
平地机前桥转向座镗孔工装设计
2018-04-02 07:17:26黄湛
装备制造技术 2018年1期
黄 湛
(广西中源机械有限公司,广西 柳州545000)
平地机前桥是传递车架与前轮之间各向作用力及产生弯矩和转矩的装置,而转向座则是前桥的关键部件。转向座主要是由不同规格的板件拼焊,最后再与车轮轴焊接而成。由于焊接变形大,转向座与前桥本体的铰接孔、与转向拉杆的铰接孔等需要进行镗铣加工保证各尺寸的精度[1]。由于精益生产要求的不断提高,转向座生产工艺优化为焊接车轮轴后再镗孔。针对此次工艺优化,制定了多种的镗孔方案;结合转向座的结构特征及技术要求,从效率及经济性考虑,设计镗孔工装保证镗孔质量最为合适。随着优化工艺正式实施的接近,根据生产现场实际情况,利用现有的设备条件,设计出适用的镗孔工装迫在眉睫。
1 工艺分析
转向座整体外形为非规则结构件,有板件之间拼焊及轴与板件拼焊,是前桥产生弯矩和转矩的核心构件,其中镗削铰接孔是加工的关键工序,如图1中的铰接孔φA与车轮轴径向角度为α,同轴度要求为D,倾斜度要求为β,如图2所示;“翅膀”上的铰接锥孔φB,与车轮轴轴线的角度为θ;铰接锥孔φC锥度则与铰接锥孔φB方向相反,尺寸基准为φA的圆心,如图3所示。
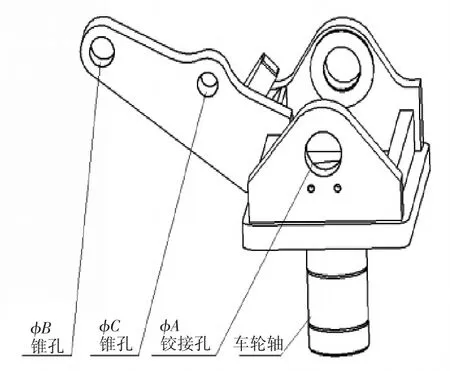
图1 转向座

图2 铰接孔φA镗孔要求

图3 锥孔φB、φC镗孔尺寸要求
由于转向座为非规则的结构件,φA是以车轮轴径向为基准,φB和φC则以φA圆心和车轮轴轴线为基准,用普通卧式镗床直接装夹加工,要多次装夹,基准难找,容易产生叠加误差,工作效率低且达不到图纸要求;用五面体加工中心可一次装夹加工所有孔位,较好地保证工件位置公差及尺寸一致性,但由于五面体结构复杂,造价昂贵,需要巨额的投入,经济性差。运用工装可保证一次装夹即可完成镗孔工序,能较好地结合生产现场实际情况,充分利用现有的设备条件,在效率性和经济性上可行性高。
2 工装结构设计
工装设计思路为如何在一次装夹中保证各个加工尺寸都准确找到基准。经过对图纸分析确定工装设计为立式,即转向座装夹后车轮轴轴线垂直于工作台。
镗孔工装由底座、支撑板、螺母块、螺杆、压块及校正组件组成。
2.1 底座
由工作台的旋转特性及工件的装夹状态,α夹角只能通过拼焊底座的上下表面得到,故底座设计为上表面倾斜度为α的箱型机构。由于直接拼焊未进行铣加工装夹时会带来误差,故在底座上表面焊接“7”字型螺母块,使用螺栓调节使角度α在技术要求范围内,从而消除角度误差,如图4所示。
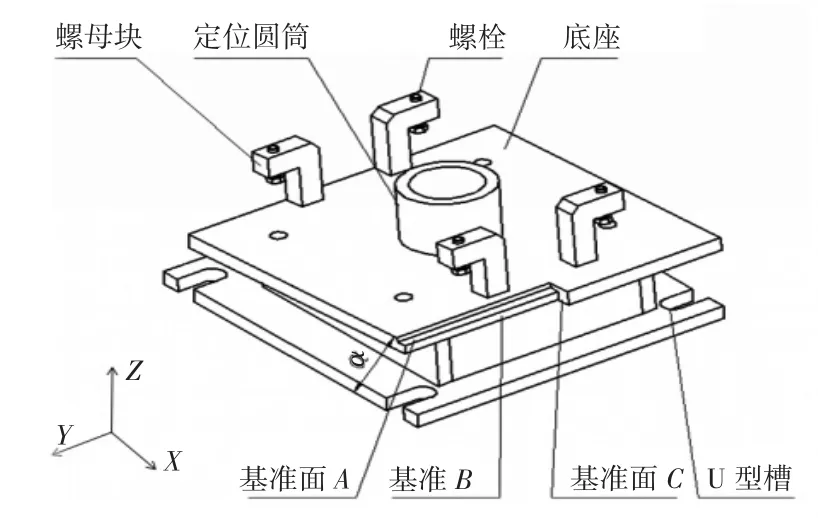
图4 工装底座示意图
底座与工作台的连接形式为保证工装与工作台的连接方便、快捷、牢固,在底座底面铣“U”型槽与镗床工作台的T型槽配合,用螺栓拧紧固定即可[2],如图4所示。
2.2 基准设计
2.2.1工件定位基准
由图2可知,φA铰接孔以车轮轴为基准,因此工装的定位基准设计为底座上能与车轮轴精密配合的定位圆筒;因定位圆筒与车轮轴靠精密配合来保证精度,因此接触部分对耐磨性有一定的要求,但圆筒整体热处理不利于机加工,因此接触部分设计为打入圆筒中的经过热处理的衬套,用衬套内孔与车轮轴配合。
2.2.2工装对刀基准
由于底座上表面为倾斜面,对刀不方便,故在上板相对下板铣一个水平面A和垂直面B,即Y向和Z向基准[3],如图4所示。
2.2.3校正基准
转向座的车轮轴与底座上的圆筒配合,Z向上还有360°旋转的自由度,为保证φA轴线与镗床主轴平行,则必须设计校正装置,校正转向座摆放位置后再夹紧固定,故在底座上板铣校正基准面C,基准面垂直于底座的底面穿过定位圆筒轴线,即X向基准面,如图4所示。
2.3 校正组件
校正组件由与φA工艺孔配合的光轴及校正板焊成。光轴穿入φA工艺孔,校正板自由下垂,转动转向座使校正板与基准面C贴平即可校正完成,如图5所示。

图5 转向座与镗孔工装
2.4 夹紧装置
镗孔工装的夹紧装置由螺杆、螺母、压块及支撑板组成。转向座校正后即可利用螺母与螺杆配合锁死压块从而压紧工件,如图5所示。
3 实际应用与效果
镗孔工装与工作台用螺栓连接固定,移动、旋转工作台使镗孔工装上基准面C与镗床主轴平行。转向座上车轮轴放入工装定位圆筒,调整螺栓得到角度α;用校正组件贴平基准面C,校正后用螺母锁死压块压紧转向座。以基准面A、B、C的交点为对刀零点,拉坐标镗铰接孔φA至符合图纸要求;由于一次装夹基准点固定不变,将锥孔φB角度要求θ转化为相对铰接孔φA圆心坐标尺寸,铰接孔φA镗孔完成即可换刀拉坐标镗锥孔φB.锥孔φB镗孔完成后退刀回到铰接孔φA圆心,工作台后移旋转180°按图纸拉坐标镗锥孔φC.
镗出来的转向座经三坐标检测,各尺寸均符合图纸要求,镗孔工装达到预期的设计目的。
4 结束语
结构件大多为不规则构件,其焊接变形是不可避免的,有铰接配合的部位就免不了镗孔工序,这就需要开动思维,创新性地设计出符合现场需求的工装。
本次设计的工装生产方便,操作简单,可一次装夹就完成镗孔工序,且基准统一,保证了加工质量,其设计方法为今后的工装设计提供参考。
参考文献:
[1]孙 跃,李建华.大型结构件镗孔工装设计[J].金属加工(冷加工),2014(19):46-47.
[2]王光斗.机床夹具设计手册[M].上海:上海科学技术出版社,2000.
[3]关慧贞.机械制造装备设计[M].北京:机械工业出版社,2014.
猜你喜欢
金属加工(冷加工)(2021年3期)2021-03-27 11:51:58
设备管理与维修(2021年18期)2021-01-29 02:09:20
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
制造技术与机床(2017年8期)2017-11-27 02:10:01
中国科技纵横(2017年7期)2017-05-16 14:55:22
现代制造技术与装备(2016年11期)2016-04-07 02:13:47
邢台学院学报(2016年4期)2016-02-28 19:54:41
新疆地质(2015年1期)2015-11-18 12:51:30
河南科技(2015年4期)2015-08-28 01:40:00
