
适合挑战性应用的创新型光纤激光技术
2018-03-22 02:13JarnoKangastupa
金属加工(热加工) 2018年3期
■ Jarno Kangastupa
光纤激光器虽已广泛用于金属焊接与切割领域,但业界仍在不断努力拓展光纤激光器的功能,改善其在制品质量、产量和加工成本方面的优势。相干公司近期取得的突破之一即成功研发了可调节环形光斑模式光纤激光器(HighLight FL—ARM)。
光纤激光器焊接特性
光纤激光器已在许多应用领域取代了CO2激光器,但并不是所有情况下都具有优势。有时光纤激光器会造成更严重的飞溅,污染工件、夹持机构和防护镜片。清除这些污染会带来额外的加工流程,更高的成本和更低加工效率。此外,材料的喷射也会造成材料本身的损失和侧面切口,从而降低了焊缝的机械强度和质量。之所以存在这种问题,原因通常在于大多数金属对近红外光纤激光器输出波长的吸收要强于更长的CO2激光波长。这种高吸收率会导致材料更快被加热,而这种加热被限制在较小区域内,这两方面因素致使熔池变得动荡无序。
另外,为了消除飞溅问题,过去采用的方法包括在远低于大气压力(毫巴范围)的环境中进行激光加工,或大幅降低加工速度。但这些解决方案要么降低生产效率,要么在实际应用方面存在困难,并且牺牲了光纤激光器固有的优势。
FL—ARM 技术
相干激光公司位于芬兰坦佩雷的应用实验室通过大量研究证明,改变聚焦激光光斑在工件上的强度分布,使之明显区别于传统的单峰高斯分布,即可实现高速且无飞溅的金属加工解决方案。其中,这项研究说明如果采用环形分布的光束,同心环绕在一个中心由高斯分布构成的光束是有效的途径。
利用相干激光公司工厂(前Corelase公司)开发出的 FL—ARM 环形激光合束器和传输光纤,使这种不同寻常的光纤激光聚焦光斑配置得以成为现实。该光纤采用传统圆形纤芯,外覆另一层环形截面的光纤纤芯。
FL—ARM 可整合到四个独立的光纤激光器模块,最大总输出功率可达到 2.5~10kW。无论具体配置如何,在任何情况下,整体光束分布(即中心和环形部分功率)均可按需独立调整。中心和环形光束分别采用独立的闭环功率控制系统,这也能确保整体功率调节范围内(标称最大输出功率的 1%~100%)的出色稳定性。纤芯和环形光束甚至可以独立调制,重复频率高达 5kHz。
在这种布局中,内部光束与外部光束二者间的功率比实际上有无限可能的组合。尽管如此,所有这些组合均大致上可分组为几种基础配置(见图1)。这些基本模式可进行调整来提供广泛的工艺特性,从而以最优方式满足各种应用的需求。我们下面研究一些实际应用,这将有助于我们充分理解特定情况下通过 FL—ARM实现的显著工艺改进。
焊接镀锌钢
用于汽车车身和其他应用的镀锌钢需实现零间隙搭接焊,这对激光焊接提出了挑战。与钢相比,锌的沸点较低,这意味着锌会首先蒸发,所产生的气压可能会将钢液吹走。这会造成不一致的焊缝,并且后续还要清理飞溅的材料。
过去,这个问题的处理方法包括在材料上造窝,或者在板材之间添加垫片,从而留出一定的空间,让气化锌能够以受控的方式泄放到匙孔侧面,而非顶部。但是,如果部件具有三维的复杂形状(比如车门),那么就很难在板材之间保持一致的小间隙。相较而言,制造将部件紧密夹持在一起的夹紧装置要容易得多。
FL—ARM 无需在部件之间留出任何间隙即可顺利焊接镀锌钢板。经过调整的光束能在中心和环形位置输出功率,而不会形成传统的单一激光光斑。焊接主要由环形光斑完成,其中整个焊接工艺又分为两个步骤。首先,外环前沿会预热工件,而执行焊接所需的额外能量则由环形光斑的后侧部分提供。通过将所提供的激光能量分成两部分并将其分散到更大面积的区域,即可产生更大的熔池,降低材料中的温度梯度。所有这些特点都有助于减少飞溅。
位于中心的光斑能够维系深熔孔(匙孔)的存在,以便将熔融材料推向侧面。这使得锌气体很容易通过中心排出,即使零件采用零间隙的方式夹持在一起时也不会产生任何飞溅。
使用光纤激光器加工的镀锌钢(板材之间无间隙)焊缝中的空隙横截面如图2a所示, 使用FL—ARM 以3.3m/min加工速度焊接的1.25mm镀锌钢板的焊缝横截面如图2b所示,可见该焊缝表现出优异的均匀性和无孔特性。
此外,由于环形光束是旋转对称的,所以无需跟随焊缝的方向调整光束方向,而在弧形或其他形状的工件上,焊缝的方向变化往往较为显著。因此,这种方法能极大地简化工艺实施。
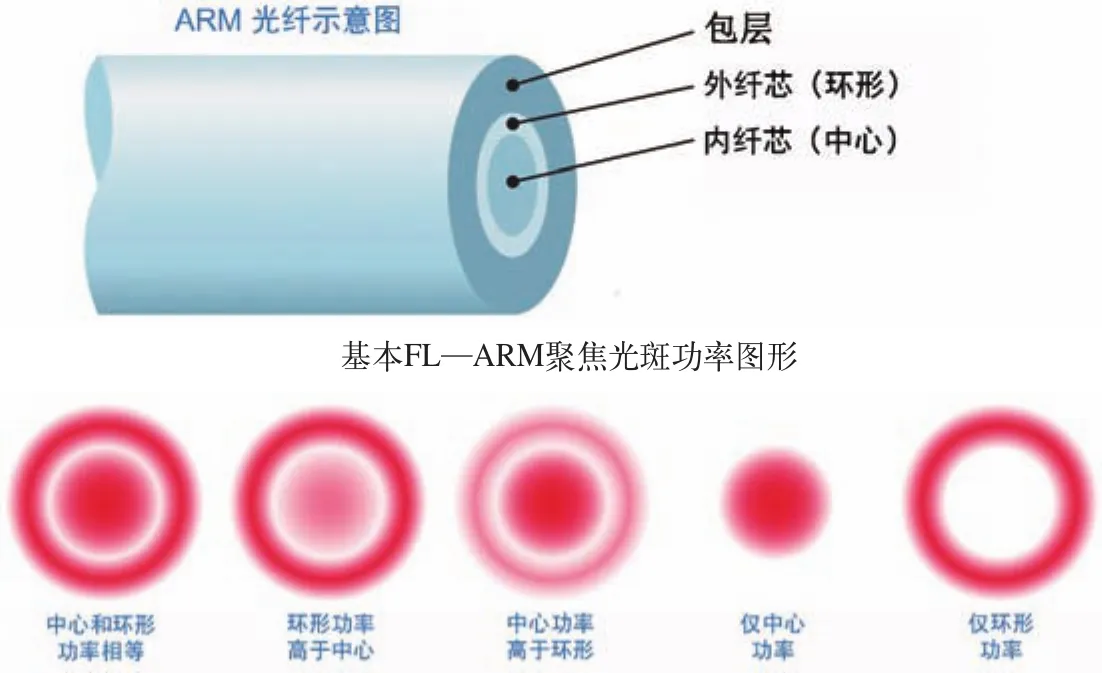
图1 简化的 ARM 光纤示意图以及聚焦激光光斑中可能出现的五种基本功率模式
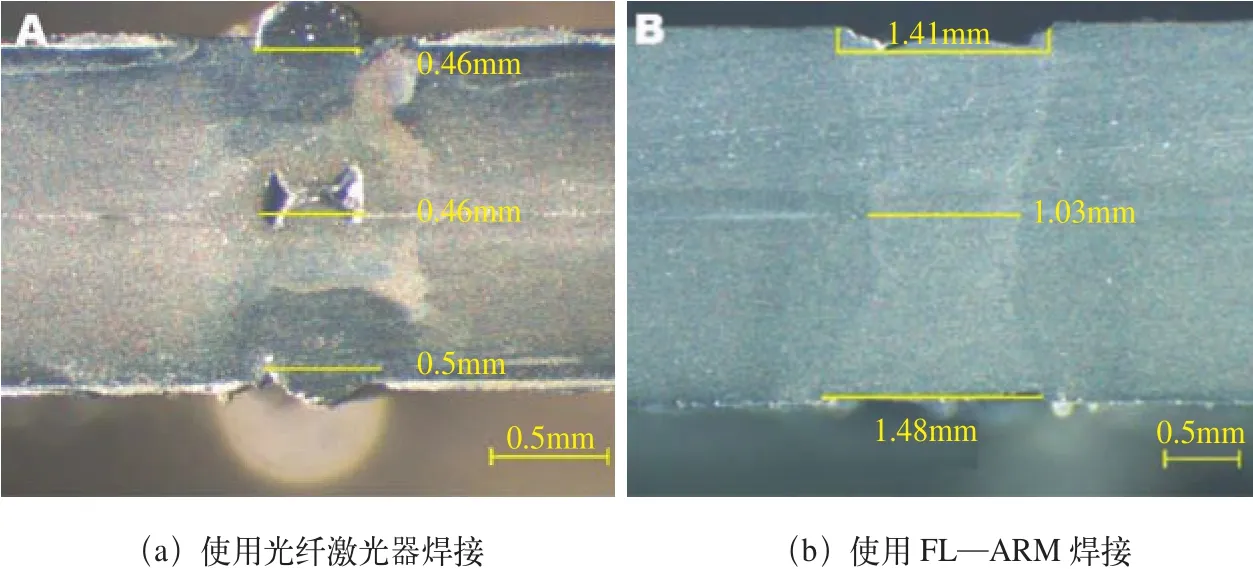
图 2
铝焊接
铝这种材料对近红外线的吸收率相对较低,因此使用光纤激光器进行焊接的难度较大。较小且不可预测的吸收率变化可能会导致熔深发生变化,进而造成多气孔和驼峰状等焊接缺陷。
在汽车行业中,一个主要应用是焊接电动汽车中使用的动力电池。在传统工艺中,由于电池壁很薄(<1mm),这种铝制电池壳体的密封是使用激光传导焊接实现的。然而,传统工艺很难达到充分的穿透深度,在形成足够高焊接强度的同时,保证足够低的孔隙度,从而防止水分渗入。但是,使用更高的激光功率实现更深穿透(匙孔)的焊接会使壳体变形,并且几乎总是会导致一定程度的飞溅。
在这种应用中,可以采用FL—ARM 激光器成功执行深熔焊接,从而实现无材料变形的高强度焊接。同样,其中心和环形部分的光束功率均可配置。
结语
光纤激光器广泛用于多种工业加工,尽管如此,没有任何一种产品能放之四海而皆准,成为所有情况下的最优选择。正因如此,Coherent—Rof i n 等激光器制造商开发出多种不同的光纤激光器。在此基础之上,公司以丰富的工艺知识支持这些产品,帮助用户拓展其实用性,提高产量,并降低生产成本。
猜你喜欢
阅读(科学探秘)(2022年5期)2022-06-07
表面工程与再制造(2022年1期)2022-05-25
奥秘(2021年3期)2021-04-12
阅读(高年级)(2019年9期)2019-11-15
阅读与作文(小学高年级版)(2019年8期)2019-10-16
表面工程与再制造(2019年3期)2019-09-18
小资CHIC!ELEGANCE(2019年28期)2019-09-12
中国医疗美容(2015年1期)2015-07-12
红领巾·探索(2014年1期)2015-03-16
汽车维护与修理(2015年6期)2015-02-28
