个性化唇侧自锁托槽的设计与有限元分析
2018-03-21 05:48张洪,盛亚,,张弓
机械设计与制造 2018年3期
张 洪 ,盛 亚 ,,张 弓
(1.广东工业大学 机电工程学院,广东 广州 510006;2.广州中国科学院先进技术研究所,广东 广州 511458)
1 引言
近二三十年里,自锁托槽广泛的应用于牙齿正畸治疗过程中,自锁托槽的治疗周期短而且不需要结扎丝进行固定大大减少患者的治疗时间和椅旁操作时间,能够有效地提高正畸矫治效率。德国设计的BioQuick个性化舌侧托槽底板根据患者牙面的不同情况在计算机中进行精确的设计,定位精度高,粘接面积大,消除了需要依赖粘接剂厚度补偿的弊端,可以大大减少因粘结厚度造成的误差[1],所以设计的托槽底板与牙齿表面形状的相似度高的同时,粘结致密性也会有所提高。由于舌侧托槽在临床操作中比较复杂,所以一直未得到广泛的应用,因此设计个性化唇侧正畸托槽是未来发展的趋势,必须根据每位患者牙齿的唇侧形态特征而设计。我国市场上广泛使用的是传统自锁托槽,在治疗过程中弓丝与托槽槽沟不能充分接触,导致对牙齿的三维控制力较差。为此,为了克服传统自锁托槽底部端面不能个性化匹配患者牙齿表面外形和不能调节对牙齿的三维控制力的问题,为唇侧正畸托槽的个性化设计与研究提供新方法。即采用逆向工程技术与运用计算机正向建模相结合,并结合有限元分析技术以及快速成形技术,对患者的唇侧面牙齿高度匹配的纯钛个性化可调式自锁托槽进行设计与分析。
2 技术流程
首先是采用正向与逆向方法相结合的方式设计出托槽的模型,然后运用Pro/E与有限元软件无缝连接技术,把设计好的托槽模型导入Ansys中,进行托槽整体结构静力学分析,验证设计的正畸托槽在口腔复杂的受力情况下能否保持稳定的形态并且不产生破损。具体流程,如图1所示。

图1 设计、分析与制造流程图Fig.1 The Flow Chart of Design,Analysis and Manufacturing
3 实体模型设计
3.1 托槽基座设计
目前大多数建模都是采用传统的CAD/CAE建模[2],所建立的模型与实际模型的相似度相差很大,而且传统的建模过程在整个有限元分析过程中消耗了大量的时间,因此减少建模时间和提高模型相似度变得尤为重要,近年来CT技术广泛用于各种医学生物组织结构建模[3]。运用逆向CT扫描技术与正向CAD建模技术相结合的方法进行托槽基座模型设计,对比于传统的正向工程建模方式获得的数字化模型,其优点是复杂的曲面造型获取相对比较容易,能实时根据不同的需求对模型外观做出较优的修改,同时还节省了大量的建模时间。具体的建模过程,如图2所示。先用CT扫描仪对任意一名志愿者干颅骨进行扫描,然后将获得的断层图像数据以Dicom格式输出并导入到MIMICS10.0软件中,然后通过相关的处理即可得到唇侧面牙齿曲面模型。在任取某一牙齿的唇侧曲面为参考面进行建模,设计正畸托槽模型的底板,在将托槽基座外观形状进行修改即可获得具有与牙齿唇侧面相匹配的自锁托槽基座。具体的建模过程各阶段获得的模型图,如图3所示。

图2 基座模型设计流程图Fig.2 The Flow Chart of the Bracket Model Design

图3 建模各阶段模型图Fig.3 The Model Diagrams at Each Stage
3.2 可调式自锁装置的设计
为了克服传统自锁托槽不能有效的对牙齿进行三维控制的这一缺陷,专门设计了一种新型调节装置。该装置主要由托槽盖、旋转螺套、固位挡环和上下移动螺钉等零部件组成。该新型装置的设计原理是:托槽盖与托槽基座采用固定粘结装配在一体,旋转螺套与上下移动螺钉构成调节装置,该装置置于托槽盖内,旋转螺套顶端用固位挡环进行轴向约束固定在托槽盖内,旋转螺套中部过渡部位与托槽盖内部进行配合用来约束调节装置,使调节装置固位于托槽盖之中,上下移动螺钉的两侧端面分别于相应的托槽槽沟面面配合,通过旋转螺套来控制螺钉的上下移动进而实现对牙齿的移动控制。根据上述可调式装置的原理相应的设计其相关零部件,并与托槽基座组成装配体。其装配体图和分解视图,如图4所示。
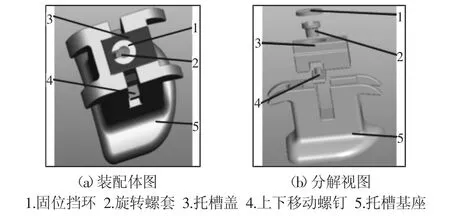
图4 自锁托槽模型Fig.4 The Model of Self-Ligating Bracket
4 有限元分析
随着计算机技术的发展,现在的有限元软件能够精确模拟各种材料属性[4],且已经被证明能够广泛的解决从基础到临床的一系列复杂的问题[5]。但目前的口腔医疗器械研究大都运用线性接触的方式对其进行研究。但在实际上非线性有限元接触分析更加真实的反映仿真分析结果[6]。非线性有限元接触分析能利用有限元技术既能真实而又有效地预测自锁托槽在一定的载荷工况下是否会造成破坏而失去作用,增加治疗过程的可预见性。
4.1 有限元理论分析

形状改变比能理论认为,引起材料塑性屈服的主要原因是形状改变比能。无论材料处于何种应力状态,只要形状改变比能达到单向拉伸屈服时的形状改变比能值,该材料就发生塑性屈服。单向拉伸屈服时的形状改变比能为:

材料的破坏形式比较复杂,但其主要破坏还是塑性变形和脆性断裂两种形式。实验选取的材料是纯钛,其破坏形式主要是塑性屈服,所以应该采用最大剪应力理论(第三强度理论)或形状改变比能理论(第四强度理论)。第三强度理论认为引起材料塑性屈服的主要因素是最大剪应力引起的,在复杂的应力状态下,材料发生破坏的强度条件是

但是,从式中可以看出该理论忽略了中间主应力的影响,实际上σ2对材料的屈服是有一定的影响的,如果忽略这种影响,那么我们所得的结果将会带来多达15%的误差[7]。第四强度理论认为材料在受到外力的作用下产生变形,同时在体内储存了变形能,与形状改变相对应的单位体积内所存储的变形能称为形状改变比能,在复杂的应力状态下,形状改变比能的表达式为:
按照该理论所得的材料塑性屈服条件是

根据式(2)~式(4),整理后得到的屈服条件为:

σs除以安全系数即可得到第四强度理论的强度条件为:

比较上述两种强度理论,可以看出对于塑性材料,形状改变比能理论准则充分考略了σ1、σ2、σ3等三向主应力的影响,比最大剪应力理论更加符合实际结果。为此,该分析结果是采用等效应力Von Mises为衡量应力水平的指标,Von Mises应力是按照第四强度准则定义的一种综合应力,其表达式为:

Von Mises是正应力与剪应力的组合,主要用来描述结构受复杂应力状态下的应力情况。所以只要不超过材料的许用等效应力即Von Mises应力,则认为是安全的。
4.2 有限元模型建模
为了提高有限元分析模型的相似度,增强结果的可靠性,需要进行静力学分析(Static Structural)。
4.3 材料及边界载荷条件
研究假设模型中的装配体的零部件的材料为均质、连续、各向同性的线弹性材料,材料受力为小变形[8]。有限元模型的网格单元采用的四面体单元,模型的单元数和节点数分别为203,818和124,056。实验用的是纯钛材料,其材料性能参数[9],如表1所示。由于托槽盖与托槽基座之间是用特殊的粘结材料进行粘结的,所以它们之间设置为绑定(Bonded)连接,为更加真实的模拟实际的接触情况,其它表面之间都采用有摩擦(Frictional)接触,参考了设计手册中常用材料的属性,可得钛金属相互间摩擦系数为0.35[10]。由于人体在咬合过程中口腔内受力状态比较复杂,因此粘结在牙齿表面的托槽在口腔内的各个方向上都有可能受到力,而且到所受到力的大小和作用方向都可能会有差异,但是在正常情况下,一般人体的咬合压力不会超过200N[11]。为模拟真实状况,在托槽基座的底面施加固定约束,相当于粘结在牙齿表面上,在托槽的上部结构中心(即托槽盖上表面)从(0~180)°多个方位加载200N的表面载荷,属于外部加载工况,然后从托槽沟内部向托槽盖的中心(0~180)°加载200N的表面载荷(即模拟咬合过程中弓丝对托槽的施力情况),属于内部加载工况[12]。外部的某一工况下施加边界载荷模型,如图5所示。外部加载条件下的四个典型角度工况下的分析,如图6所示。

表1 钛的材料性能参数Tab.1 Titanium Material Properties

图5 模型载荷与约束施加图Fig.5 The Loading and Constraint of the Model
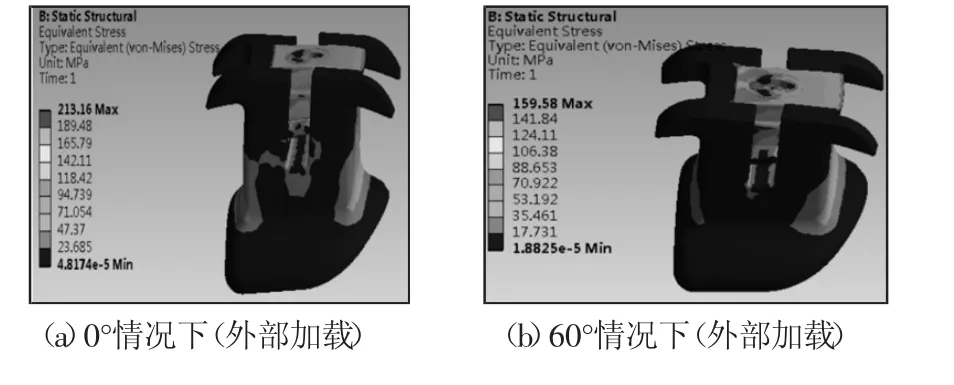

图6 四个典型工况下的分析Fig.6 The Analysis of Four Typical Operating Conditions

图7 两种工况下的应力云图Fig.7 The Stress Nephograms Under the Two Conditions
4.4 有限元结果分析
通过Ansys workbench 15.0分析之后,我们得到在两种加载方式下的不同角度工况下的托槽模型应力峰值变化云图,如图7所示。可以看出,该托槽的整体结构受力相对均匀,都是集中在托槽盖和托槽沟以及与它们相互接触的部位。从图7(a)可以看出,当为外部加载情况时,不同角度下的最大等效应力值大致呈V型折线形状分布,应力的最大值为213.36MPa,最小值为60.465MPa,(0~100)°的范围内最大应力是不断减小的,100°到180°范围内最大应力又不断的增加;从图7(b)可以看出,当为内部加载情况下时,应力的最大值为303.85MPa,最小值为217.06MPa,(0~90)°之间的最大应力变化是逐渐减小的,变化趋势是不断减小,(90~120)°之间的最大应力变化是缓慢上升的,但变化不大,(120~170)°之间的最大应力变化是不断上升的。比较两种加载方式下的应力值,可以得出最大Von Mises应力出现在从托槽沟内部向托槽盖的中心加载的工况下,当表面载荷与模型Y轴呈170°时,模型的最大应力峰值取得最大值即303.85MPa,低于纯钛材料的屈服强度,所以该自锁托槽的结构强度非常可靠,不会因为受到复杂的口腔外力而出现断裂或发生变形。
5 快速成型
SLM快速成型技术是在原有的SLS技术的基础上进行改进,直接利用金属粉末成形而不要需要粘结剂的新兴制造技术,被认为是近年来制造领域的一次重大突破,SLM技术也逐渐应用于医疗器械中[13],其加工工艺过程简单,制造过程中无需模具,具有高精度、高性能等特点。该技术原理是通过高能激光束逐层熔化金属粉末,层层堆叠后形成最终的工件。该技术所制备的金属件密度接近100%等优点,是目前增材制造技术中的主要发展方向。正畸托槽的模型经有限元分析满足性能要求后,就可以将模型通过SLM成型机进行3D打印,快速成型流程,如图8所示。将托槽的三维模型在建模软件Pro/E中添加薄壁支撑,转换为STL格式保存。将转换的STL格式文件导入激光成形设备的控制设备中,然后用该设备的控制软件对导入的模型文件进行切片和扫描路径生成处理,并生成相应的路径文件。对增材制造设备成型过程的参数进行设置,选择合理的参数并进行打印。中,具体参数,如表2所示。纯钛个性化自锁托槽三维模型经分层累加的方式生成医用自锁托槽。加工结束后,从设备中取出零件,并去除薄壁支撑,形成最终的自锁托槽,其纯钛实物,如图9所示。

图8 快速成型流程图Fig.8 The Flow Chart of Rapid Prototyping

表2 SLM成型参数Tab.2 SLM Forming Parameter

图9 快速成型的正畸托槽Fig.9 The Orthodontic Brackets of Rapid Prototyping
6 结论
(1)采用逆向工程建模技术和正向工程建模技术相结合的设计方法,减少建模时间,缩短了设计周期,最大程度地实现了与患者相匹配的个性化自锁托槽基座的设计与建模。
(2)设计了一种新型调节装置,克服了传统自锁托槽不能有效的对牙齿进行三维控制的缺陷。
(3)运用FEA有限元分析技术,精确的模拟了该托槽在受到复杂的口腔外力作用下的应力分布情况,从而避免该托槽粘结在牙齿唇侧表面的可能发生的的问题,增加了可预见性。
(4)利用CT技术和三维建模软件Pro/E将建立好的模型通过无缝接口导入有限元分析软件ANSYS中进行分析,实现多种软件的优势互补,提高了工作效率,实现了自锁托槽的个性化设计与分析,为自锁托槽的设计与研究提供了新方法。
(5)采用SML激光快速成形技术的纯钛托槽,精度好、致密度高,实现了自锁托槽的个性化无模制造,缩短了制造周期,为自锁托槽的制造提供了新方法。
[1]李兴元,郝志蓉.个性化舌侧矫正器的制作和应用[J].中国药物与临床,2015(5):702-704.(Li Xing-yuan,Hao Zhi-rong.The production and application of perso nalized lingual orthotics[J].Journal of Chinese medicine and the clinical,2015(5):702-704.)
[2]Hendrikson WJ,van Blitterswijk CA,Verdonschot N.Modeling mechanical signals on the surface of Mct and CAD based rapid prototype scaffold models to predict(early stage)tissue development.Biotechnology and Bioengineering,2014,111(9):1864-1875.
[3]陈灼彬,万磊.医学有限元的建模方法[J].中国组织工程研究与临床康复,2007,11(31):6265-6267.(Chen Zhuo-bin,Wan Lei.Medical finite element modeling method[J].The Chinese Tissue Engineering Research and Clinical Rehabilitation,2007,11(31):6265-6267.)
[4]Yue X,Wang L,Wang R.Tissue modeling and analyzing with finite element method:a review for cranium brain imaging.Int[J]Biomed Imaging,2013:781603.
[5]Allahyar Geramy,Atefe Saffar Shahroudi.Fixed versus removable appliance for palatal expansion;a 3D analysis using the finite element method[J].Journal of Dentistry,Tehran University of Medical Sciences,2014,11(1):75-84.
[6]Murakami N,Wakabayashi N.Finite element contact analysis as a critical technique in dental biomechanics:a review[J].Prosthodont Res,2014,58(2):92-101.
[7]刘达,和兴锁.工程力学[M].西北工业大学出版社,1997.(Liu Da,He Xing-suo.Engineerin Mechanics[M].Northwestern Polytechnic University Press,Xi'an,1997.)
[8]Sung SJ,Baik HS,Moon YS.Comparative evaluation of different compensation curves in the lingual and labial techniques using 3D FEM[J].Am J Orthod Dentofacial Orthop,2003,123(4):441-450.
[9]Chen J,Lu X,Paydar N.Mechanical simulation of the human mandible with and without an endosseous implant[J].Med.Eng.Phys.1994,16(1):53-61
[10]徐灏.机械设计手册[M].北京:机械工业出版社:1991.(Xu Hao.Mechanical Design Manual[M].Beijing:mechanical industry publishing house,1991.)
[11]Kitamura E,Stegaroiu R,Nomura S,Infulence of marginal bone resorption on stress around an implant-a three-dimensional finite element analysis[J].J Oral Rehabil,2005,32(4):279-286.
[12]朱鲲.可调式自锁托槽的摩擦力研究及有限元分析[D].济南:山东大学,2008.(Zhu Kun.Adjustable self-locking braces research and finite element analysis of the friction of the[D].Ji’nan:Shandong University,2008.)
[13]Pham D T,Gault R S.A comparison of rapid prototyping technologies.International Journal of Machine Tools and Manufacture,1998(38):1257-1287.
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
昆明医科大学学报(2021年12期)2021-12-30
上海节能(2020年3期)2020-04-13
小天使·一年级语数英综合(2017年8期)2017-08-04
小天使·一年级语数英综合(2016年11期)2016-11-28
中国医学创新(2015年28期)2015-12-30
汽车实用技术(2015年8期)2015-12-26
创新作文(1-2年级)(2015年11期)2015-11-28
小天使·一年级语数英综合(2014年9期)2014-09-12
船海工程(2013年6期)2013-03-11