
TC4钛合金去应力退火后的氧化分析及处理措施
2018-04-02 08:51方堃
航天制造技术 2018年1期
方 堃
TC4钛合金去应力退火后的氧化分析及处理措施
方 堃
(航天科工哈尔滨风华有限公司,哈尔滨 150000)
某型号钛合金涡轮泵在焊后去应力退火中,由于炉内真空度未达到工作压强标准,导致在真空退火后零件表面产生氧化现象。对涡轮泵的氧化程度进行了分析,并提出了解决措施。经线扫描分析表明,TC4钛合金材料在真空度较差的去应力退火中,氧化现象发生在材料表层10μm深度左右,氧化层可通过酸洗工艺去除,且酸洗对零件外形尺寸无影响。即使在满足工作标准的真空下进行去应力退火,也会有少量非金属元素扩散到材料内部,但对其力学性能无严重影响。
TC4钛合金;真空去应力退火;氧化;线扫描分析;酸洗

1 引言
发动机用涡轮泵通过泵内转子的高速转动,带动泵叶轮将燃油增压后输出,以实现高压燃油的供给。涡轮泵中重要的结构部件由泵壳体、喷嘴环、导流器和扩散器等零件焊接而成,焊接质量及焊接后的去应力退火是涡轮泵正常工作的重要保证条件。
TC4钛合金是目前航空航天领域应用最为广泛的钛合金,由于它的耐热性、强度、塑性、韧性、成形性、可焊性、耐蚀性和生物相容性均较好,而成为钛合金工业中的王牌合金,该合金使用量已占全部钛合金的50%以上。钛合金是具有强烈钝化倾向的金属,在较高温度下,可与许多元素和化合物发生反应,其中过渡元素、氢、铍、硼族、碳族和氮族元素与钛生成金属间化合物和有限固溶体[1]。当非金属原子大量溶入钛合金中,便会生成多种钛的氧化物从而影响金属的力学性能和使用性能[2~4]。在工程中,钛合金的热处理偶尔会发生表面氧化的情况,部分原因在于进行真空去应力退火过程中炉内污染严重,或由于炉内实际真空度与仪表显示真空度不符,真空工作压强未达到标准要求,导致真空退火后零件表面产生氧化现象。本实验将还原此现象,分析氧化对零件的成分及力学性能影响,并提出处理措施。
2 试验与试样制备
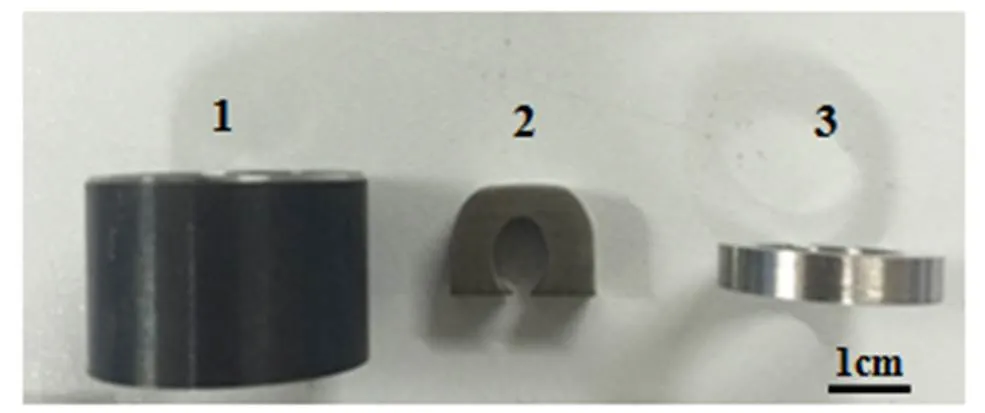
图1 三种状态的TC4试样
为最大程度地接近零件的实际情况,本试验制备了三种状态、不同形状的TC4试样,如图1所示。其中1号样品为真空退火后被氧化的样品,真空退火工艺为炉内温度640℃,保温时间3h(以下真空退火工艺均按此温度和时间进行),真空压强不满足标准要求(大于6.7×10-2Pa)[5]。该样品为壁厚2.5mm的圆管,用来模拟薄壁零件的状态;2号样品为真空退火后未被氧化的样品,真空工作压强4×10-3Pa,满足标准要求。该样品的厚度为7mm,用来模拟壁厚相对较大的零件状态;3号样品为未做任何处理的基材样品,取材形状与1号样品一致。
3 试样分析
3.1 检测部位
在真空去应力退火中,杂质原子是以扩散方式从外侧进入到零件内部,形成化合物产生氧化现象。为此,我们在进行成分分析时对样品的检测位置进行了区分,如图2所示。其中,1号样品与2号样品分为外侧和中部两个位置进行观测,3号样品未经任何处理,因此仅分析材料外侧。

图2 三种样品线扫描分析时不同的检测位置
3.2 线扫描分析
根据GB/T 3620.1—2007钛及钛合金牌号和化学成分[6],TC4材料的化学成分如表1所示。

表1 TC4的化学成分 %
零件在真空退火中被氧化,会受到H、C、N、O等元素的污染。由于H、C、N、O四种非金属元素在氧化过程中与Ti结合及扩散方式大致相同,因此在线扫描分析中将O作为参考元素,以研究零件的氧化情况;另外,Al与V在线扫描中变化趋势与O接近,为避免图片杂乱,仅选择Ti作为参考元素对基体元素进行检测。在TC4材料中,Ti含量约在80%~90%之间,O含量不大于0.20%(表1)。
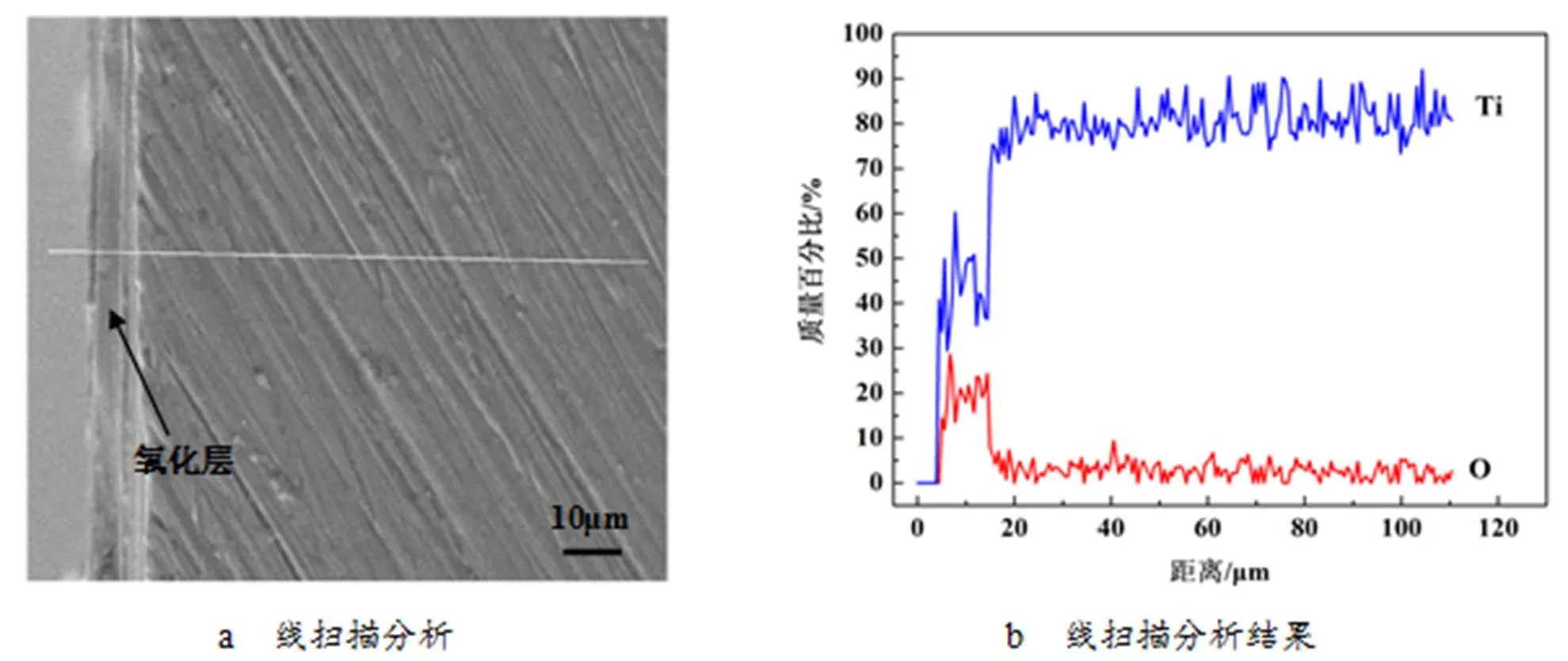
图3 1号样品外侧线扫描分析
图3为1号样品的外侧进行线扫描分析,从图中能明显观察到氧化层的存在(图3a)。结果显示在样品表面10μm处左右,O元素的质量分数大致在20%左右,超过了O在Ti中溶解度(最大溶解度为14.5%)[2],表明在样品表层形成了钛氧化合物,氧化层厚约10μm,并随着扫描向材料内部进行,O元素含量出现陡降的趋势。材料内部O元素的质量分数约为5%左右,变化趋势较为稳定。
图4为1号样品的中部进行线扫描分析。结果显示,Ti与O元素在样品内部的变化趋势稳定,其中 O元素的质量分数依然保持在5%左右,与外侧线扫描检测结果一致,表明从表面至样品内部,O含量非常均匀且含量较低,无氧化物存在。

图4 1号样品中部线扫描分析
图5为2号样品的外侧进行线扫描分析,图中没有观察到氧化层的存在(图5a)。结果显示,Ti与O元素含量在样品表层的变化趋势稳定,无明显的陡升陡降,表明该真空退火过程真空度良好,无氧化现象存在。其中 O元素的质量分数在5%左右。

图5 2号样品外侧线扫描分析
继续对2号样品的中部进行线扫描分析,具体位置如图6所示。结果显示Ti与O元素在样品内部的变化趋势稳定,其中 O元素的质量分数依然保持在5%左右,与外侧线扫描检测结果一致,表明从表面至样品内部,O含量非常均匀且含量较低,无氧化物存在。
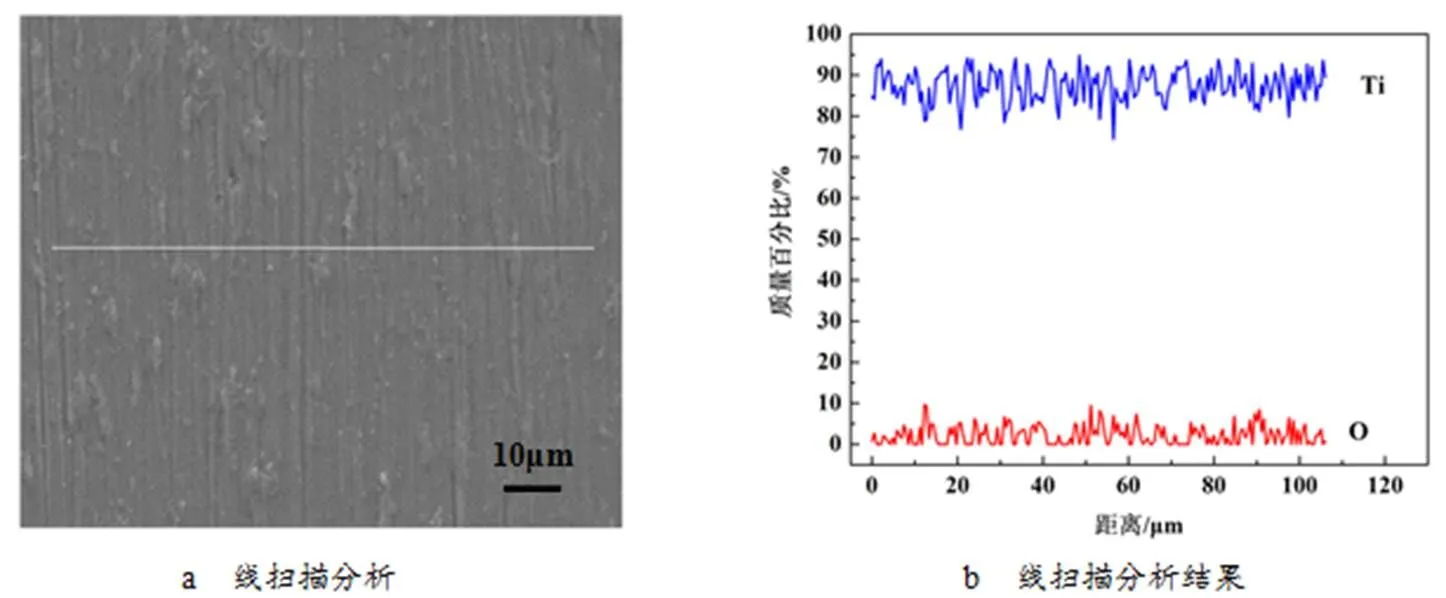
图6 2号样品中部线扫描分析
图7为对3号样品的外侧进行线扫描分析,该样品未做任何热处理,但在与空气的接触中会形成氧化物,图中可以观察到氧化层的存在(图7a)。线扫描结果显示在样品表面10μm处左右,O元素的质量分数大致在20%左右,表明在样品表层形成了的钛氧化合物,氧化层厚约为10μm,与1号样品有相同的现象;但随着线扫描向样品内部进行,O元素质量分数明显降低,并在绝大多数位置接近0%(数值接近标准规定0.2%[7]),材料内部O含量明显低于其他两种经真空退火后的样品。

图7 3号样品外侧线扫描分析
4 氧化后处理措施与性能检测
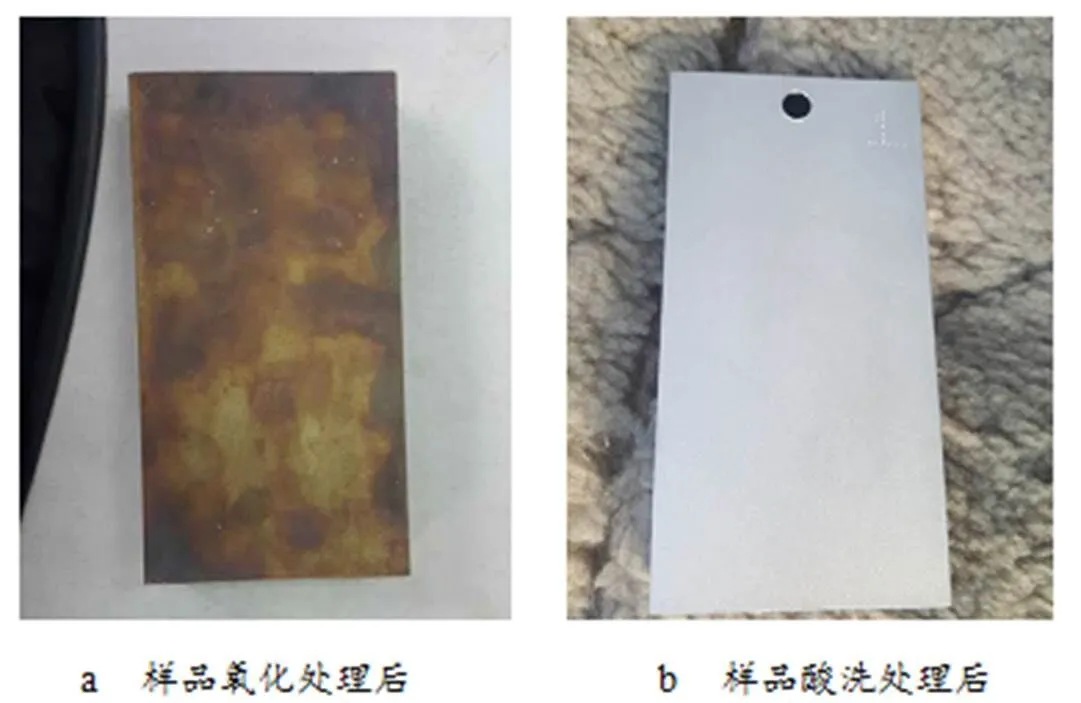
图8 样品的氧化处理及酸洗处理后的照片
在原材料中取样坯若干块[8],样坯尺寸20mm×150mm×70mm。用故障真空炉对样坯进行真空退火处理,复现材料氧化后的情况,表面呈暗红色(图8a)。对氧化后的样坯除油,而后进行酸洗处理,酸洗工艺为HF浓度为15~20g/L,HNO3浓度为340~360g/L,WJ缓蚀剂微量,温度15~35℃,时间1~2min。需要说明的是,配方中的硝酸与氢氟酸比例不能失调(7vol.%HF,35vol.%HNO3)。否则,容易出现酸洗效果不佳,或过腐蚀;WJ缓蚀剂的主要作用是防止零件在酸洗时产生腐蚀,延长氢的渗入时间[9]。处理后的情况如图8b所示,表面光亮无杂质,且酸洗后对零件外形尺寸无影响。
酸洗后,按GJB 3763A—2004的要求对样坯进行真空除氢退火[5],除氢退火工艺为炉内温度780℃,保温时间8h,真空工作压强4×10-3Pa。根据非金属元素杂质从外向内的扩散方式,切取了板条状拉伸试样进行室温拉伸试验[10],取样位置分别选取了样坯的外侧和中部[8],并且在厚度方向上选取了表层和中部两种试样(图9a)。经过拉伸试验后,试样的断裂位置在标距范围之间,拉伸结果有效,如图9b。

图9 拉伸试样的选取以及拉伸后的照片
拉伸结果参考标准GB/T 2965—2007[7]。每个位置做3组拉伸试验取平均值,具体拉伸结果如表2所示。

表2 拉伸试验结果
拉伸结果表明,样品经真空退火氧化、酸洗及真空除氢退火后,材料力学性能均符合标准各项要求。从不同位置的拉伸试验结果中看出,由于空气中杂质元素的渗入,材料会发生轻微的固溶强化,导致零件抗拉强度升高,并且断后伸长率和断面收缩率会有所降低。1号外侧表面试样非金属杂质渗入量最大,因此抗拉强度最大,断后伸长率和断面收缩率最低。相反,3号内测中部非金属杂质渗入量最小,从而使抗拉强度最小,断后伸长率和断面收缩率最高。
5 结束语
a. TC4材料在真空度较差的环境中进行去应力退火,氧化现象发生在材料表层10μm左右,可通过一定的酸洗工艺去除。
b. TC4材料在进行真空去应力退火中,即使在真空压强满足标准时,也会有少量非金属元素扩散到材料内部,但对材料使用性能无明显影响。
c. TC4材料在真空去应力退火中受到氧化,经酸洗后对材料的力学性能无严重影响。
1 刘静安. 钛合金的特性与用途[J]. 有色金属加工,2002,31(4):2~9
2 张云琨. 氢、氮化和热氧化对钛合金性能影响的研究[D]. 北京:中国科学院,2004
3 赵树萍,吕双坤 . 钛合金在航空航天领域中的应用[J]. 钛工业进展,2002(6):18~21
4 林天辉. 钛合金中的氢对其力学性能的影响[D]. 北京:北京科技大学,1990
5 GJB 3763A—2004 钛及钛合金热处理[S].
6 GB/T 3620.1—2007 钛及钛合金牌号和化学成分[S].
7 GB/T 2965—2007 钛及钛合金棒材[S].
8 Q/SB 382—2009 金属材料力学性能试样[S].
9 王建超,付明. TC4钛合金焊接前的酸洗工艺[J]. 材料保护,2013,46(9):61
10 GB/T 228—2002 金属材料室温拉伸试验方法[S].
Analysis and Treatment Measures on Oxidation of Relief Annealing of TC4 Titanium Alloy
Fang Kun
(Aerospace Science and Industry Harbin Fenghua Co., Ltd., Harbin 150000)
Since the vacuum degree in the furnace did not reach the level of working requirement, a certain type of titanium alloy turbo pump was oxidized in process of relief annealing after welding. The degree of oxidation of the turbo pump is analyzed, and the solutions for elimination of oxidation are proposed. Line-scanning analysis shows that the oxidation phenomenon of the TC4 titanium alloy, in relief annealing of worse vacuum, only occurs on the surface of the material around 10μm depth, and the oxidation layer can be removed by acid pickling. The acid pickling has no effect on overall dimension. Even if the vacuum degree reaches the working requirement, a small amount of non-metallic elements will diffuse into the inner part of material. The solution has no serious effect on mechanical properties of material.
TC4 titanium alloy;vacuum relief annealing;oxidation;line-scanning analysis;acid pickling
方堃(1989),硕士,材料学专业;研究方向:数控加工、增材制造。
2017-10-16
猜你喜欢
舰船科学技术(2021年12期)2021-03-29
有色金属材料与工程(2020年5期)2020-11-27
航空发动机(2020年3期)2020-07-24
汽车电器(2019年4期)2019-05-07
有色金属材料与工程(2016年6期)2017-05-31
科学与财富(2016年29期)2016-12-27
科技视界(2016年2期)2016-03-30
当代化工(2015年10期)2015-07-10
佛山陶瓷(2015年3期)2015-06-30
表面工程与再制造(2014年2期)2014-02-27
