码垛机器人视觉系统设计*
2018-03-30 06:35:26吴丽明
吉首大学学报(自然科学版) 2018年1期
张 星,吴丽明,曹 劲
(1.湄洲湾职业技术学院机械工程系,福建 莆田 351254;2.湄洲湾职业技术学校机械科,福建 莆田 351254)
人类在生产实践过程中为了摆脱自身能力的局限性,发明和创造了许多智能机器来辅助或代替人类活动.[1]码垛机器人是码垛行业的关键设备,可以实现“机器换人”.将视觉系统引入码垛机器人中,可以改变传统的PLC或单处机控制,提升码垛活动的灵敏性.同时,机器视觉系统具有适应能力强、智能化程度高等特点,这为移动机器人的开发奠定了基础.
码垛机器人的视觉系统是综合现代计算机、光学、电子技术的高科技系统[2].美国制造工程师协会机器视觉分会和美国机器人工业协会自动化视觉协会定义机器视觉是,通过光学的装置和非接触的传感器自动地接收和处理一个真实物体的图像,以获得所需信息或用于控制机器人运动的装置.[3]系统通过计算控制来采集和分析必要的数据,然后发出指令控制设备.码垛机器人现已经被应用到众多领域,如鞋材的涂胶.借助于视觉传感系统,码垛机器人能够自动捕捉鞋材的形状,感知位置,实时进行路径规划和涂胶处理,能有效地控制涂胶质量,同时避免胶水给人体带来的伤害,减轻人工操作的危险性和工作强度.
1 机器视觉系统设计思路
1.1 整体结构
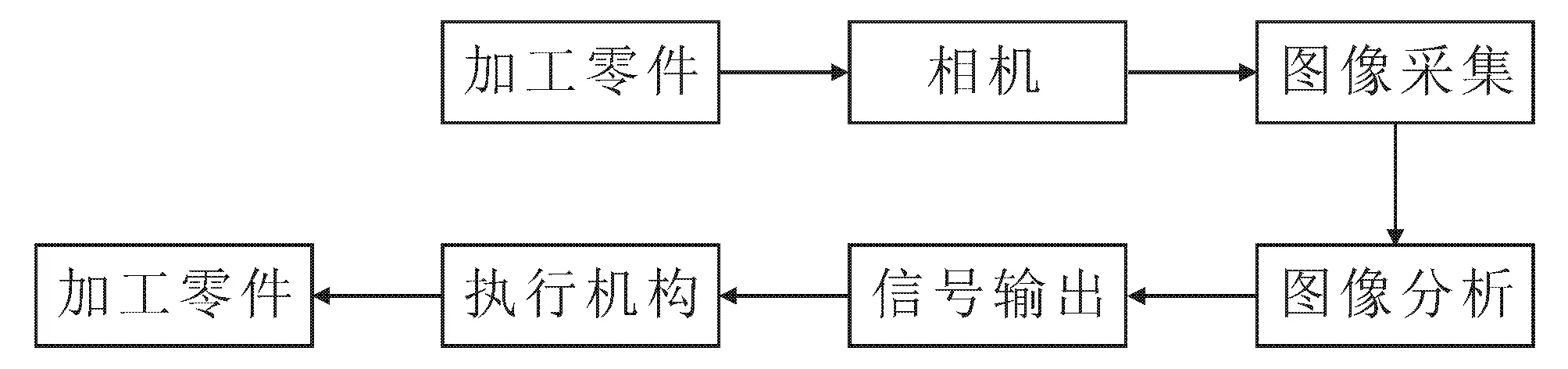
图1 系统的整体设计Fig. 1 Integrated Design of System
机器视觉系统的目的是给机器增加一套视觉系统,由计算机来模拟人眼视觉功能,其中视觉传感器是关键.系统通过视觉传感器获取图像,由计算机或者图像处理系统进行图像处理后,提取并输出有用的数据,实现对执行机构的控制.码垛机器人视觉系统的整体设计如图1所示.
1.2 主要功能
机器视觉系统的主要功能有如下3个方面:
(1)引导和定位.系统要求机器人能够快速、准确地找到加工零件并确认其位置,引导机械手进行抓取、焊接或涂胶处理.[4]
(2)识别和采集.将经过采集、分析和处理的图像数据录入数据库,建立可追溯系统.
(3)外观检测.利用数据比对系统检测加工的零件,判断有无外观缺陷等.
典型的机器视觉系统框架如图2[5]所示.
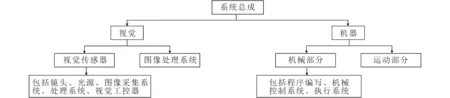
图2 系统整体框架Fig. 2 Overall System Framework
1.3 视觉匹配的原理
模型匹配是当前最常用的图像处理方法之一.[6]码垛机器人视觉系统采用IMAQ Vision模型匹配技术.该技术采用了3种新方法,即高效率的非均匀图像采集、图像的几何建模和与旋转无关的样板信息提取.当物体进入相机曝光区域时,相机对图像进行识别,并计算物体的空间坐标和方向数据,通过以太网将数据发送到机械手控制器.基于以太网TCP/IP的通讯服务器,不断侦听来自机器人运动控制系统发出的视觉照片,以获取目标的位置信息指令.如图3所示,系统捕捉到加工零件的外形并自动定位中心.
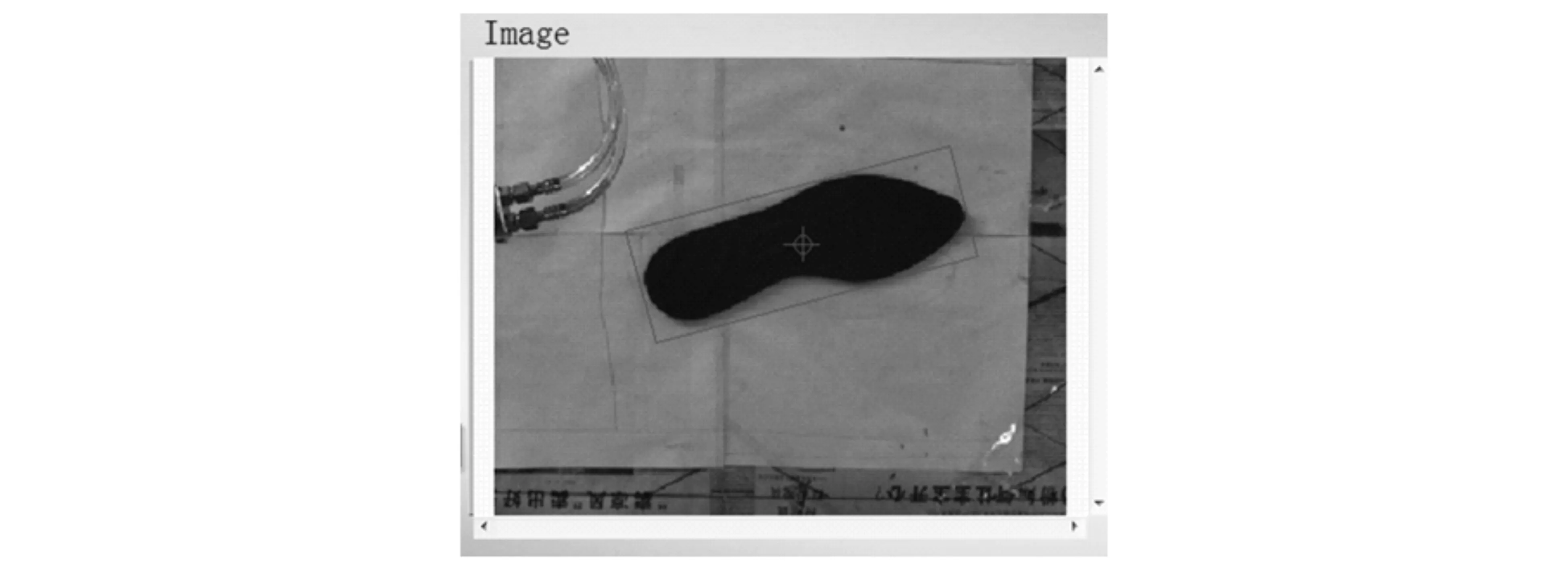
图3 系统采集图像Fig. 3 System Acquisition Image
2 机器视觉系统设计
2.1 硬件部分
机器视觉系统的硬件部分主要是由光源、镜头、摄像机、控制机和执行机构等组成.光学镜头和摄像机构成图像采集部分,完成图像的采集和转换,是系统重要的组成部件;控制机是系统的基础,是图像抓取、模型匹配、运动目标标识和跟踪目标选择等功能程序的载体;执行机构是系统的最后一环,也是最核心的部件,主要负责执行各类动作.这里选用自行开发的六轴机械手作为系统的执行机构.
2.2 软件部分
机器视觉系统的软件部分采用LabVIEW(实验室虚拟仪器工程工作台)图形化编程工具.LabVIEW是一个编程环境,具有直观、易学易用、通用编程系统和模块化等特点,人机界面友好,可实现多种功能,如数据采集、图像处理、数据分析和运动控制等.在LabVIEW中用户可用图形符号编程,通过数据流实现连接功能节点,缩短了控制软件的开发周期.视觉采集软件界面如图4所示,程序编写软件界面如图5所示.
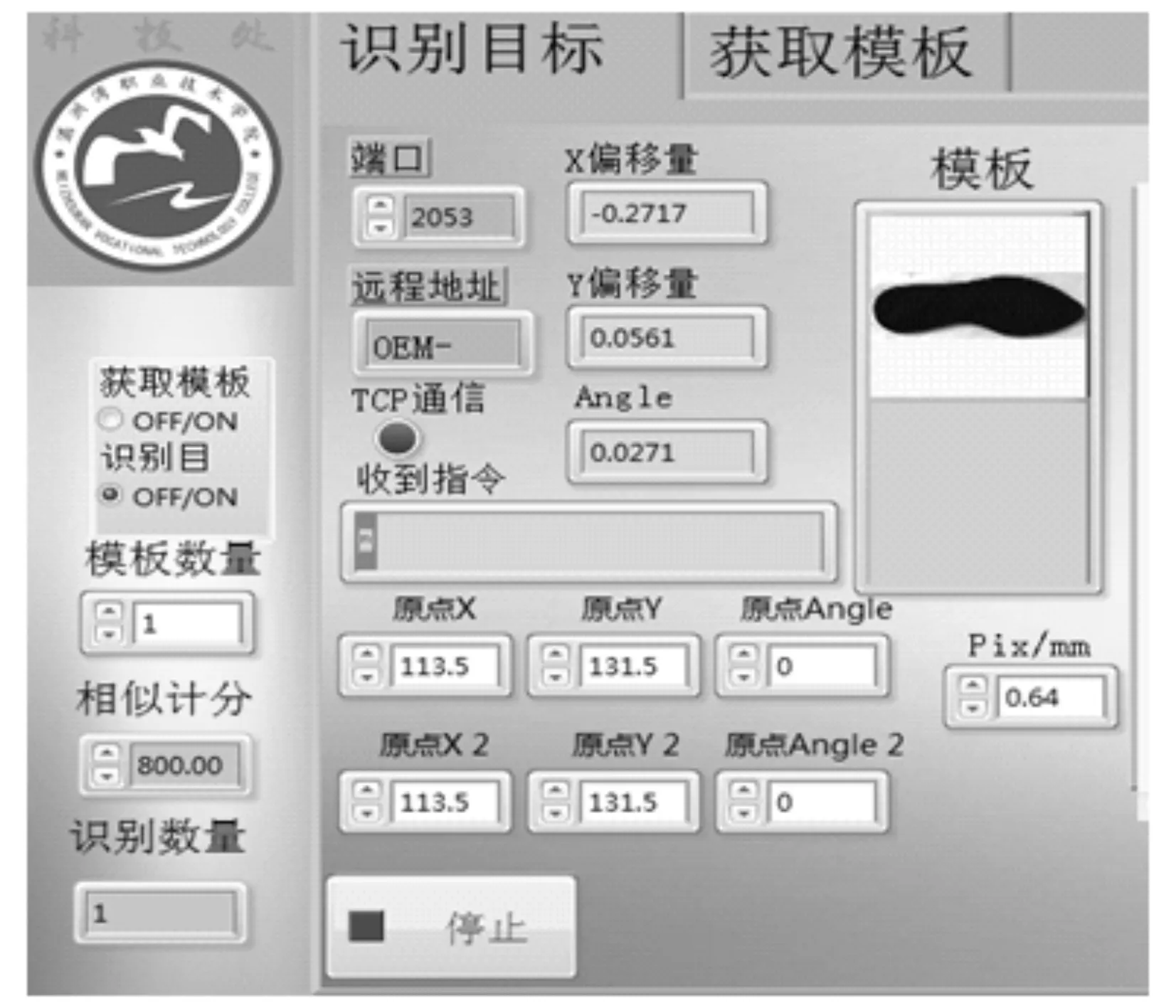
图4 图像采集界面截图Fig. 4 Screenshot of Image Acquisition Interface
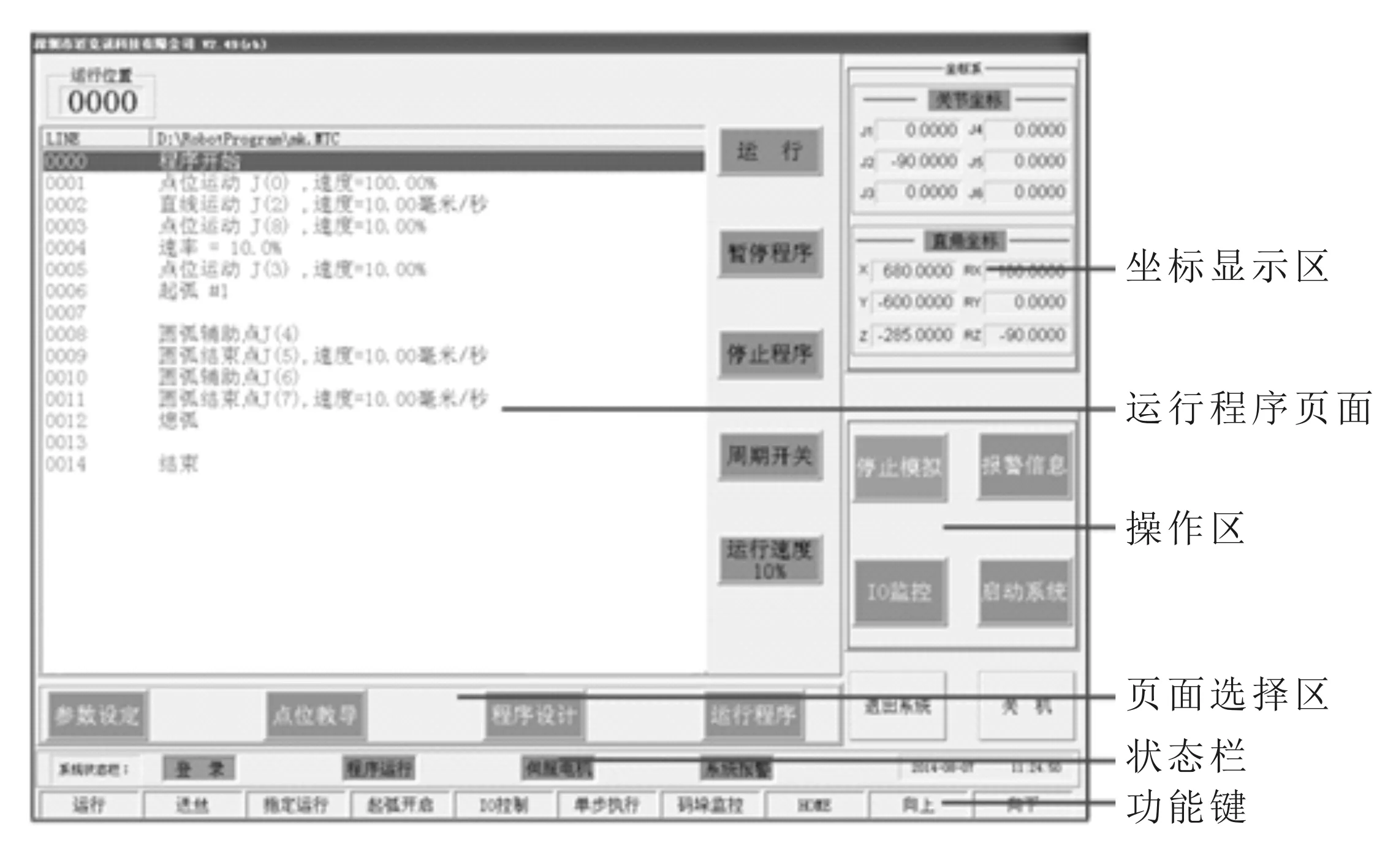
图5 程序运行控制界面截图Fig. 5 Screenshot of Program Operation Controlling Interface
2.3 执行部分
机械手执行部分主要是用Visual C++ 6.0开发的通用六轴机器人控制软件,实现控制功能.此控制系统具有界面美观、操作方便、功能齐全、性能稳定的人机操作接口和控制特点[7],全汉字化的程序和代码显示为程序编写提供了极大方便.模块化功能设置,优化的DH架构,适应多种结构形式的本体控制,使得只需通过一定的参数设定和硬件上的线路连接,就可实现各种姿态的点位、直线、圆弧等运动控制,保证机器人高速、高精度运行且运动平稳,从而实现精密、快速、智能化、柔性化的生产.执行的部分程序如下:
0000 程序开始
0001 速率=25.0%
0002 加减速的时间=250 ms
0003 工具转换=1
……
0006 *相机拍照获取物体坐标
0007 *开启相机拍照后工作偏移模式
……
0009 平滑开启
0010 点位运动J(18),速度=20.0%
0011 直线运动J(19),速度=默认速度
……
0017 直接运动J(25),速度=默认速度
0018 直接运动J(26),速度=默认速度
……
0031 *关闭拍照后工作偏移模式
……
0033 设置输出3=ON
……
0035 点位运动J(17),速度=35.0%
0036 等待3 000 ms
0038 转到0006行
……
0057 结束
3操作实例
以鞋材涂胶为例,为了提高鞋材涂胶的精度和效率,根据生产的实际要求自行开发码垛机器人涂胶系统.操作步骤如下:
(ⅰ)启动电源,显示开机界面.
(ⅱ)登录涂胶系统,进入六轴视觉系统,再进入参数设置界面.
(ⅲ)参数界面单击【零点设置】,成功后进入程序设计.
(ⅳ)单击【参数设置】,再点取【外挂视觉设置】,连接控制器,相机开始捕捉信号.
(ⅴ)视觉系统识别目标并进行图像处理.
(ⅵ)图像信号分析、处理完毕后,机械手开始执行命令,对鞋材进行涂胶处理.
信号捕捉和处理如图6所示.

图6 信号捕捉和处理截图Fig. 6 Screenshot of Signal Capture and Processing
4 结语
在简单重复作业中,人工操作费时费力、效率低、误差大.码垛机器人增加视觉系统后更具智能性,显著提高生产效率和作业精度[8-9],为“机器换工”奠定基础.目前,系统已完成软硬件安装,初步测试结果显示达到了预期目标.下一步的研究方向是针对系统的以下不足加以改善:(1)通信的原因,只实现了单目功能,这与人眼的双目成像还有一定的距离,成像效果需进一步提升,算法可以更加优化;(2)视觉系统的图像采集优化程度不够,对于不规则物体的识别能力有限.
[1] 张 星.基于VB6.0平面盘形凸轮机构CAD系统的研究[J].盐城工学院学报,2013,26(1):29-32.
[2] 张文化.视觉系统在工业机器人集成系统中的应用[J].价值工程,2016,27:164-166.
[3] 魏 嘉.视觉识别系统[M].北京:中国轻工业出版社,2012.
[4] 李紫艳,刘奇付,李春晓.基于计算机视觉系统的机器人焊接路径修正研究[J].铸造技术,2017,38(2):412-415.
[5] 申一歌,靳 果.基于DSP和μC/OS-Ⅱ的采摘机器人视觉系统设计[J].农机化研究,2017(6):223-226.
[6] 李化东,吴明光,陈大力,等.基于LabVIEW的运动物体跟踪系统实现[J].科技通报,2009,25(3):332-336.
[7] 张 星.基于平面盘形凸轮CAD系统知识库的构建[J].吉首大学学报(自然科学版),2013,34(5):45-48.
[8] 贾丙西,刘 山,张凯祥,等.机器人视觉伺服研究进展:视觉系统与控制策略[J].自动化学报,2015,41(5):861-869.
[9] 陈善本,吕 娜.焊接智能化与智能化焊接机器人技术研究进展[J].点焊机,2013(5):28-37.
猜你喜欢
环球时报(2022-07-13)2022-07-13 17:18:39
环球时报(2022-03-14)2022-03-14 18:19:44
装备制造技术(2021年9期)2021-12-17 14:03:28
装备制造技术(2021年2期)2021-07-21 05:38:22
粘接(2021年1期)2021-06-10 01:06:39
装备制造技术(2020年3期)2020-12-25 05:22:06
航空制造技术(2020年14期)2020-09-06 07:36:40
重型机械(2020年3期)2020-08-24 08:31:48
电子制作(2019年20期)2019-12-04 03:51:36
电影(2018年8期)2018-09-21 08:00:06