移动板件(未连接铆钉的情况下)。干燥结构型胶粘剂时,加热到约65 ℃温度保持约40 min。
猜你喜欢
粘接(2022年10期)2022-10-25
粘接(2022年9期)2022-09-28
机床与液压(2022年8期)2022-09-19
江苏广播电视报·新教育(2022年1期)2022-05-15
内燃机与配件(2022年2期)2022-01-17
北京工业大学学报(2021年9期)2021-09-14
汽车工程(2021年3期)2021-04-14
科学与财富(2020年8期)2020-10-21
汽车与驾驶维修(维修版)(2020年6期)2020-07-06
计算机辅助工程(2019年4期)2019-12-20
