
汽车纵梁辊压柔性成形辊子驱动与调整方式探讨
2018-03-28 03:49赵升吨葛灵娇李靖祥
锻压装备与制造技术 2018年1期
赵升吨,蒋 红,葛灵娇,李 宇,李靖祥
(西安交通大学 机械工程学院,陕西 西安 710049)
汽车纵梁均采用钢板材质,板材厚度3mm~12mm,纵梁的横截面为U形,纵梁的尺寸较长,几乎与整车长度相当,且制造工艺极为复杂、制造成本较高。目前,载货汽车纵梁制造工艺方法主要有整体折弯成形(传统冲压成形)和辊压成形。
整体折弯成形工艺(传统冲压成形)采用大型压力机或组合模具进行生产。这种工艺采用固定形状的模具,柔性差,因折弯后弹性回复量不同造成折弯工艺调试过程复杂,且模具修复、调整困难。目前,国内最大的重载卡车的纵梁成形冲孔折弯设备吨位高达66000kN,设备造价高、模具费用大,维修使用成本高。
辊压成形是一种连续成形方式,采用多道次辊弯工艺,使板材逐渐发生塑性变形,达到所需要的形状。辊压成形生产速度为10~30m/min,适用板材厚度为0.1mm~10mm,能成形直截面、变截面的产品[1]。纵梁辊压成形过程灵活,能适应各种长度、多种板材,且能够集成开槽、冲孔、压花、折弯等多种工艺于一条生产线,因此属于柔性成形工艺[2,3]。
纵梁采用高强钢为原材料,符合汽车轻量化的原则,且能提高燃料利用率。高强钢的成形性差,回弹严重,辊压成形比传统冲压成形更容易控制回弹,成形质量更优,且成本低于传统工艺[3,4,5]。
近年来,汽车市场需求量不断增加,车型向多元化方向发展,生产车间向数字化和网络化方向发展,使纵梁生产线不断得到改进与优化,纵梁辊压柔性成形工艺应运而生。纵梁辊压柔性成形工艺提高了纵梁的成形质量,且能适应多规格、短周期的生产需求。国外一些公司对纵梁辊压柔性成形生产线已有深入研究,例如意大利Stam公司开发的生产线,具有柔性化和自动化的优势,已在美国的Metalsa、墨西哥的Metalsa以及比利时的Sadef等公司投入生产。国内对纵梁辊压柔性成形生产线的研究较少,纵梁辊压柔性成形生产线上一些关键技术还没有完全掌握,正在逐步追赶国外技术,如东风公司引进多条Stam公司辊压线,纵梁成形的质量稳定,生产效率高[6];济南铸锻所研发出多条汽车纵梁辊压成形生产线,能够加工厚度4mm~8mm的高强钢板,可成形宽度220mm~320mm、高度45mm~100mm的U形梁。
在纵梁辊压柔性成形生产线上,辊压是主要的工艺过程,辊子的驱动、调整方式是辊压过程的核心部分,因此有必要对辊子的驱动、调整方式进行探讨。
1 辊压线工艺过程
1.1 辊压成形的原理和过程
辊压成形(roll forming,又称冷弯成形、辊弯成形),是通过顺序配置的多道次具有特定轮廓型面的成型辊子,把卷材或单张板材逐渐地进行横向弯曲,以制成特定断面的金属型材,成形原理图如图1所示[7]。
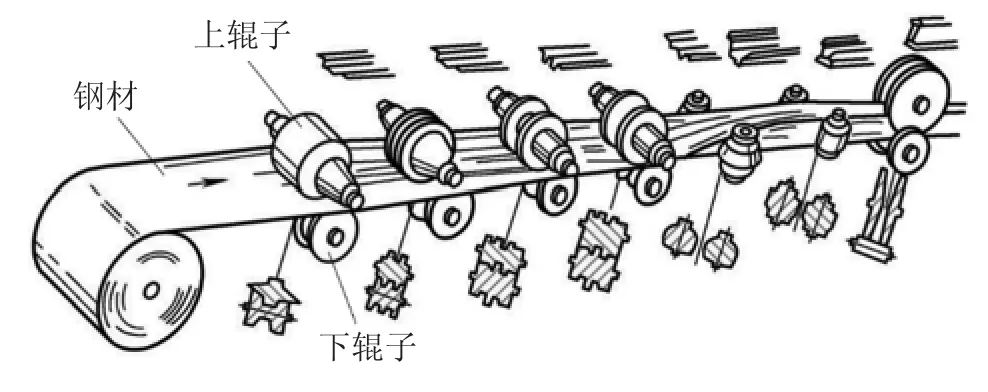
图1 辊压成形基本原理
1.2 辊压线工艺
纵梁辊压线生产工艺常包括:上料→开卷→校平(去毛刺)→去端头→辊压成形→定尺寸随动切断→自动下料。辊压柔性成形生产线需要适应不同规格的汽车纵梁,辊压线调整灵活、性能稳定、生产效率高,满足柔性化生产需求。
2 辊子的驱动方式
纵梁辊压线成形道次多,一般有十几个机架,常用辊压线机架的结构形式有两种:标准式和双端式。标准式机架的上下两根辊轴采用双端支撑,辊轴上安装有辊子,由机架一侧提供动力,如图2[8]、图3[9]所示;双端式机架在左右两侧机架的上下悬臂轴上分别安装辊子,双端式机架具有共同的基础和驱动,整体为对称形式,双端式机架可以一端固定,一端能移动调节,或两端均可移动,如图4[9]、图5[8]所示。归纳而言,辊子驱动方式有以下几种。
2.1 下辊子的驱动方式
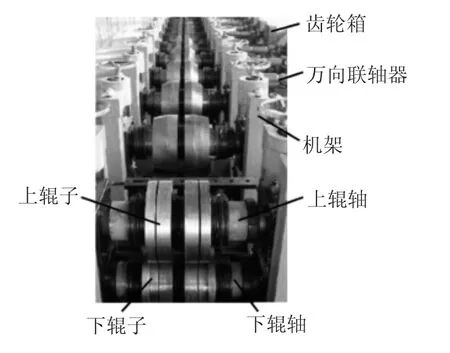
图2 标准式机架
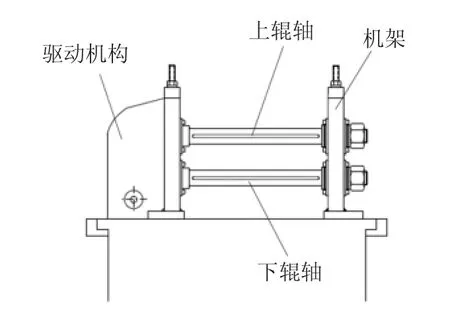
图3 标准式机架示意图
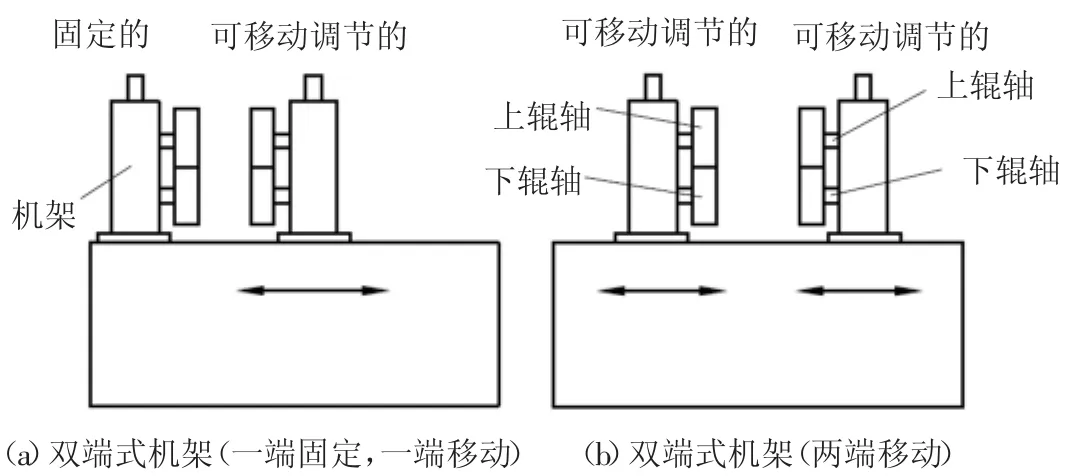
图4 双端式机架示意图
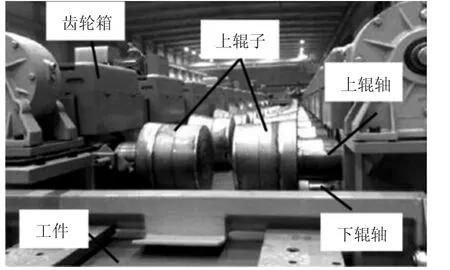
图5 双端式机架
辊压线每道次机架均有上下辊轴,辊轴上均安装有辊子,下辊子的驱动方式有齿轮箱和蜗轮蜗杆减速机两种。以电机作为动力源,齿轮箱纵向通过联轴器沿工件移动方向进行串联,实现电机动力的传递。电机输出轴通过联轴器与齿轮箱输入轴连接,齿轮箱横向输出轴通过万向联轴器与下辊子的辊轴相连,齿轮箱内部为锥齿轮传动,通过电机带动齿轮箱输入轴旋转,从而使下辊轴旋转,即带动下辊子旋转,如图6、图7所示。
以蜗轮蜗杆减速机作为传动元件时,蜗轮蜗杆减速机代替齿轮箱位置,蜗轮蜗杆减速机的蜗杆输出轴通过联轴器沿工件移动方向进行串联,实现电机动力的传递。电机输出轴通过联轴器与蜗轮蜗杆减速机的蜗杆输入轴连接,蜗轮蜗杆减速机的蜗轮输出轴通过万向联轴器与下辊子的辊轴相连,通过电机带动蜗轮蜗杆减速机工作,从而使下辊轴旋转,即带动下辊子旋转,如图8、图9所示。
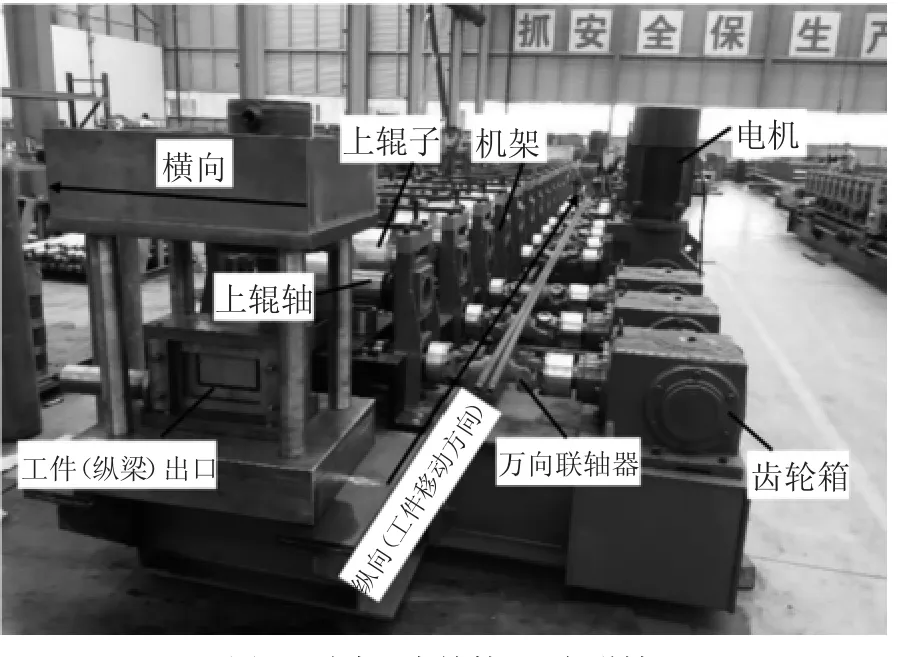
图6 电机-齿轮箱-万向联轴器
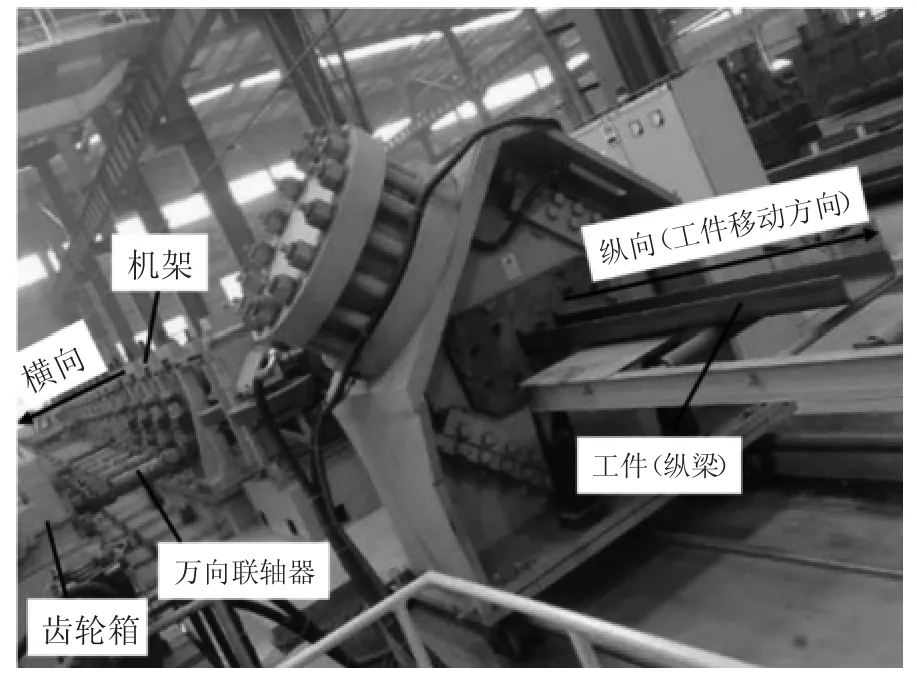
图7 万向联轴器实现下辊子驱动
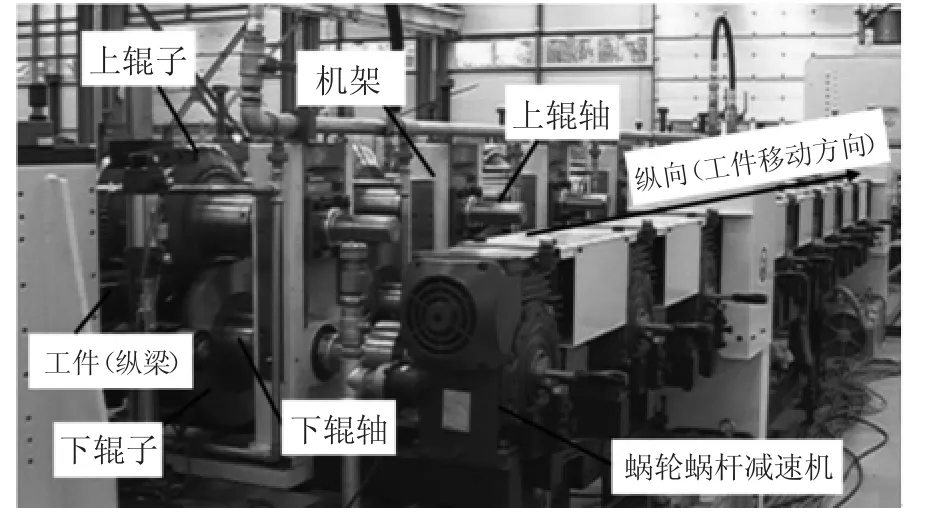
图8 蜗轮蜗杆传动
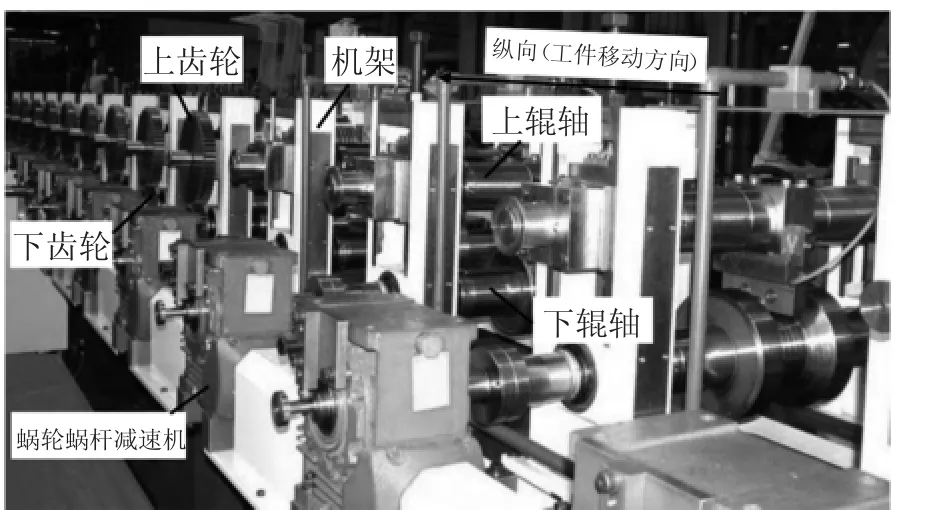
图9 蜗轮蜗杆-齿轮传动
2.2 上辊子的驱动方式
上辊子采用无驱动或有驱动的工作方式。上辊子无驱动指的是上辊轴不采用外加动力源。在成形过程,如果上下轴均驱动且上下辊子具有大的圆周速度差时会使影响成形效果,此时选择上辊子被动旋转的方式,通过上辊子与工件的摩擦力带动上辊子旋转能够顺利完成成形[9],如图6、图7所示。上辊子有驱动时,上辊轴进行主动旋转,其驱动方式与下辊子的驱动方式相关,当下辊子为齿轮箱驱动时,可由齿轮箱输出轴通过万向联轴器带动,如图10所示;当下辊子为蜗轮蜗杆减速机驱动时,可在上下辊子的转轴上增加一对齿轮进行啮合,由辊轴上的齿轮带动,如图9所示。公开号为US3251210的美国专利提到,利用齿轮减速器为两个机架提供耦合驱动,由安装在上辊轴46上的齿轮51与下辊轴23上的齿轮27进行啮合,带动上辊子47旋转,如图11所示[10]。公开号为EP0320465A2-A的欧洲专利,设计了一种由驱动机构30通过万向联轴器36、37驱动上辊子12、下辊子13旋转的辊压线,如图12所示[11]。公开号为US14/438215的美国专利提到,上辊子还可由电机直接驱动,不使用任何减速器,如图13所示[12]。
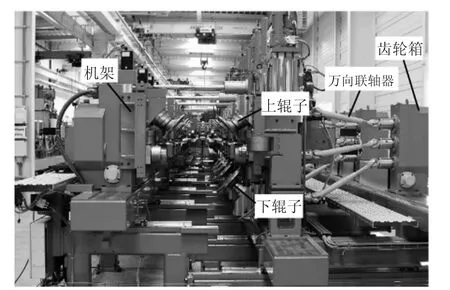
图10 齿轮箱-万向联轴器
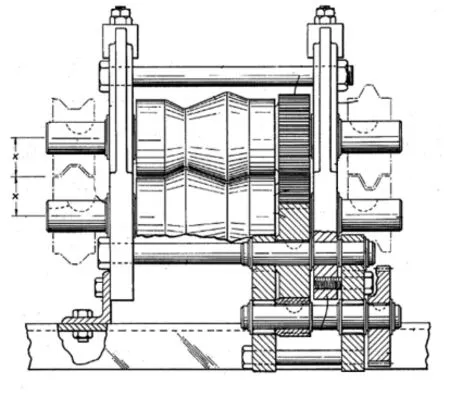
图11 上下齿轮啮合驱动上辊轴
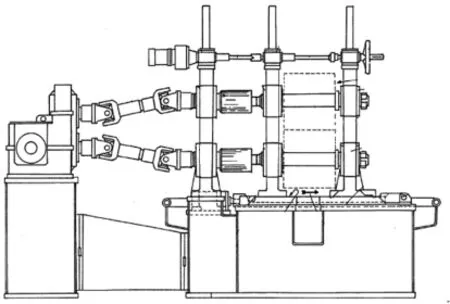
图12 电机-万向联轴器
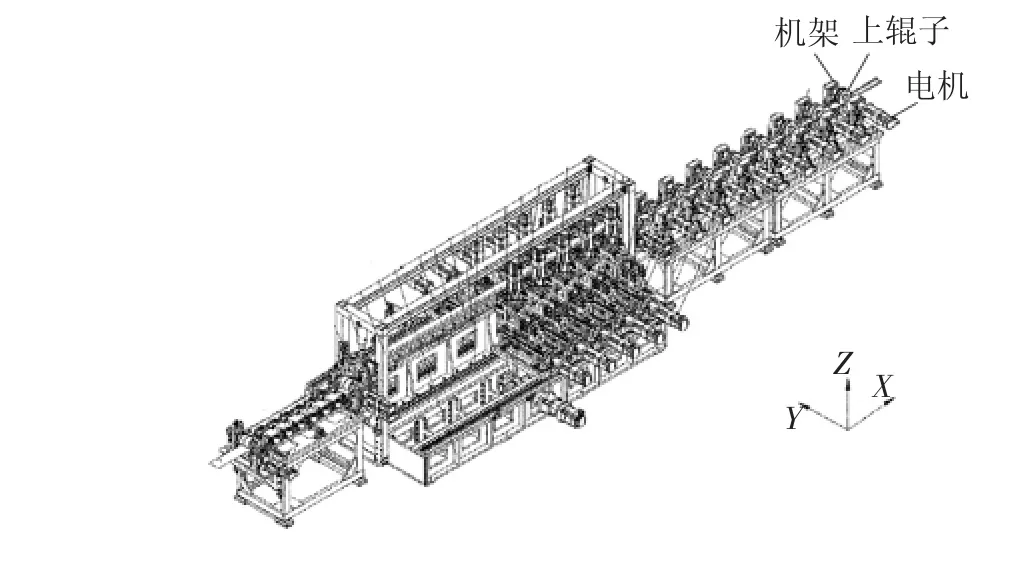
图13 电机直驱上辊子
2.3 两种传动方式的对比
齿轮箱与蜗轮蜗杆减速机传动,均能将电机扭矩、转速传递到各道次辊子,实现动力分配。主要区别在于,蜗轮蜗杆减速机的传动比大、传动平稳,但效率低;齿轮箱传动效率高,结构紧凑,但振动、噪声较大。
3 辊子的调整方式
辊压线的核心工序是辊压成形,辊子的驱动方式影响成形效率、速度,调整方式影响成形精度、产品规格变换的调整周期。在辊子、机架安装及更换不同纵梁规格时,需要对辊子进行调整,以获得合理的加工精度和更短的设备安装、更换或调整时间。
3.1 辊子、机架安装时调整方式
辊压线机架的底座与安装基座上有对应的定位装置,能将机架准确定位在安装基座上;调整机架的方式依据辊压线结构而异,有的在机架底部安装调整条、沿安装基座纵向有定位槽,可用于安装时调整机架位置,如图14、图15所示。
辊子安装在机架上,需要调整辊子安装位置,包括辊子的高度、水平位置、上下辊子的中心距,每个机架上方有可以进行手动调节的丝杆螺母副,用于调节辊子的高度及上下辊子的中心距,调整机架下方的调整条能改变辊子的横向位置,影响每道次机架的横向尺寸,如图14所示。
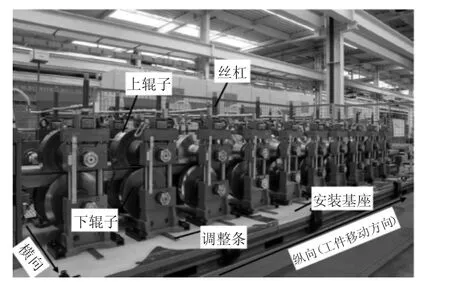
图14 机架底座调整条
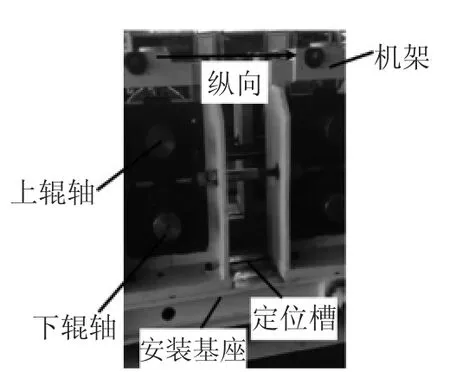
图15 辊压线机架纵向定位槽
3.2 更换纵梁生产规格时辊子的调整方式
一条辊压线,要求能够适应多种规格的纵梁成形生产,当更换纵梁规格(包括高度、宽度、板厚、圆角半径)时,能够调整辊压线,实现柔性成形。
对于标准式机架,下辊子位置固定,机架上安装有丝杆螺母副,辊子中间有轴向对分隔片,用于更换纵梁规格时进行调整。当改变纵梁板厚时,需调整丝杠螺母副改变上辊子位置(电机驱动或手动调节),从而改变上下辊轴的中心距,一般标准式机架还有显示上辊轴位置的垂直刻度尺和测微刻度环,如图16[9]所示;当改变纵梁宽度时,需要停机调整每个辊子间的轴向对分隔片,改变辊子的长度。当改变成形圆角时,需停机安装对分式新圆角辊子[8]。
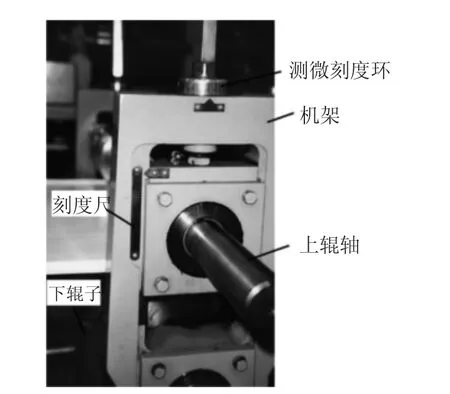
图16 标准式机架上测量上辊轴位置的仪表
如图17所示,采用电机或者手动驱动蜗杆18,进而驱动蜗轮17,带动调节螺母15旋转,实现螺丝21升降,即可实现上下辊轴的中心距调整;辊子调整时用专用扳手手动旋转机架操作端辊轴上的锁紧调节螺母12,螺母12轴向移动推动隔套10、轴承9内圈、隔套8轴向移动,使辊轴上的辊片及定位套5等向定位面24移动,从而达到辊子轴向夹紧与调节的目的;通过改变分离定位套4的数目,实现对不同纵梁宽度的成形,通过以上各调节装置实现纵梁生产品种的更换[13]。
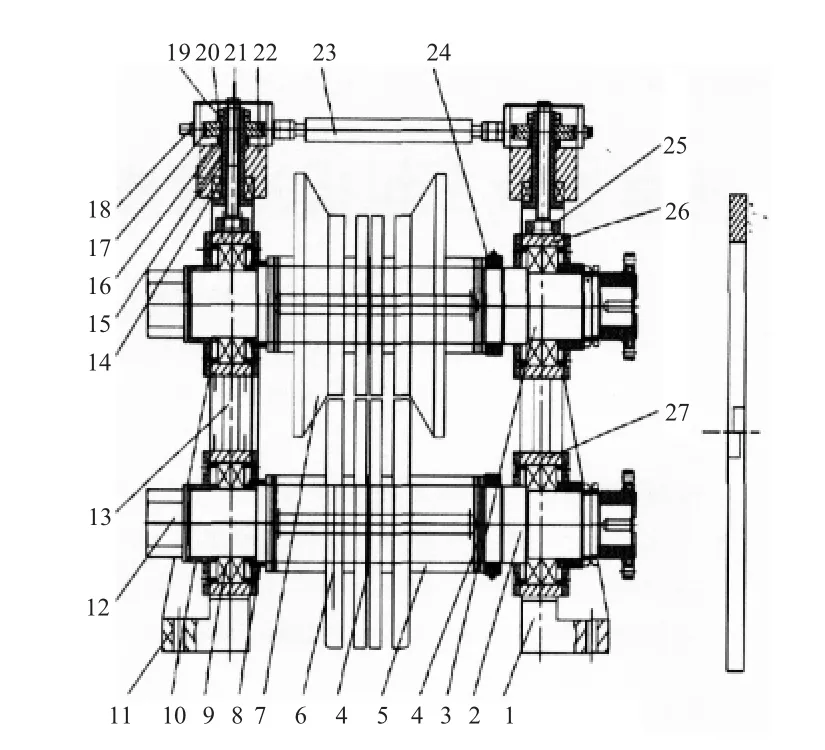
图17 标准式机架结构
标准式机架结构简单、经济实用,适合单一规格批量生产,通过调换辊模的轴向隔片,可少量适应纵梁腹宽的变化要求,但调换时间较长,会降低生产率,设备总体柔性化程度低[8]。
对于双端式机架,下辊子的高度固定,用齿轮箱、丝杆、螺母实现更换纵梁规格时的调整。当改变纵梁的宽度时,通过调节左右机架电机,带动齿轮箱,驱动丝杠螺母副,调整机架的横向位置(整体横向开度),且左右机架安装有同步装置,能够保证对中调整;当改变纵梁板厚时,调节机架上方的电机,带动齿轮箱,驱动丝杠螺母副,调整上辊子的高度,进而改变上下悬臂辊轴的中心距[14],如图5、图18所示。

图18 双端式机架生产线俯视图
另外,也可以使用蜗轮蜗杆进行调节。当纵梁宽度变化时,利用直流调速电动机驱动蜗轮、蜗杆,来调节机架的横向开度,改变两端机架相对悬臂辊子的距离,采用蜗轮副自锁、电动机抱闸和液压进行锁紧;两组机座上对称安装的减速箱,由多组花键轴套横向联接,实现了全部悬臂辊轴的同步转动;当纵梁板厚发生变化时,通过调节上下悬臂辊轴上的变位齿轮来改变上下悬臂辊轴的中心距,以生产不同厚度的纵梁[8]。
双端式机架应对纵梁腹宽、板厚的变化,能实现快速调整,自动化程度高,较标准式机架显著提高了生产效率和使用柔性。
3.3 校正装置辊子的调整方式
校正装置由机架、两组上下平辊(水平放置)、两组左右立辊(竖直放置)、两组偏转调整机构组成,用来调整纵梁腹面、翼面的直线度和整根纵梁的扭曲度[8],可由电机(液压缸或气缸)、齿轮箱、丝杠螺母副进行驱动、调节其位置。
4 结论
对于辊子的驱动、调整方式有以下结论:
(1)辊子驱动方式一般为通过电机驱动减速器(齿轮箱或者蜗轮蜗杆减速机),进而通过万向联轴器等连接装置驱动上下辊子旋转,有的辊压线对上辊子采用不驱动的方式;
(2)安装辊子时的调整方式,通过调整条、定位槽等结构定位机架的位置,辊子可通过机架上的丝杠螺母副调整辊子的位置;
(3)更换纵梁尺寸规格时,标准式机架的辊子调整通过轴向对分隔片(或其他分隔装置)、丝杠螺母副等装置;双端式机架的辊子调整通过齿轮箱、丝杠螺母副或者蜗轮蜗杆、变位齿轮等装置;
(4)校正装置辊子的调整方式通过电机(液压缸或气缸)、齿轮箱、丝杠螺母副进行调节。
纵梁辊压线正在大量投入生产应用。其中,辊子的驱动、调整方式是纵梁辊压线的核心技术之一,对生产效率及成形质量影响极大,纵梁的辊压柔性成形工艺将在汽车纵梁的生产车间发挥巨大的作用。为了增强企业竞争力,这一新的成形方式将成为国内纵梁生产工艺的发展趋势。因此,对辊子的驱动、调整方式进行更深入的研究很有必要。
[1]Lindgren M,Edberg J,Lindgren L E.Roll Forming[M]//Handbook of Manufacturing Engineering and Technology.Springer London,2015:286.
[2] Kacar I,Ozturk F.Roll forming applications for automotive industry[C]//OTEKON,the 7th Automotive Technologies Congress.2014:26-27.
[3] Sweeney K,Grunewald U.The application of roll forming for automotive structural parts[J].Journal of Materials Processing Technology,2003,132(1):9-15.
[4]Kim D,Cha M H,Kang Y S.Development of the Bus Frame by Flexible Roll Forming[J].Procedia Engineering,2017,183:11-16.
[5] Samek L,Krizan D.Steel-material of choice for automotive lightweight applications[J].Metal Review,2012:1-6.
[6] 李绍民,刁照云.基于重型汽车车架制造技术的研究[J].重型汽车,2014,(3):12-14.
[7] 王双枝,杨谊丽,朱梅云.辊压成形工艺研究及在汽车行业中的应用[J].金属加工(热加工):2016,(17):10-13.
[8] 宋拥政.载货汽车纵梁新型冲压生产线[J].金属加工(热加工),2011,(7):6-11.
[9] George T.Halmos.Roll forming handbook [M].CRC Press,2005:P2-5,P2-10,P2-27.
[10] Werntz CW,Ferguson,Mo et al.Roll forming machines:U.S.Patent 3,251,210[P].1966-5-17.
[11] Chezzi, Aleardo.A roll forming machine: European Patent Application 0,320,465A2[P].1989-06-14.
[12] Li Q,Yang Z,Guan Y,et al.Flexible roll-die forming machine for variable cross-section parts:U.S.Patent Application 14/438,215[P].2014-5-19.
[13] 杨毅勇,苏相三,刘玉章.高强度汽车纵梁冷弯成形工艺及模具的柔性化研制[J]. 锻压装备与制造技术,2010,45(3):43-45.
[14] 祁三中.重型车车架纵梁加工工艺技术研究与应用[J].装备维修技术,2010,(3):47-53.
猜你喜欢
中国建筑金属结构(2021年10期)2021-11-07
山东冶金(2021年4期)2021-09-09
哈尔滨轴承(2021年1期)2021-07-21
水泥技术(2020年3期)2020-06-06
农产品加工(2019年22期)2019-12-04
意林(2019年17期)2019-10-07
上海包装(2018年8期)2018-09-05
三峡大学学报(自然科学版)(2018年3期)2018-05-22
三峡大学学报(自然科学版)(2017年1期)2017-03-20
文体用品与科技(2016年7期)2016-06-15
