陶瓷结合剂cBN砂轮的制备及应用
2018-03-28 08:13李志宏朱玉梅
超硬材料工程 2018年1期
李志宏,朱玉梅
(天津大学材料科学与工程学院 教育部先进陶瓷及加工技术重点实验室,天津 300072)
1 前言
现代机械加工技术正加速向高速高效高精加工方向发展。在加工技术各要素中,高性能磨具是实现高速高效高精加工的关键和保证。金刚石( DIAMOND )和立方氮化硼(cBN)是当今世界上已经工业应用的两种超硬材料[1]。这两种材料由于其硬度很高,强度很高,用其制造的磨削工具磨削能力很强,磨削效率高,磨具磨损小,形状保持性好,使用寿命长,所以其在磨削加工方面显示了很大的优势。因此,在磨具制造和磨削应用方面,世界上日益呈现B(cBN,borazon)取代A(aluminum oxide)、D(diamond)取代C(silicon carbide)的趋势,超硬材料磨具的发展速度较快[2,3]。在各类磨具中,砂轮是最常见、应用最广泛、应用量最大的磨具形式和类别。其中,cBN磨料因为惰性高,不与钢铁材料发生某些化学反应,所以cBN砂轮应用范围更加广泛。按照结合剂划分,cBN砂轮有金属结合剂cBN砂轮、树脂结合剂cBN砂轮、陶瓷结合剂cBN砂轮三类。其中,陶瓷结合剂cBN砂轮的性能更加优越,发展最快,特别适合对磨具形状保持性要求很高的成型磨削生产和对磨具寿命要求很高的自动化生产[4,5]。本文结合我们对陶瓷结合剂cBN砂轮的研究实践,就陶瓷结合剂cBN砂轮的特点、制备原则及我们研制的陶瓷结合剂cBN砂轮在主要磨削应用中的情况作简要介绍。
2 陶瓷结合剂cBN砂轮的特点
与其它结合剂cBN相比,陶瓷结合剂cBN砂轮具有如下特性[5-7]:
(1)陶瓷结合剂cBN砂轮具有可控的气孔率。气孔对磨具是重要的,尤其对磨削钢铁的cBN砂轮是非常重要的。陶瓷结合剂cBN砂轮表面的气孔能够为磨屑提供容屑和排屑空间,有利于磨屑从磨削区排除而避免砂轮的堵塞和由此产生的摩擦热。砂轮表面的气孔同时能为冷却液提供通道,使冷却液在磨削接触区及其附近广泛分布。因而使磨削温度较低,减少或避免磨削烧伤。
(2)陶瓷结合剂cBN砂轮的开放式结构使磨粒能够最佳暴露突出而保证砂轮具有极好的自由切削性能和高的工件材料去除速率。砂轮磨削力小,比磨削能低,磨削性能好。
(3)陶瓷结合剂良好的耐热性能使cBN磨料得到充分利用,砂轮使用寿命较长。而树脂结合剂在200℃左右就不能有效地保持磨粒。
(4)陶瓷结合剂cBN砂轮热膨胀系数较小,刚性好,磨削时让刀小,适合高精度低粗糙度磨削。
(5)陶瓷结合剂cBN砂轮容易修整,修正和修锐可一次完成,维护费用较低。
(6)陶瓷结合剂cBN砂轮自锐性较好,修整间隔较长,减少了修整频度。
(7)陶瓷结合剂cBN砂轮化学稳定性好,对磨削液的适应范围较广。
(8)陶瓷结合剂cBN砂轮磨削工件表面完整性好,工件质量高,使用寿命长。
由于陶瓷结合剂cBN砂轮具有上述一系列优点,因而受到世界范围内的广泛关注, 成为世界上磨具产品研究开发的热点。先进陶瓷结合剂cBN砂轮磨削被视为磨加工领域中的高新技术。陶瓷结合剂cBN砂轮作为一类高速、高效、高精度、低磨削成本、低环境污染的高性能磨具产品,它代表了当今磨具产品的一个主要发展方向,应用前景十分广阔。
3 陶瓷结合剂cBN砂轮的制备
陶瓷结合剂cBN砂轮从宏观组成上来看,属于由cBN磨料、辅助磨料、结合剂等材料构成的多组分陶瓷基复合材料。作为磨削加工特定应用的陶瓷基复合材料,我们认为,陶瓷结合剂cBN砂轮的制备一方面应以复合材料的理论为指导,另一方面应以磨削加工理论为指导[4,7]。从复合材料角度,应该注意陶瓷结合剂与cBN磨料及其它组成材料之间的物理和化学相容性:陶瓷结合剂与cBN磨料及辅助磨料之间热膨胀系数应该相匹配,从而保证相互之间的牢固结合;陶瓷结合剂与cBN磨料之间不能有明显化学反应,从而避免cBN磨料表面结构的损坏及硬度等主要性能的劣化;在砂轮制备条件下,cBN磨料及主要材料的性能不能产生退化。从磨削理论角度来看,陶瓷cBN砂轮制备,应根据磨削工件材料的性能(如材质、硬度等)、加工方式、加工余量、加工节拍、加工精度要求等因素,来合理选择cBN磨料的种类、粒度、浓度和砂轮硬度,以适应特定的磨削要求。
陶瓷结合剂是陶瓷结合剂cBN砂轮制备的首要关键因素。我们总结出了结合剂的制备与选择的基本原则:结合剂耐火度及烧成温度要低 ;结合剂的强度要高;结合剂的热膨胀系数与磨料的热膨胀系数要匹配;高温润湿性要好 ;结合剂与磨料之间要无明显的化学反应;结合剂要具有较好的导热性 ;具有良好的工艺性能,较高的干坯湿坯强度,较小的收缩率,较好的高温稳定性,较宽的烧结温度范围,不易出现变形、开裂、发泡等废品。性能良好的陶瓷结合剂是制备高质量陶瓷结合剂cBN砂轮的重要保证。
我们课题组从1990年起开始研究cBN磨具用低温陶瓷结合剂,并提出采用化工原料和试剂原料精确配比的方法来实现结合剂组成和性能的可控性,并研制成功适合cBN磨具制备的结合剂[8]。随后课题组对陶瓷结合剂、cBN磨具用结合剂的组成设计、结合剂制备工艺、结合剂的改性、cBN磨具组成及结构设计、结合剂性能对磨具性能影响等多方面进行了系统研究[9-11],并开发出了新的陶瓷结合剂,完善了cBN砂轮关键制备工艺,形成了具有自主知识产权的cBN磨具制造技术[12]。我们研究的陶瓷结合剂cBN砂轮已经实现产业化,在许多领域得到成功应用。
4 陶瓷结合剂cBN砂轮的磨削应用
4.1 陶瓷结合剂cBN砂轮用于滚刀齿型磨削
目前,陶瓷结合剂cBN砂轮用于高速钢滚刀的齿型磨削。这类cBN砂轮磨削锋利,形状保持性好,其用于滚刀齿面的成型磨削,很好地保证了滚刀的形状精度,显著提高了磨削加工效率。与传统的刚玉砂轮相比,生产效率可提高30%以上,精度等级明显提高,磨削烧伤现象减少,刀具性能和寿命明显提高。此类产品已成功替代了德国知名品牌产品。

图1 滚刀磨床及陶瓷结合剂cBN砂轮Fig.1 Hob grinding machine and vitrified bond CBN grinding wheel

图2 滚刀前刃面磨削及砂轮Fig.2 Grinding of front edge of hob and grinding wheel
1.2 陶瓷结合剂cBN砂轮用于滚刀前刃磨削
陶瓷结合剂cBN砂轮用于高速钢滚刀前刃面的磨削。陶瓷结合剂cBN砂轮较高的锋利度和较低的磨削温度,减少了刀刃的磨削缺陷,提高了刀具切削性能和使用寿命。超硬材料砂轮的高耐用度和低磨损特性,减少了砂轮修整频次,提高磨削生产效率。此类产品已达到德国、日本等国知名品牌产品水平。
1.3 陶瓷结合剂cBN砂轮用于拉刀磨削
陶瓷结合剂cBN砂轮用于高速钢拉刀的磨削,主要用来成型磨削拉刀的容屑槽、分屑槽及齿面。陶瓷结合剂cBN砂轮的使用,很大地提高了拉刀的加工效率和加工质量精度,减少了磨削烧伤。此类产品已成功替代了德国、奥地利等国知名品牌产品。

图3 几种拉刀磨削的陶瓷结合剂cBN砂轮Fig.3 Ceramic bond CBN grinding wheel with several broach grinding
1.4 陶瓷结合剂cBN砂轮用于钻头和铣刀磨削
陶瓷结合剂cBN砂轮分别用于高速钢钻头和铣刀的排屑槽的成型磨削,大切深、高去除速率,极大提高了磨削生产效率,很好地保证了刀具加工精度。
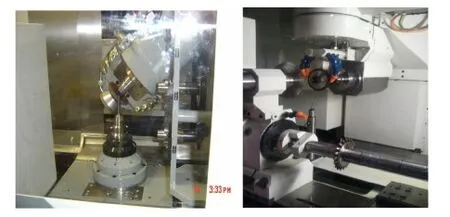
图4 陶瓷结合剂cBN砂轮磨削钻头和铣刀Fig.4 Vitrified bond CBN wheel grinding bit and milling cutter

图5 汽车传动轴部件磨削用cBN砂轮Fig.5 CBN grinding wheel for grinding automotive transmission shaft parts
1.5 陶瓷结合剂cBN砂轮用于汽车传动轴磨削
陶瓷结合剂cBN砂轮用于汽车传动轴万向节球笼沟道成型磨削和保持架内型面的成型磨削。良好的砂轮形状保持性,使砂轮修整间隔增加了20~50倍,减少了砂轮修整频次,提高了生产效率,保证了工件的型面几何精度和工件的一致性。
1.6 陶瓷结合剂cBN砂轮用于转子槽的的成型磨削
陶瓷结合剂cBN砂轮用于液压件和汽车转向器的转子槽的磨削,砂轮优异的磨削能力和形状保持性,大大提高了这些部件的加工精度,保证了同一部件上不同槽之间宽度和深度的一致性,以及不同部件之间的一致性。普通刚玉砂轮的修整间隔为1槽/次,cBN砂轮修整间隔10件/次,每件有10~12个槽,比普通刚玉砂轮延长100倍以上,生产效率提高40%以上。

图6 转子槽磨削机床及cBN砂轮Fig.6 Rotor groove grinding machine and cBN grinding wheel
1.7 陶瓷结合剂cBN砂轮用于汽车油泵定子成型磨削
陶瓷结合剂cBN砂轮用于汽车油泵定子内曲面的成型磨削,砂轮很好的形状保持性和锋利度,保证了加工工件的几何精度和表面质量要求。砂轮的修整间隔长、使用寿命长,减少了砂轮修整和更换时间,保证了高的磨削生产效率。我们研制的这类产品成功替代了国外著名品牌的同类产品。
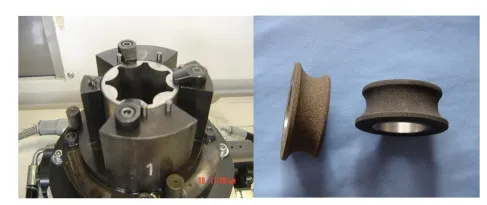
图7 汽车油泵定子及cBN砂轮Fig.7 Motor oil pump stator and cBN grinding wheel
1.8 陶瓷结合剂cBN砂轮用于汽车曲轴磨削
陶瓷结合剂cBN砂轮用于汽车和摩托车曲轴的主轴颈和连杆颈的成型磨削,可以实现轴外径和轴肩的一次磨削,减少了磨削工序。同时砂轮好的磨削性能、较大的磨除速率、很好的形状保持性、较长的修整间隔,都极大提高了磨削生产效率和工件加工质量。与传统砂轮相比,磨削效率可以提高一倍以上。在加工效率、加工精度、砂轮寿命等各主要指标方面,我们研制的曲轴磨cBN砂轮达到了国际同类产品水平,且具有明显的性价比优势。
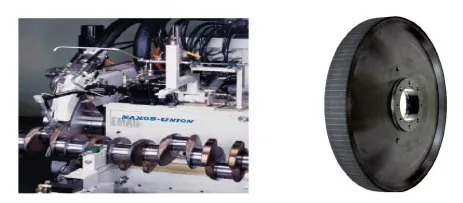
图8 汽车曲轴磨床与cBN砂轮Fig.8 Automotive crankshaft grinding machine and CBN grinding wheel
4.9 陶瓷结合剂cBN砂轮用于汽车凸轮轴的磨削
凸轮轴也是汽车发动机的关键部件,其加工效率和质量很大程度上影响着部件的成本和使用寿命。在全数控磨床上,陶瓷结合剂cBN砂轮工作速度可以达到120~160m/s,使用单片砂轮磨削,加工8凸桃磨削余量达4mm的冷激铸铁凸轮轴,每根轴的加工节拍由普通砂轮的5min缩短到2min,采用双片砂轮磨削时节拍可以缩短到1min之内,砂轮的修整间隔达到普通砂轮的100倍以上,砂轮寿命达到普通砂轮的50倍以上,极大地提高了加工效率、加工精度和部件使用寿命。生产效率的提高、劳动力费用和管理费用的降低,可以使综合生产成本显著降低。我们研制的凸轮轴磨cBN砂轮达到德国、日本、奥地利等国知名品牌同类产品水平。

图9 汽车凸轮轴磨削及使用速度160m/s 的双片结构cBN砂轮Fig.9 Grinding of automobile camshaft and double speed structure CBN grinding wheel with speed 160m/s
4.10 陶瓷结合剂cBN砂轮用于油泵柱塞磨削
陶瓷结合剂cBN砂轮用于汽车油泵柱塞的直槽和斜槽的成型磨削,砂轮锋利,生产效率高,不易产生烧伤和毛刺,磨出的槽尺寸一致性很好。我们研制的cBN砂轮替代了德国勇克磨床上配套的德国知名品牌产品。
4.11 陶瓷结合剂cBN砂轮用于汽车液压挺杆的磨削
汽车液压挺杆是汽车的重要零部件。由于其属于偶件配合,精度要求高。过去采用普通砂轮很难达到精度要求。cBN砂轮形状保持性好,磨削能力强,采用cBN砂轮很好解决了壳体内圆锥度不易保证的难题,并将生产效率显著提高。我们研制的cBN砂轮,磨削效率、加工质量、砂轮使用寿命均优于进口同类产品,为相关企业创造了显著社会经济效益,曾获得省级科技进步二等奖。
4.12 陶瓷结合剂cBN砂轮用于油泵油嘴的磨削
喷油嘴是汽车燃油喷射的关键部件,关系着燃油燃烧和尾气排放的标准水平。喷油嘴加工精度要求很高,如圆度≤0.6μm,锥度≤1.0μm,粗糙度≤Ra0.1μm。我们研制的cBN砂轮,达到国际先进水平,在国内各大油泵油嘴生产企业使用,很好地满足了用户生产要求,取得了很好的应用效果[13]。经过这些年的发展,在品种系列方面不断扩展和完善,以优越的性能和很好的性价比优势,已成为德国、瑞士等国知名企业产品的强有力的竞争者。

图10 汽车柱塞槽成型磨削机床及cBN砂轮Fig.10 Forming machine and CBN grinding wheel for automobile plunger groove

图11 汽车液压挺杆磨削用cBN砂轮Fig.11 CBN grinding wheel for automobile hydraulic tappet grinding

图12 汽车喷油嘴中孔座面和端面磨削用cBN砂轮Fig.12 CBN grinding wheel for grinding the seat and end face of automobile fuel injection nozzle
4.13 陶瓷结合剂cBN砂轮用于轴承沟道和内孔磨削
陶瓷结合剂cBN砂轮用于轴承的内径磨削和沟道磨削,砂轮很好的形状保持性和磨削性能,很好地保证了工件形状的准确性,减少了工件的尺寸分散性,轴承沟道磨削砂轮修整间隔可以达到普通砂轮的40倍以上,轴承内孔磨削砂轮修整间隔可以达到普通砂轮的100倍以上,并大大提高了生产效率。

图13 用于轴承沟道和内孔磨削的陶瓷结合剂cBN砂轮Fig.13 Vitrified bond CBN grinding wheel for bearing raceway and bore grinding
4.14 陶瓷结合剂cBN砂轮用于冰箱、空调压缩机部件的磨削
冰箱、空调是应用很广的家电产品,压缩机是这些产品的核心部件,其产量很大,对自动化生产的要求比较迫切,因而该行业也是较早在生产线上采用数控磨床和cBN砂轮进行高效生产的领域。在主要品牌的生产线上,压缩机的气缸、上法兰和下法兰上的孔,法兰的端面,全部采用陶瓷结合剂cBN砂轮进行磨削,大大缩短了加工节拍,提高了生产效率,保证了工件的一致性。我们研制的cBN砂轮,成功替代了在生产线上广泛使用的日、韩知名企业的产品。

图14 用于冰箱、空调压缩机部件磨削的陶瓷结合剂cBN砂轮Fig.14 Vitrified bond CBN grinding wheel for grinding parts of refrigerator, air conditioner and compressor
4.15 陶瓷结合剂cBN磨盘用于双端面磨削
双端面磨削是一种零部件端面高效加工的工艺,目前广泛用于压缩机阀片、汽车转向器的定子、转子、轴承圈、刀片等多种工件的双端面磨削加工,其单次加工工件数量多,加工时间短,加工效率高,加工工件平面度及平行度好。我们开发的陶瓷结合剂cBN磨盘,达到了德国和韩国知名品牌产品水平,获得了很好的推广应用。

图15 双端面磨削机床及cBN磨盘Fig.15 Double end grinding machine and CBN grinding disc
4.16 陶瓷结合剂cBN砂轮用于机床导轨滑块的成型磨削
陶瓷结合剂cBN砂轮用于精密机床导轨滑块等功能部件的磨削,砂轮优异的磨削能力和形状保持性,大大提高了这些关键部件的加工精度和一致性,砂轮修整间隔比普通刚玉砂轮延长30倍以上,生产效率提高50%以上。而很高的磨削精度和一致性则对高精度机床的制备提供了可靠保证。

图16 机床导轨滑块磨削机床及cBN砂轮Fig.16 Machine tool guide block grinding machine and CBN grinding wheel
5 结束语
由于超硬磨料本身的极高硬度和耐磨性,以及陶瓷结合剂本身的优点,决定了陶瓷结合剂cBN砂轮本身的优异磨削能力、很高的耐磨性和很长的使用寿命。这些砂轮的应用,不但带来磨削效率的提高,而且带来磨削加工精度和表面磨削质量的提高,以及工件一致性的改善。砂轮磨损小,产生的废渣少,对于磨削液的清洁与减少废弃物排放,也有很大好处,属于绿色磨削。陶瓷结合剂cBN砂轮的优越性能使其已经应用于汽车、摩托车、轴承、机床、工具、空调、冰箱、飞机、工程陶瓷等许多领域的部件磨削加工中。随着高端磨削设备的不断出现和推广应用,陶瓷结合剂cBN砂轮在成型磨削、高效磨削、高精磨削等各类磨削中应用会越来越多,应用领域也会越来越广。陶瓷结合剂cBN砂轮的应用一定会为机械加工行业的技术提升、质量提高、增效节能带来显著的经济及社会效益。
[1] 王秦生.超硬材料及制品[M].郑州:郑州大学出版社,2006,1-6.
[2] 张奎, 张相法, 王光祖. 立方氮化硼在现代加工技术中的地位和作用[J]. 超硬材料工程,2013 (1): 47-52.
[3] Kopac J, Krajnik P. High performance grinding-a review[J]. J. Mater. Proc. Technol. 2006,175,278-284.
[4] 李志宏主编. 陶瓷磨具制造[M]. 北京:中国标准出版社,2000,299-303.
[5] Subramanian K., Lindsay R.P. A systems approach for the use of vitrified bonded superabrasive wheels for precision production grinding[J]. Journal of Engineering for Industry,1992,114(1):41-52.
[6] Juchem H.O.,Cooley B.A.Vitrified bond ABN tools and their advantages[J].Industrial Diamond Review,1983,43(499):82-84.
[7] 李志宏, 袁启明,杨正方,等.陶瓷结合剂立方氮化硼磨削工具材料制备研究[J].复合材料学报,2003,20(5):39-43.
[8] 李志宏,朱玉梅,王秦生,等.“cBN磨具用低温陶瓷结合剂的研究及应用”研究报告[R].郑州工业高等专科学校,1997.
[9] Zhang Aiju, Li Zhihong , Li Zicheng, zhu Yumei, Raw materials selection applied to glass bonding for vitrified CBN grinding wheels[J].Journal of Materials Science, 2008,43(12): 4303-4308.
[10] Li ZH, Zhang YH, Zhu YM, Yang ZF, Study on Sintering of Vitrified BondCBN GrindingTool[J].Key Engineering Materials,2005,280-283,1391-1394.
[11] 王鹏飞, 李志宏,朱玉梅. 添加Li2O对陶瓷结合剂性能的影响研究[J]. 金刚石与磨料磨具工程, 2006,156(6):63-65.
[12] 朱玉梅,李志宏.低温高强微晶玻璃陶瓷结合剂[P].中国专利,CN200710150757.9
[13] 李志宏,朱玉梅,张祥生,等.磨喷油嘴陶瓷结合剂cBN砂轮的研制及应用 [J]. 金刚石与磨料磨具工程, 1998,107(5):2-4,12.
猜你喜欢
表面技术(2022年2期)2022-03-03
金刚石与磨料磨具工程(2021年3期)2021-12-06
模具制造(2021年6期)2021-08-06
中国安全生产科学技术(2018年11期)2018-11-30
制造技术与机床(2018年10期)2018-10-13
精密制造与自动化(2018年3期)2018-09-19
河北农机(2016年4期)2016-08-16
工业设计(2016年1期)2016-05-04
焊接(2015年5期)2015-07-18
电子工业专用设备(2015年8期)2015-05-18