
FANUC原装手轮的一次奇异干扰现象的维修
2018-03-20 04:42蒋立
制造技术与机床 2018年2期
蒋 立
(江苏新瑞重工机床工程部,江苏 常州 213166)
1 故障及排查
2014年5月,新瑞重工机床客服部接到溧阳新华机电公司的报修电话。据用户反映,一台配备FANUC-31iMA系统的TK42200-400 机床,在寻找工件零点时,机床的手轮时而失灵,出现轴正向进给却静止不动,机床的坐标值却依然增加的故障现象。这一故障将导致工件零点的坐标值不准确,如果继续加工将导致工件报废。
维修人员携带备件赶往现场,更换了手轮和手轮电缆后,故障依旧,因而向电气技术部寻求支持。同时,维修人员向公司客服部描述了更加具体故障现象,维修人员在操作过程中,很难出现那个问题,而机床的一位操作工比较容易使故障现象出现。
笔者赶赴现场后,确认了故障现象描述属实。但在两个小时的排查中,笔者一次都没有使故障出现,但操作工却使故障出现了3次。笔者也观测到了更奇怪的现象,快速旋转手轮时,选定的机床轴都能随时按选定方向移动,但进给量是否与手轮发出的脉冲量严格相等却不能确定。在寻找工件的零点时,进给量以0.01 mm为单位,手轮旋转速度很低,这时候才能观测到选定的机床轴没有按照选定方向同步进给,甚至是反向退回。
笔者猜测是干扰,但干扰源是什么,从哪个环节进来的,却无从知道。检查了机床床身、电柜的接地连线,都符合标准。
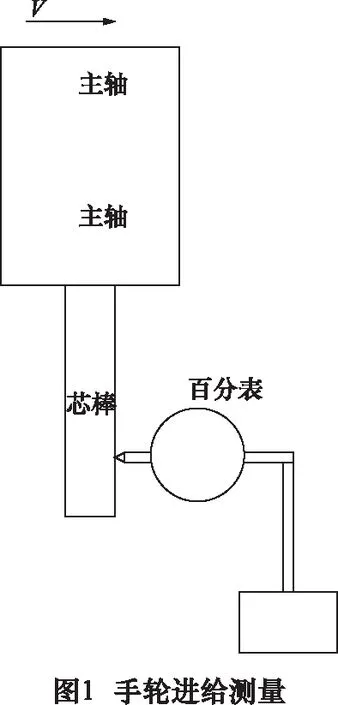
笔者拖着长长的手轮电缆,站在工作台上,慢速断续旋转手轮,一直重复操作工的动作,希望能亲手复现一下故障现象。测量方法如图1。
当手轮进给量处于0.01 mm档位时,每拨动手轮一格,机床对应轴移动,百分表指针应该变化一格(0.01 mm)。
如果机床移动量与手轮拨动的格数不等,或者方向相反,则认为出现故障。
故障终于出现,但仍然时有时无。正在这时有电话打进来,笔者把手伸进裤子口袋时,摸到一串钥匙!笔者突然意识到,就是这串钥匙导致了这个故障发生!
2 手轮的工作原理
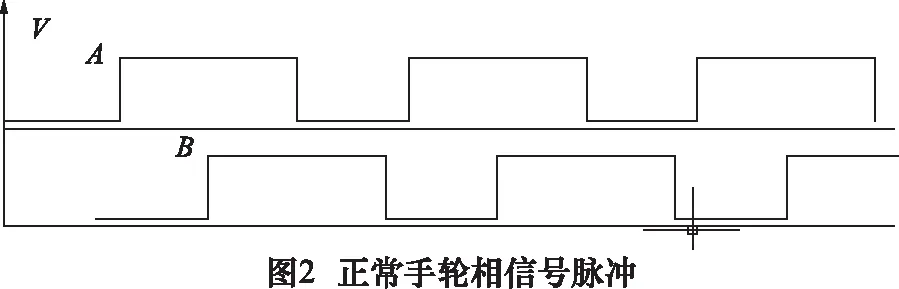
正常手轮的A、B相信号脉冲如图2所示,A、B信号电角度相位差为90°,如果规定先收到高电平的顺序A→B为手轮的顺时针旋转,那么逆时针旋转时高电平的顺序就是B→A。A、B信号的高电平电压范围3.6~5.0 V,手轮的工作电压是5 V。
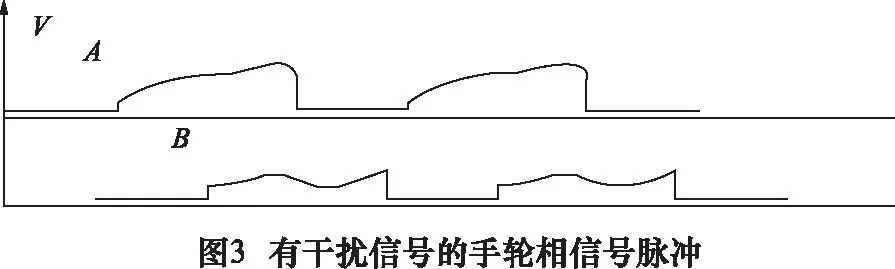
如果A、B相信号脉冲受到干扰,低于CNC接受的门限值,如图3所示,那么CNC就认为没有收到脉冲,对应的轴也就没有移动。
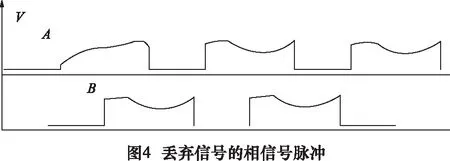
如果A、B信号脉冲如图4所示,第一个A脉冲因幅值不够被丢弃,那么CNC接受高电平的顺序就是B→A,则手轮被认为逆时针旋转,那么,机床的轴就会以相反的方向倒退。
这个手轮和手轮电缆都是日本FANUC公司原装产品,FANUC的手轮电缆是没有屏蔽层的,手轮电缆中的导线采用双绞线。A、B信号跳变感应出钥匙串的涡流,而这个涡流反过来又影响了A、B信号的完整性。因为手轮的转向信号由A、B相信号的相位差决定,A、B相信号在电角度上相差90°,如果A、B相信号被干扰,CNC就不能收到有效的A、B脉冲,也就不能确定机床轴的进给方向和进给量。
当手轮电缆靠近工件时,也很会产生这个故障,但在寻找工件零点时,手轮电缆处于拉紧悬空状态,离工件大约20 cm,所以,此种情况故障很少发生。
在快速连续旋转手轮时,A、B的脉冲信号对外界的干扰相互抵消。
3 故障排除
因为之前已经大量使用FANUC的原装手轮电缆,从没有这个问题,笔者找到用户公司设备部的人员,一起检查动力线的配置。果然地线采用了如图5所示的布线(粗线条)。而该操作工左手腕上戴有一只钢质手表。
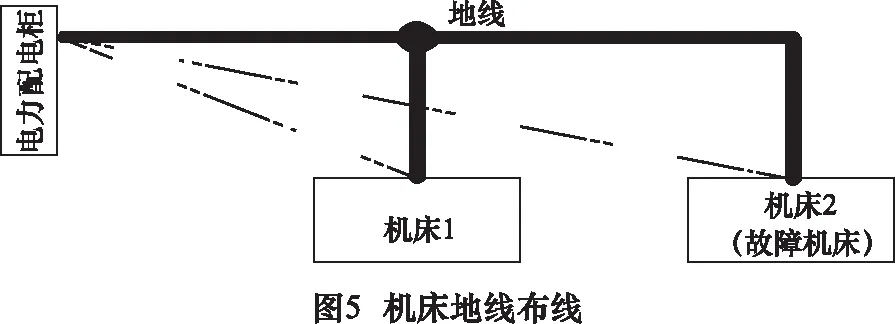
这样,机床1电气“地”是稳定的,而机床2的电气“地”因为机床1的干扰致使“地”电位不稳定,导致CNC收不到完整有效的手轮A、B脉冲信号。
合理的地线连接应采用图双色划线表示的方法,每台机床应单独有一根地线,而不是共用其他机床的地线。
因用户的动力线配置一时难以更改,公司客服部给用户寄了一条带屏蔽层的国产手轮电缆,在电缆屏蔽层与PE线可靠连接后,圆满地解决了这个问题。
猜你喜欢
山西电子技术(2022年1期)2022-02-28
设备管理与维修(2021年1期)2021-03-05
设备管理与维修(2020年23期)2021-01-04
科技传播(2019年15期)2019-08-22
科学与技术(2019年17期)2019-04-16
制造技术与机床(2018年10期)2018-10-13
科技创新与应用(2018年20期)2018-07-28
电子技术与软件工程(2017年10期)2017-06-02
电子技术与软件工程(2017年2期)2017-03-15
求知导刊(2016年1期)2016-02-18
