
基于回归分析的7050-T7451铝合金搅拌摩擦焊工艺研究
2018-04-02 08:51张鑫韩冬吴军殷凯
航天制造技术 2018年1期
张 鑫 韩 冬 吴 军 殷 凯
基于回归分析的7050-T7451铝合金搅拌摩擦焊工艺研究
张 鑫 韩 冬 吴 军 殷 凯
(西安航天动力机械厂,西安 710025)
基于回归分析对20mm厚7050-T7451铝合金搅拌摩擦焊工艺进行研究。建立并分析了接头抗拉强度与焊接工艺参数之间的回归模型,重点考察搅拌头旋转速度、焊接速度和轴肩下压量对接头抗拉强度的影响规律。结果表明,在试验设定的工艺参数范围内,随着搅拌头旋转速度的增加,接头抗拉强度降低;随着焊接速度的增加,接头抗拉强度先升高后降低,存在峰值;随着轴肩下压量的增加,接头抗拉强度升高。通过优化焊接工艺参数可以使接头抗拉强度达到430MPa。
搅拌摩擦焊;焊接工艺;抗拉强度
1 引言
7050铝合金属Al-Zn-Mg-Cu系热处理可强化的超高强度变形铝合金,主要用于要求高强度、高应力腐蚀和剥落腐蚀抗力及良好断裂韧性的结构件中。采用传统的熔焊方法焊接该合金时,容易产生气孔、焊缝热裂倾向大、且伴有合金元素烧损以及焊缝区软化等问题。搅拌摩擦焊(FSW)是一种新型固相连接技术,焊接过程中,在搅拌工具的作用下,材料发生热塑化并迁移,最终在热-力的复合作用下进行扩散和再结晶,形成致密的焊缝。由于焊接过程中,母材不熔化,采用FSW可以避免熔焊方法产生的多种缺陷,特别适合铝合金的焊接[1,2]。
焊接工艺参数与接头力学性能关系的研究是FSW的基本课题,现有的研究成果多是揭示二者之间的定性关系。例如,付春坤[3]等人对8mm厚7050-T7451铝合金搅拌摩擦焊的研究结果表明,随着搅拌头旋转速度的升高,接头抗拉强度降低,但延伸率呈上升趋势;桂林[4]等人认为7075铝合金搅拌摩擦焊接头的抗拉强度随旋转速度与焊接速度比值增加而降低。表1列出了部分研究学者对7xxx铝合金进行搅拌摩擦焊后接头的抗拉强度。

表1 7xxx铝合金搅拌摩擦焊接头抗拉性能研究结果
2 试验材料与方法
试验所用7050-T7451铝合金的化学成分和力学性能分别见表2和表3。试板尺寸为300mm×150mm×20mm。

表2 7050-T7451铝合金化学成分 wt%

表3 7050-T7451铝合金力学性能
试验选用带三平面的圆锥形搅拌头,如图1所示。搅拌头的材质选用W360工具钢,轴肩直径为30mm,搅拌针根部直径15mm,针长19.7mm;焊前用机械方法去除试板表面氧化膜,并用无水乙醇擦拭以去除表面油污及杂质,采用平板对接的方法,将试板用刚性夹具紧固在焊接工作台上,搅拌头对准试板对接中心线,调整焊接参数,搅拌头顺时针方向旋转,以一定的速度扎入工件结合面,然后以一定的速度沿接合线方向行走。

图1 试验用搅拌头
采用回归正交试验设计安排试验,以接头的抗拉强度作为评定焊接质量的标准,主要考察搅拌头旋转速度()、焊接速度()和轴肩下压量()三个因素对接头性能的影响。各个参数的取值范围见表4。
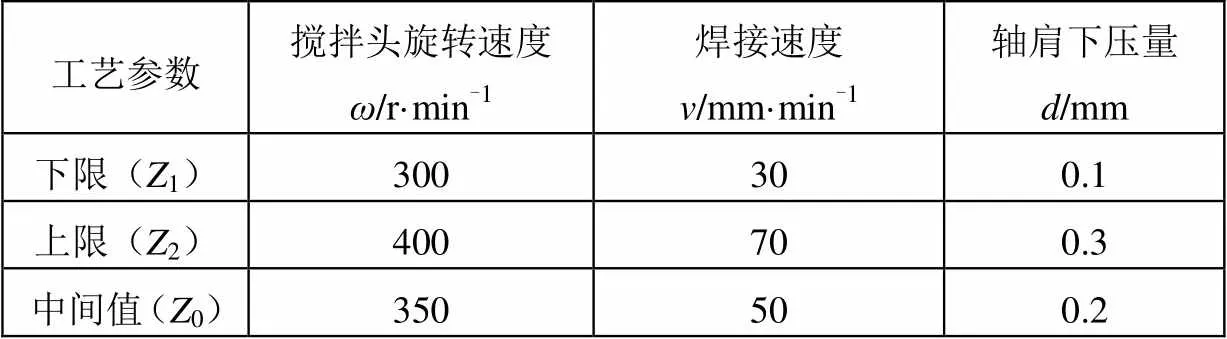
表4 工艺参数取值范围
选用三元多项式回归模型,并进行中心组合设计试验。为了便于数据处理,将各因素的取值变换为编码值,其变换公式和结果见表5,其中γ的取值为1.353[7]。选用经过适当变换的L8(27)正交表安排试验,并在各个因素的零水平处进行3次重复试验,用于回归方程和回归系数的检验,具体试验安排见表6。
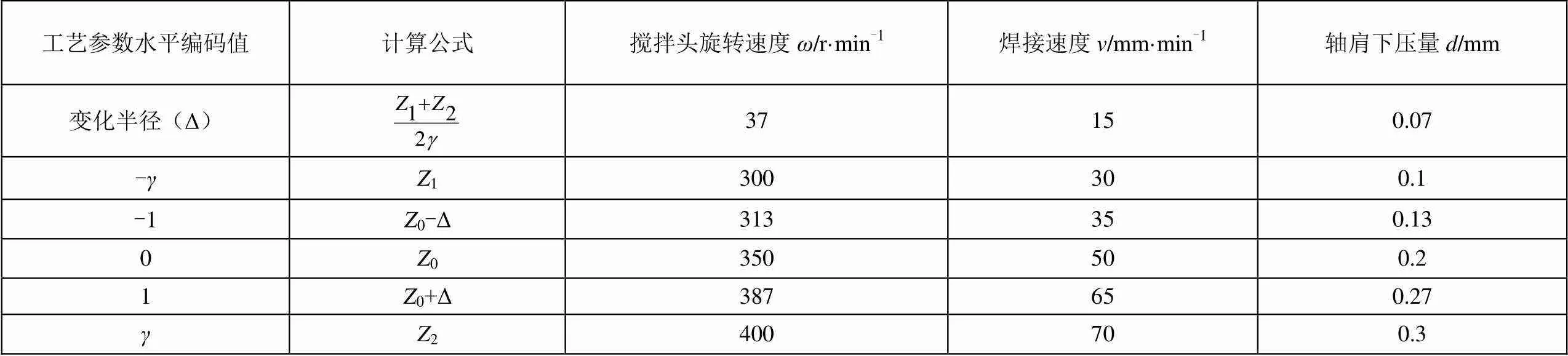
表5 工艺参数水平及其编码值
焊接完成后,按照GB/T2651—1989 《焊接接头拉伸试验方法》在CMT5305型电子万能试验机上进行拉伸试验,拉伸速率为2mm/min。每块试板沿焊缝横向截取3个拉伸试样,接头的抗拉强度取3个试样的平均值。
3 试验结果及分析
回归正交试验中,各个工艺参数下接头拉伸试验结果列于表6。一般地,三元二次多项式回归模型的通用表达式为:
转换后行为认知成本,指的是用户在全新电商平台下,付出成本和学习新课程的成本。当前电商平台在对界面设计、网页浏览操作等环节上存在较大差别,因此用户所感知的服务质量上会出现较为明显的差异,不利于后续工作的开展,甚至对用户忠诚度的维持也将产生负面影响。

其中,0,1,2,3…为回归系数,为随机误差,服从均值为0,方差为2的正态分布。另外,规定1表示搅拌头旋转速度,2表示焊接速度,3表示轴肩下压量。
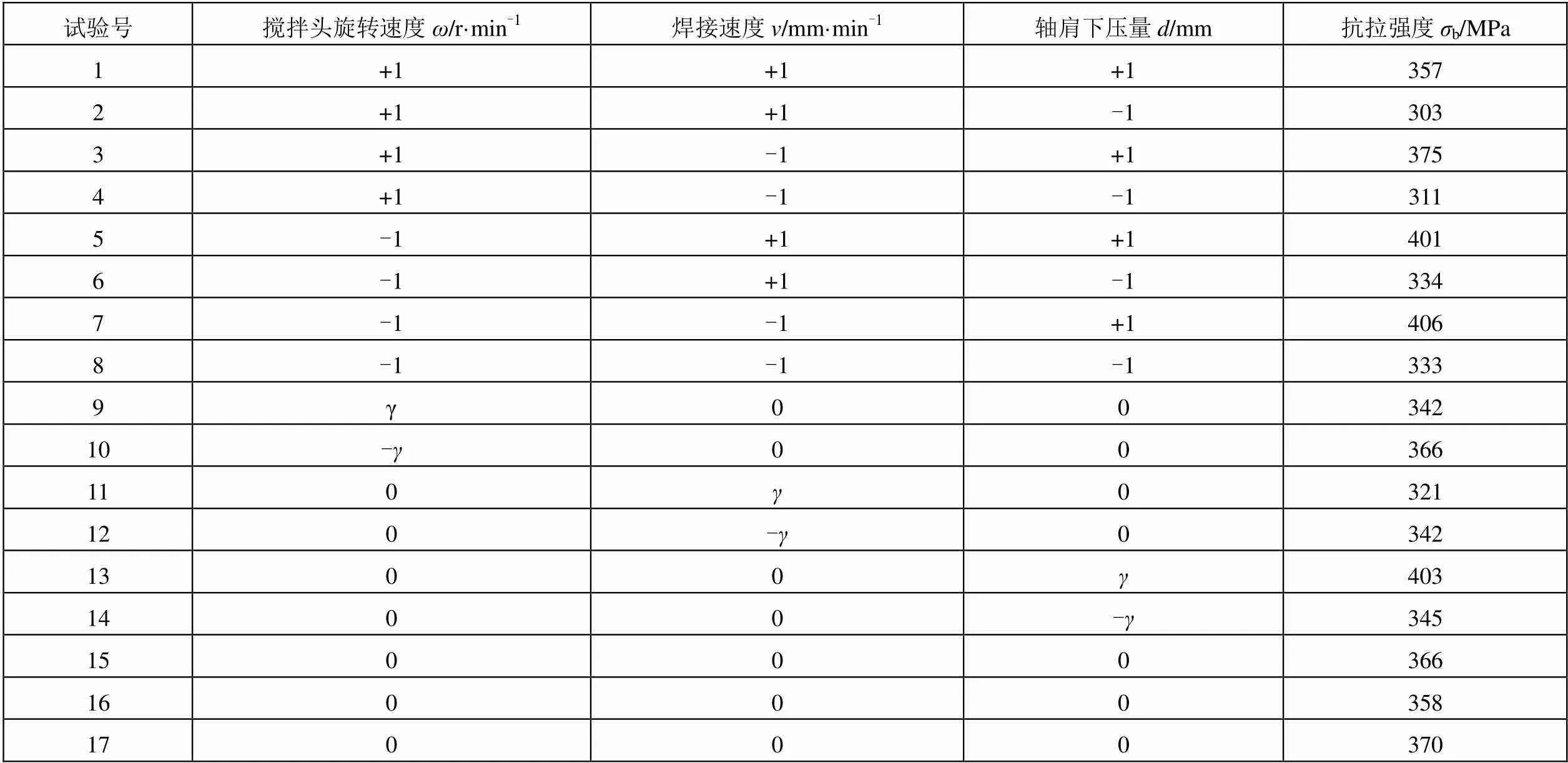
表6 回归正交试验结果
采用最小二乘法对回归系数进行估计,得到的各个回归系数的估计值见表7。

表7 回归系数估计值
用检验考察回归方程和各个回归系数在显著性水平为=0.05的有效性,并进行失拟检验。回归系数的检验结果如图2所示。
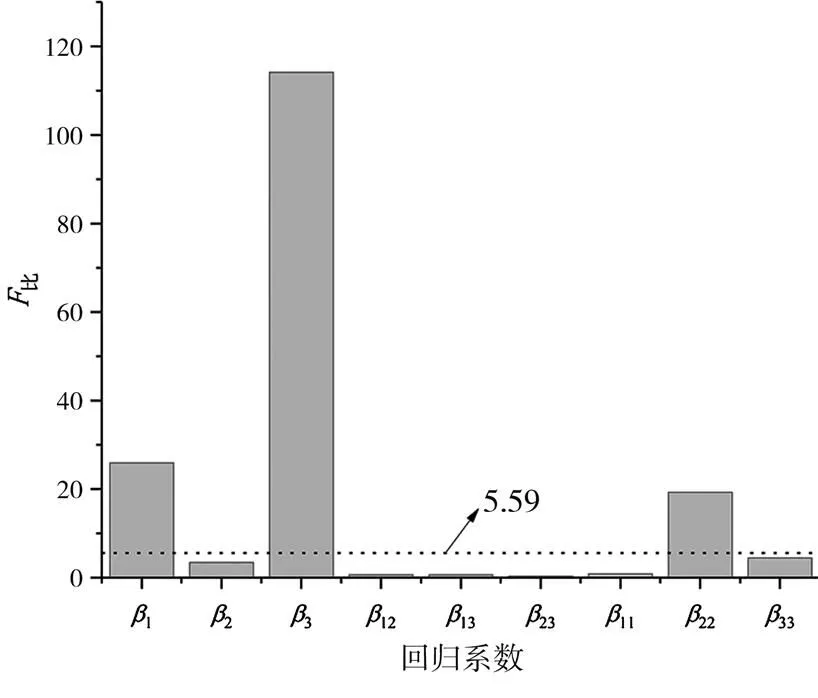
图2 回归系数显著性检验结果
失拟检验中比=2.79<(5,2),且回归方程的比=18.9>(9,7),即回归模型是合适的,且回归方程是有效的。
由图2可见,1,3,22是显著的,而33较为显著,且有3>1>22>33。即各个工艺参数对接头的抗拉强度均有显著影响,且轴肩下压量的影响最强,焊接速度次之,搅拌头旋转速度最弱。
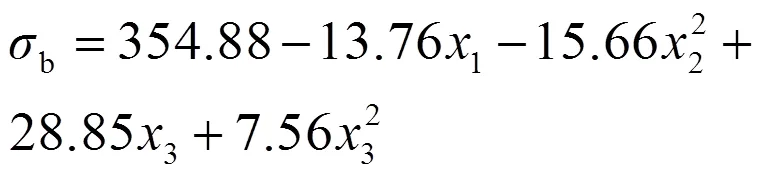
综上,可确定以各个参数编码值表示的回归方程为:
根据各次试验得到的抗拉强度以及由回归方程计算得到的相应工艺参数下的接头的抗拉强度进行残差分析,得到图3所示的残差图,可见残差均匀地分布在横轴两侧,表明回归方程已经能较好地描述抗拉强度与各个工艺参数之间的关系。
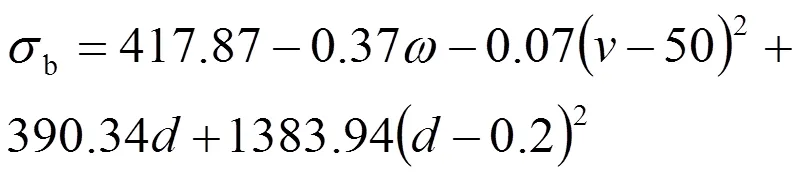
通过变量代换可以得到以各个参数实际值表示的回归方程为:
3.1 搅拌头旋转速度对接头抗拉强度的影响
由式(2),求接头抗拉强度b关于搅拌头旋转速度的偏导数可得:

可见,在所考察的工艺参数范围内,搅拌头旋转速度对接头抗拉强度的影响是线性的,随着搅拌头旋转速度的增加,接头抗拉强度下降。图4为焊接速度v=50mm/min,轴肩下压量d=0.2mm时,搅拌头旋转速度ω从300r/min增加到400r/min,接头抗拉强度的变化规律。
对于7050这类热处理强化铝合金而言,若搅拌摩擦焊过程中热影响区经历的温度超过母材人工时效的温度后,其中的强化相将会发生溶解,并且伴有晶粒的长大,导致接头软化,降低了硬度、强度。在其他工艺参数不变的前提下,提高搅拌头旋转速度,接头的热输入增大,经历的温度升高,接头抗拉强度下降。
3.2 焊接速度对接头抗拉强度的影响
由式(2),求接头抗拉强度b关于焊接速度的偏导数可得:

可见,在所考察的工艺参数范围内,焊接速度对抗拉强度的影响是非线性的。随着焊接速度v的增加,接头抗拉强度先升高后降低,在v=50mm/min时,接头抗拉强度达到峰值。图5为搅拌头旋转速度ω=350r/min,轴肩下压量d=0.2mm时,焊接速度从30mm/min增加到70mm/min,接头抗拉强度的变化规律。
焊接速度可以表征焊接过程中的材料流入焊缝的速度。Pasquale[8]等人的研究结果表明,在一定范围内增加焊接速度可以细化焊核区晶粒,改善接头焊核区、热-机影响区、热影响区之间的结合状态,提高接头的强度和硬度。但是焊接速度过高时,不仅不能进一步细化晶粒,反而会使晶粒粗化,接头力学性能变差。这与搅拌摩擦焊过程中,材料的热塑化程度和流动状态相关。
3.3 轴肩下压量对接头抗拉强度的影响
由式(2),求接头抗拉强度b关于轴肩下压量的偏导数可得:
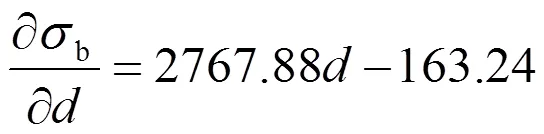
可见,在所考察的工艺参数范围内,轴肩下压量对抗拉强度的影响也是非线性的,随着轴肩下压量的增大,接头抗拉强度持续提高。图6为搅拌头旋转速度ω=350r/min,焊接速度v=50mm/min,轴肩下压量d从0.1mm增加到0.3mm,接头抗拉强度的变化规律。
搅拌摩擦焊过程中,轴肩对被焊材料有两个方面的作用,即顶锻作用和搅拌作用。轴肩下压量的大小直接影响轴肩对试件上表面压力的大小,进而影响搅拌头与工件之间的摩擦产热效率,进而改变焊缝的热输入。下压量较小时,轴肩对材料的顶锻作用较小,且焊缝的热输入低,不利于热塑化金属的流动,接头强度低。随着轴肩下压量的增大,这种情况得到改善,接头强度提高。本试验中,由于搅拌针长度的限制,轴肩下压量最大只能为0.3mm。但是可以预见,接头的抗拉强度不可能随着轴肩下压量的增加而一直增大。这是因为,下压量超过一定值后,继续提高下压量会使焊缝的热输入过高,材料过渡软化甚至发生局部熔化,流动状态改变,降低接头的强度。
3.4 热输入对接头抗拉强度的影响
搅拌摩擦焊过程中,焊接热输入由摩擦产热和塑性变形产热两部分构成。大量文献研究表明,摩擦产热在热输入中占有的比重很大。于是,在忽略变形产热的前提下,搅拌摩擦焊的热输入可以由式(6)表示[9]。
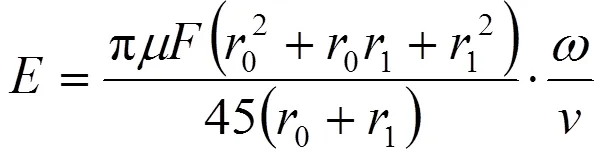
其中,为输入工件的总的热功率,μ为搅拌头与工件之间的摩擦系数,0和1分别为轴肩半径和搅拌针半径,和分别为搅拌头旋转速度和焊接速度,为焊接压力。μ可视为与材料状态有关的常数,而搅拌头选定后,0和1也为常数。焊接压力与轴肩下压量具有相关关系,轴肩下压量固定时,焊接压力也固定。由前文分析可知,选用大的轴肩下压量时,接头的抗拉强度高。现固定轴肩下压量为0.3mm,则焊接压力可视为常数。那么,搅拌摩擦焊热输入的高低就可用(/)的大小来表征。
图7表示了接头抗拉强度与焊接热输入之间的关系。可见,焊接热输入过高或过低时,接头抗拉强度均较低,焊接热输入适中时,得到的接头的抗拉强度最高。并且,在相同的热输入条件下,低搅拌头转速与低焊接速度的组合得到的接头的抗拉强度优于高搅拌头转速与高焊接速度的组合。

图7 接头抗拉强度与热输入的关系
3.5 焊接工艺参数优化
通过回归方程(2)以及式(3)、式(4)、式(5)计算得到的所考察工艺参数范围内的最优参数组合及所对应的接头抗拉强度如表8所示。由此工艺参数焊接得到的FSW接头的抗拉强度也列于表8中。

表8 优化后的焊接工艺参数及接头的抗拉强度
由表8可见,采用优化后的焊接工艺参数进行7050-T7451铝合金的搅拌摩擦焊,接头抗拉强度达到430MPa,与回归方程的计算结果438MPa基本相符。这说明运用式(2)模型来表征7050-T7451铝合金FSW工艺参数与接头抗拉强度之间的关系是可靠的。
4 结束语
a. 通过回归分析建立了7050-T7451铝合金搅拌摩擦焊主要工艺参数与接头抗拉强度之间的回归模型,定量描述了二者之间的关系。
b. 在本文所考察的工艺参数范围内,随着搅拌头旋转速度的增加,接头抗拉强度下降;随着焊接速度的增加,接头抗拉强度先升高后降低,存在峰值;随着轴肩下压量的增加,接头抗拉强度升高。
c. 搅拌头旋转速度=300r/min,焊接速度=50mm/min,轴肩下压量=0.3mm时,得到的接头的抗拉强度达到最大值430MPa。
1 李宝华,唐众民,鄢江武,等. 焊接方法对5A06铝合金厚板焊缝接头性能的影响[J]. 航天制造技术, 2011(1):34~37
2 李金全,刘会杰.2219-T6铝合金静止轴肩搅拌摩擦焊接工艺及接头组织性能[J]. 航天制造技术, 2017(6):1~6
3 付春坤,白钢,胡亚真,等. 7050-T7451铝合金搅拌摩擦焊组织及性能分析[J]. 热加工工艺,2011,40(13):137~138
4 桂林,郭仓库. 汽车用7075铝合金搅拌摩擦焊工艺与性能[J]. 电焊机,2015,45(9):149~151
5 董春林,张坤,栾国红,等. 自然时效对7050铝合金搅拌摩擦焊接头性能的影响[J]. 焊接学报,2014(4):15~18
6 Li Dongxiao, Yang Xinqi, Cui Lei, et al. Investigation of stationary shoulder friction stir welding of aluminum alloy 7075-T651[J]. Journal of Materials Processing Tech, 2015, 222: 391~398
7 师义民,徐伟,秦超英,等. 数理统计[M]. 第四版. 北京:科学出版社. 2015
8 Pasquale C, Antonino S, Panella F. Effect of welding parameters on mechanical and microstructural properties of AA6056 joints produced by Friction Stir Welding[J]. Journal of Materials Processing Technology, 2008, 200: 364~372
9 严铿,雷艳萍,章正,等. 铝合金搅拌摩擦焊时焊接速度与热输入的关系[J]. 焊接学报,2009,30(1):73~76
Study on Friction Stir Welding of 7050-T7451 Aluminum Alloy Based on Regression Analysis
Zhang Xin Han Dong Wu Jun Yin Kai
(Xi’an Aerospace Power Machine Factory, Xi’an 710025)
The effect of friction stir welding process parameters on tensile strength of 7050-T7451 aluminum alloy plate with 20mm thickness was studied through regression analysis. The regression model between tensile strength of welded joint and welding process parameters (tool rotational speed, welding speed and plunge depth of shoulder) is established and analyzed. The results show that the tensile strength decrease with the increase of tool rotational speed; the relationship between tensile strength and welding speed first goes up and then falls down; the tensile strength increase with the increase of plunge depth of shoulder. Under the optimum parameters, the tensile strength of the joint can reach 430MPa.
friction stir welding;welding process parameters;tensile strength
张鑫(1990),硕士,材料科学与工程专业;研究方向:金属材料成型及控制。
2017-12-21
猜你喜欢
建材发展导向(2021年9期)2021-07-16
科学与财富(2021年36期)2021-05-10
舰船科学技术(2021年12期)2021-03-29
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
中学生数理化(高中版.高一使用)(2021年2期)2021-03-19
中学生数理化(高中版.高一使用)(2021年2期)2021-03-19
中学生数理化(高中版.高一使用)(2018年2期)2018-04-04
现代商贸工业(2017年30期)2018-01-22
江苏农业科学(2017年10期)2017-07-21
江苏农业科学(2017年10期)2017-07-21
