
光纤激光快速切割薄板应用技术研究
2018-03-28 03:49周志兵刘爱伟
锻压装备与制造技术 2018年1期
周志兵,周 庆,刘爱伟,彭 涛
(江苏金方圆数控机床有限公司,江苏 扬州 225127)
随着钣金加工工艺的飞速发展,激光切割机特别是光纤激光切割机成为了该领域的主流加工设备,市场需求呈暴发性增长,市场保有量持续增高。光纤激光切割机前几年以中低功率为主,近年来逐步向高功率方向发展。高功率的光纤激光具有更高的切割能力(速度),如何使更高功率的光纤激光发挥尽量高的加工效率?其受制于诸多因素:如机床结构、光源质量、控制系统、应用工艺等等。本文主要从应用工艺方面对提升薄板加工效率做分析研究。
1光纤激光切割机结构
以金方圆TFC系列光纤激光切割机为例。其结构示意图如图1所示。如图2所示为横梁切割头部分结构示意图。
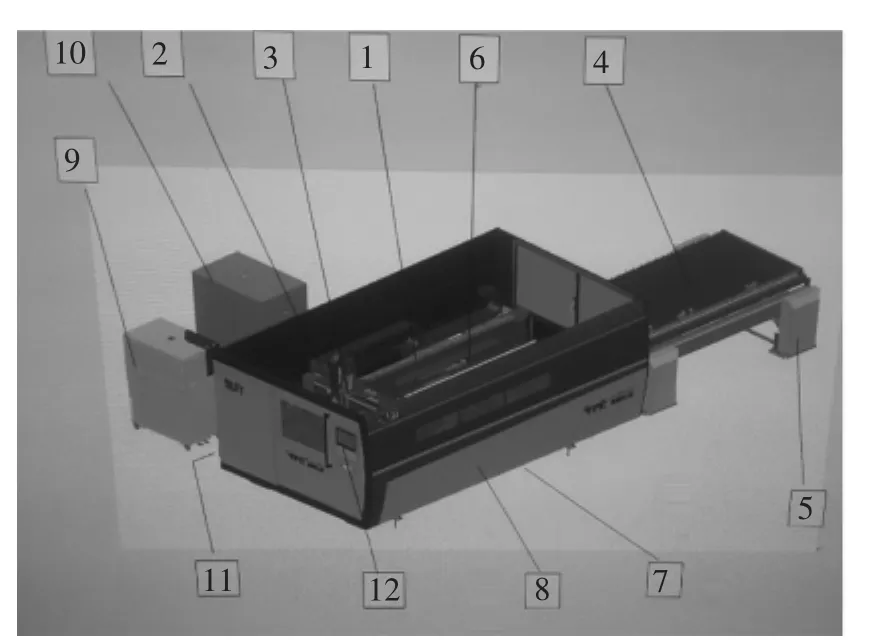
图1 光纤激光切割机结构示意图
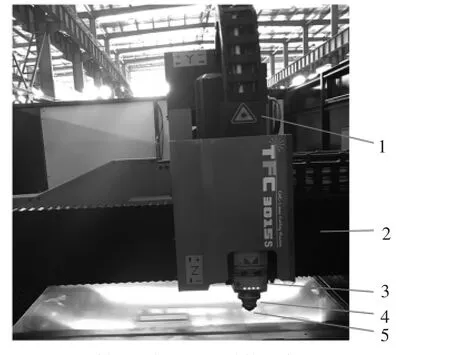
图2 横梁切割头部分结构示意图
2 加工工艺过程分析研究
光纤激光切割机主要加工工艺过程为:制图-编程-机床切割加工。
2.1 制图
制图是指把所需加工的零件画成CAD图(或者转化成CAD图),此道工序,对提高机床加工效率为次要因素,不多赘述。
2.2 编程
编程是指把CAD图转化成机床能够识别加工的程序代码,其流程如下:排版-检查纠错-编译(配刀加工)-生成代码。
2.2.1 排版
合理科学的排版可以提高板材利用率,板材利用率提高,单次加工的零件数量增多,批次产品所需总的加工时间减少,效率提高。
2.2.2 检查纠错
检查纠错能够显示或自动修改错误的图形,包含相同的位置重复(多条)线段纠错,如果没有此道工序,机床会在同一位置进行多次切割,这样的切割是非正常加工,不仅降低效率、浪费成本,还有可能损坏机床。
2.2.3 编译
编译是指把排版后合格完好的CAD图按照生产工艺需求进行配刀加工。
编译对快速稳定生产具有很大作用:①合理的加工路径,可以提高加工效率;②合理的微连接,可以提高机床加工稳定性,即对提高加工效率也有帮助;③合理的共边切割,可以减少切割路径,即可以减少加工时间和加工成本、提高板材利用率;④合理的穿刺方式,也可提高加工效率。
2.2.4 生成代码
生成代码即把编译好的加工图形转化成机床可以识别的代码。对加工效率为次要因素,不多赘述。
2.3 机床切割加工
工人上下板材等辅助工作省略,重点分析程序切割加工过程:①出保护气(切割头镜片防污染);②板材预处理(读取加工数据和定义原点等);③快速定位(蛙跳)到要切割的轮廓;④关闭保护气;⑤出穿刺气体并且执行随动动作;⑥发射穿刺激光(随动动作完成后出光穿刺);⑦关闭穿刺激光;⑧关闭穿刺气体;⑨出切割气体;10发射切割激光(切割轮廓);11轮廓切割结束 (关闭切割激光、切割气体等);12出保护气;13快速定位(蛙跳)到下个轮廓;14循环步骤④~13;15切割加工结束;16关闭保护气体;17程序结束。
针对上述切割加工过程进行分析和试验,需要对机床的加工过程进行改善优化。改善优化的宗旨与目标是尽可能地提高机床的加工效率;保证机床能够安全正常的工作;不能增加机床易损件的消耗。
优化后的切割加工过程如下:①出保护气(切割头镜片防污染);②板材预处理(读取加工数据和定义原点等);③快速定位(蛙跳)到要切割的轮廓。
取消“关闭保护气体”动作,如果需要穿刺和切割出气则只需改变气体种类的选通阀和控制压力的比例阀即可。
取消穿刺功能,即取消上述步骤⑤~⑧,这样可大幅缩短加工工艺过程,但容易导致聚焦镜及保护镜的使用寿命大大缩短,经分析、试验,机床在加工出光瞬间,激光功率大、割嘴离板面近,飞溅的熔渣容易污损保护镜。此时增加功率控制(激光出光功率和切割速度成一定的函数关系)功能,使得机床在出光的瞬间(速度为0)功率控制在一定范围内,可使熔渣变少,从而延长保护镜的使用寿命。
④出切割气体;⑤发射切割激光(切割轮廓);⑥轮廓切割结束,取消"出保护气"动作,因为保护气没有关闭,不需要打开;⑦快速定位(蛙跳)到下个轮廓;⑧循环步骤③~⑥;⑨切割加工结束;10关闭保护气体;11程序结束。
优化后的加工过程由原来的17个步骤缩减为11个步骤。
3 结语
通过上述针对光纤激光切割薄板工艺流程的分析研究,掌握了提高光纤激光切割薄板效率的方法,经大量试验验证,薄板切割加工效率大为提高。
[1] 陈 聪,高 明,顾云泽,等.光纤激光切割铝合金薄板工艺特性研究[J].中国激光,2014,41(6):73-79.
[2] 王荣辉.提高板材切割质量和效率的方法[J].金属加工(热加工),2016,(10):37-39.
猜你喜欢
体育教学(2022年4期)2022-05-05
数学物理学报(2021年3期)2021-07-19
重型机械(2020年2期)2020-07-24
国际木业(2016年4期)2017-01-15
娃娃画报(2016年5期)2016-08-03
国际木业(2016年6期)2016-02-28
焊接(2016年5期)2016-02-27
印制电路信息(2015年6期)2015-12-30
焊接(2015年10期)2015-07-18
天津冶金(2014年4期)2014-02-28
