
新型低能量焊接工艺参数对熔敷速度的影响
2018-03-19 09:19
电焊机 2018年1期
(北京汽车股份有限公司车辆技术部,北京100124)
0 前言
随着科学技术的持续快速进步,在国民经济发展特别是制造业的发展中,低能量焊接技术成为一种不可或缺的加工方式[1]。随着节能、减材和降耗工业的形成与不断发展,工业生产中产品的轻量化,薄板的应用领域日益广泛,同时需求量也逐渐增大。由于薄板结构具备质量轻、工艺性好和连接方便等优点,广泛应用于许多类型的汽车制造中。对于汽车制造,薄板焊接是重要的加工过程,对应的焊接方法有电阻焊、螺柱焊、气体保护焊、钎焊、摩擦焊等[2]。薄板焊接对焊接热输入的要求十分严格,焊接过程中极易出现热变形或者烧穿等缺陷,控制并降低焊接热输入可以减少焊接热变形和防止烧穿,因此研究低能量焊接方法具有重要意义。新型低能量焊接技术(New Low Energy Welding Technology,以下简称NLE)是一种新型焊接方法,它采用推拉送丝方式完成熔滴短路过渡,能有效降低焊接过程的热输入。在焊接过程中发生短路时,送丝电机反转,依靠焊丝回抽的机械力完成熔滴过渡。在焊丝回抽过程中,控制电源输出较小的焊接电流,从而降低焊接热输入和减少焊接飞溅,使焊接过程中对母材热输入较小,工件不易变形,NLE焊接适用于对热输入比较敏感的薄板焊接。本研究通过焊接试验深入研究焊接工艺参数对焊丝熔敷速度的影响规律。
1 NLE焊接系统控制方案
焊丝运动示意如图1所示,NLE焊接系统的熔滴过渡方式是通过机械力回抽焊丝实现的短路过渡形式。焊接过程的控制方案采用电源输出电流与焊丝运动协同配合方式,通过波形控制使输出电流配合焊丝的运动,保证焊接过程稳定,进而降低焊接过程的热输入,确保焊接过程几乎无飞溅和焊缝成形良好[3]。
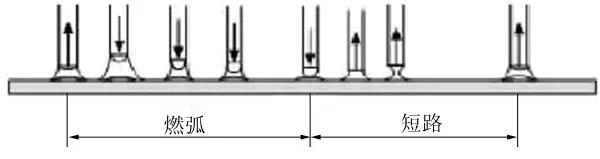
图1 焊丝运动示意Fig.1 Wire movement schematic
NLE焊接系统控制方案示意如图2所示,图2a为焊接过程中的电压波形,图2b为燃弧和短路状态所对应的焊丝运动状况,图2c为对应的输出电流波形。当电弧电压U大于某临界值U0时判断电弧处于燃弧状态,当U小于U0时为短路状态。v为送丝速度,当v>0时为焊丝送进状态,v<0时为焊丝回抽状态。当判断为燃弧状态时,开始计时并给定燃弧峰值电流I1,经过设定时间I4后伺服电机以速度v1正转即焊丝送进,当时间达到保持时间T1时,焊接过程进入燃弧后期,此时输出较小的燃弧后期电流I2;当检测到短路状态时,为了避免小桥爆断产生飞溅,输出小电流I3并且开始计时,当时间达到T5时,伺服电机以速度v2反转回抽焊丝,进而熔滴被机械力拉断完成短路过渡;当时间为T3时,焊接过程进入短路后期,此时焊接主电源需要输出较大电流I4,此电流既有利于下一周期电弧的再引燃,又能促进缩颈的产生,进而降低焊接周期时间,提高焊接效率,当焊接过程进入下一个燃弧状态,标志着焊接过程一个周期的完成[4]。
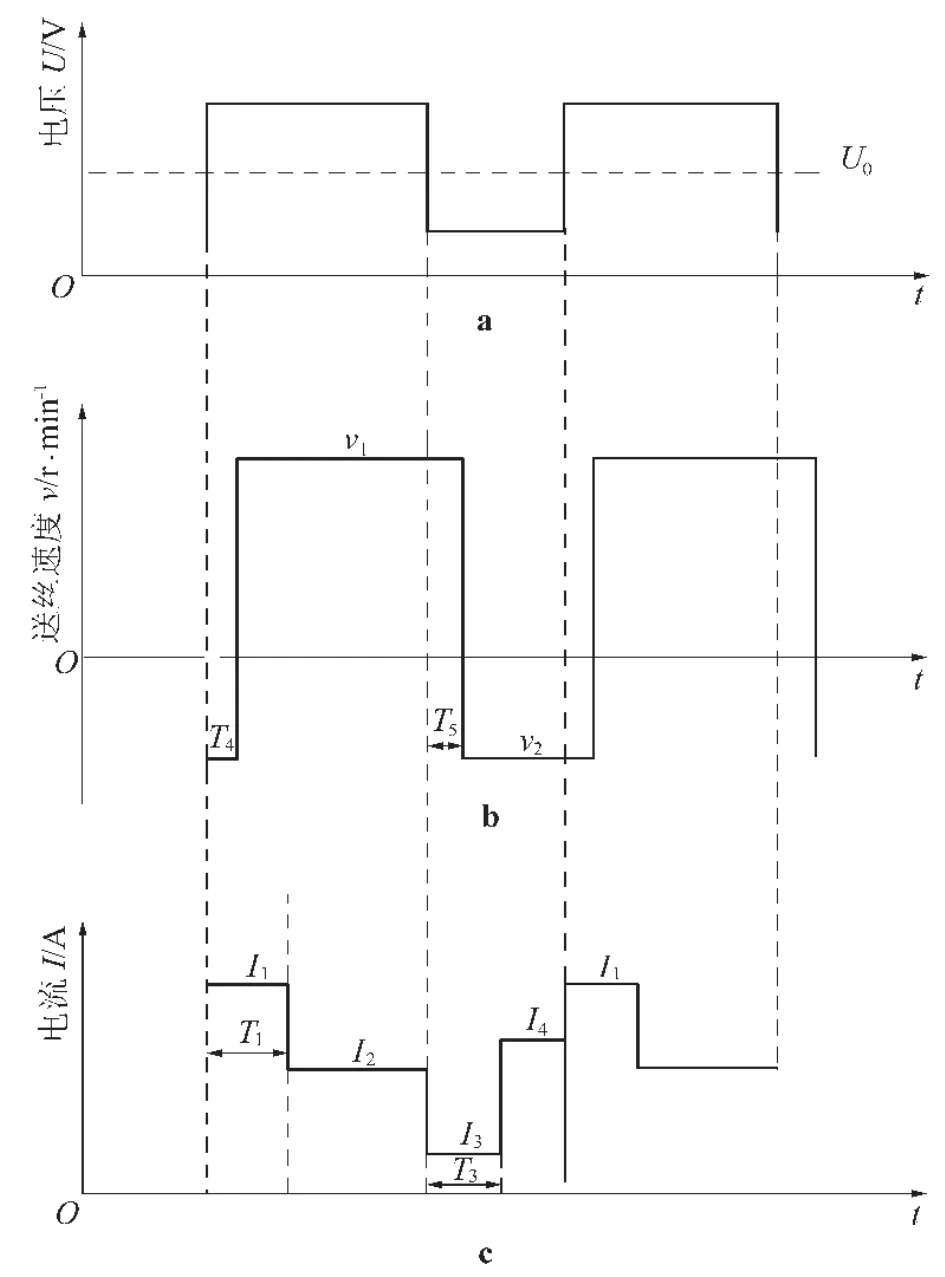
图2 NLE控制方案示意Fig.2 Control scheme schematic of NLE
该焊接系统短路过渡时依靠机械拉力拉断熔滴液桥,且短路时电流值较小,从而实现低能量焊接。本系统短路过渡均匀,送丝系统与焊接电源配合良好,整个焊接过程十分稳定,几乎无飞溅,焊缝均匀美观。
2 试验方案
首先找出能够实现基本焊接的参数范围,然后分析主要焊接控制参数对焊丝熔敷速度的影响规律,最后找出较优参数组合进行验证。NLE焊接工艺试验所用材料和选用参数如表1和表2所示。

表1 NLE焊接试验所用材料Table 1 NLE welding experiment materials used

表2 NLE焊接工艺试验选用参数Table 2 NLE welding process parameters
在NLE焊接系统控制方案中,燃弧后期电流值I1选为50 A,该值较小,主要作用是提供维持电弧加热焊丝的基本能量,还可降低焊接过程中的热输入。短路前期电流值I3=40 A,主要是避免较大电流流过短路前期小桥的情况出现,从而减少飞溅。保持时间T3=1 ms,短路后期电流值I4=90 A,此值较大,主要作用是提供能够顺利再引燃电弧的基值电流,并可以促进缩颈的形成,提高焊接效率。
3 控制参数对熔滴尺寸的影响规律
以单位时间内焊丝熔化长度来代表焊接的熔敷速度,通过调整控制方案中 I1、T1、v1、T4、v2和 T5的相互匹配来研究焊接过程中控制参数对熔敷速度的影响规律。
3.1 I1和T1对熔敷速度的影响规律
控制方案中的I1为燃弧峰值电流,它能够保证电弧顺利的再引燃并促进熔化焊丝形成熔滴以及加热母材,燃弧峰值电流的保持时间为T1。I1和T1是熔化焊丝及向母材输入能量的最主要参数,其作用类似于传统的脉冲MIG焊中峰值电流Ip和峰值时间Tp[5]。
焊接系统采用波形控制方案,燃弧初期电流值I1选择150 A、200 A、250 A和300 A四个值,保持时间 T1选择 1.5 ms、1.8 ms、2.1 ms、2.4 ms、2.7 ms 和3.0 ms6个值。在其他控制参数不变的情况下,研究I1和T1的各种匹配方式对焊丝熔敷速度的影响。NLE焊接系统所选其他工艺参数如表3所示。

表3 其他工艺参数Table 3 Other parameters
不同燃弧峰值电流I1和保持时间T1匹配下,焊丝熔敷速度的大小如图3所示。
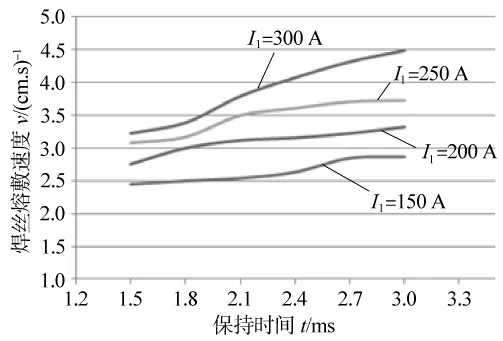
图3 不同I1和T1匹配下焊丝熔敷速度Fig.3 Wire melting speed when I1and T1take different values
燃弧期间通过调整燃弧脉冲电流I1及其持续时间T1来调整脉冲能量的大小,这种方法灵活简单,精确性较好。在不同燃弧峰值电流I1和保持时间T1的匹配下,焊丝熔敷速度也发生一定的变化。由图3可知,在保持时间T1一定时,随着燃弧前期电流值I1的增大,焊丝熔敷速度随之增加;在燃弧前期电流值I1一定时,随着保持时间T1的增加,焊丝熔化速度逐渐增大。Q1为燃弧峰值能量,对熔化焊丝形成熔滴起着非常重要的作用,它是加热熔池的主要能量来源,能够使短路阶段焊丝端头的熔滴向熔池内更充分地铺展。燃弧脉冲峰值能量Q1与I1和T1成正比关系,当I1和T1增大时,Q1随之增大,导致焊丝熔敷速度增大。
3.2 v1和T4对熔敷速度的影响规律
由于NLE焊接法采用提前设定的焊丝运动曲线,焊接过程中焊接电流、电弧电压需要根据焊丝运动状态调节不同的值与其相匹配,从而完成焊接工艺参数和焊丝运动的协调控制,这需要通过波形控制方案加以解决。v1为焊丝送进速度,T4为焊丝送进延迟时间,其表征意义是当判断为燃弧状态时开始计时,经过时间T4后,焊丝以速度v1开始送进。
试验方案中焊丝送进速度v1选择400 r/min、450 r/min、500 r/min和550 r/min4个值,焊丝送进延时时间 T4选择 0 ms、1 ms、2 ms、3 ms和 4 ms五个值。其他参数值保持不变,研究v1和T4的各种匹配方式对焊丝熔敷速度的影响。此时,NLE焊接系统所选其他工艺参数如表4所示。
不同焊丝送进速度v1和延迟时间T4匹配下焊丝熔敷速度如图4所示。由图4可知,随着焊丝送进延迟时间T4的增大,焊丝熔敷速度逐渐减小。这是因为T4代表着当电弧电压大于燃弧电压时开始计时,经过时间T4后,焊丝开始送进,即随着焊丝送进延时时间T4的增大,燃弧时间变长,进而使单周期时间变长,由T4对熔滴过渡频率和熔滴尺寸的影响可知,T4越大,熔滴过渡频率越小,熔滴尺寸变大,但是T4的变化对熔滴过渡频率的影响比对熔滴尺寸的影响显著,最终导致焊丝熔敷速度减小。在焊丝送进延时时间一定时,随着焊丝送进速度的增大,焊丝熔敷速度略有增大,由v1对熔滴过渡频率和熔滴过渡尺寸的影响规律可知,v1越大,熔滴过渡频率越大,熔滴尺寸基本保持不变,所以单位时间内过渡到熔池的金属量越多,最终导致焊丝熔敷速度增加。
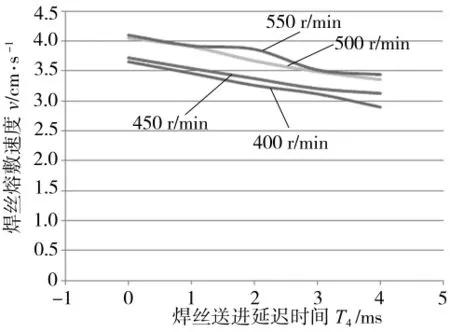
图4 不同v1和T4匹配下焊丝熔敷速度Fig.4 Wire melting speed when v1and T4take different values
3.3 v2和T5对熔敷速度的影响规律
v2为焊丝回抽速度,T5为焊丝回抽延时时间,其表征意义是当发生短路时开始计时,经过时间T5后,焊丝以速度v2开始回抽。
NLE焊接系统采用波形控制方案,焊丝回抽速度v2选择 300 r/min、350 r/min、400 r/min、450 r/min 和500 r/min五个值,焊丝回抽延时时间T5选择0 ms、0.3 ms、0.6 ms和0.9 ms4个值。在其他参数值保持不变的前提下,使v2和T5相互匹配来研究其对焊丝熔敷速度的影响。NLE焊接系统所选其他工艺参数如表5所示。

表5 其他工艺参数Table 5 Other parameters
不同焊丝送进速度v2和延迟时间T5匹配下焊丝熔敷速度如图5所示。由图5可知,随着回抽延时时间T5的增大,焊丝熔敷速度略有增大,这是因为随着回抽时间的延迟,焊丝送进时间加大,熔滴向熔池过渡时间越长,熔滴在熔池内的铺展越充分,最终使焊丝端头的熔滴尺寸变大。由T5对熔滴过渡频率的影响可知,熔滴过渡频率随着T5的增大而略有减小,最终导致焊丝熔敷速度略有增加。在焊丝送进延时时间一定时,随着焊丝回抽速度的增加,焊丝熔化速度略有增大,但不明显。由v2对熔滴尺寸和熔滴过渡频率的影响规律可知,v2越大,短路时间越小,加之惯性的存在,焊丝回抽速度越大,导致燃弧时间变长,而燃弧期间的功率大于短路期间,因此会产生更多的能量加热焊丝和母材,使熔滴尺寸变大,熔滴过渡频率略有减小,最终导致焊丝熔敷速度变化不大。
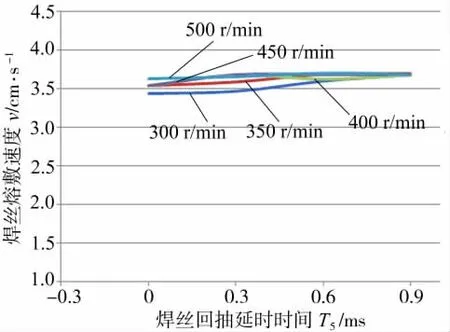
图5 不同v2和T5匹配下焊丝熔敷速度Fig.5 Wire melting speed when v2and T5take different values
4 结论
NLE焊接系统能够使焊接电流输出和焊丝送进、回抽运动配合良好,焊接工艺参数可调节范围广,焊接能量低,熔滴过渡平稳,无飞溅,焊缝美观,焊接效果良好。通过NLE焊接工艺试验得到控制参数对焊丝熔敷速度的影响规律如下:
(1)随着I1和T1的增大,焊丝熔敷速度增加。这是由于I1和T1的增大会产生更多的燃弧峰值能量来加热熔池和熔化焊丝形成熔滴,最终导致熔敷速度变大。
(2)随着T4的增大,焊丝熔敷速度减小,这是因为T4越大,熔滴过渡频率越小,熔滴尺寸变大,但是T4的变化对熔滴过渡频率的影响比对熔滴尺寸的影响显著,最终导致焊丝熔敷速度减小;随着v1的增大,焊丝熔敷速度略有增大,v1越大,熔滴过渡频率越大,熔滴尺寸基本保持不变,所以焊丝熔敷速度增加。
(3)随着T5增大,焊丝熔敷速度略有增大,这是因为T5的增大使短路时间增加,熔滴向熔池过渡时间越长,熔滴在熔池内的铺展更充分,进而使熔敷速度略有增加;v2越大,熔滴尺寸变大,同时熔滴过渡频率略有减小,最终导致v2对焊丝熔敷速度的变化影响不大。
[1] 王永峰.焊接工艺要点分析[J].中国科技纵横,2013(5):110-110.
[2] 袁绮声,苗振.汽车制造中的焊接技术[J].电焊机,1994,24(3):1-7.
[3] 黄鹏飞,冯伟,路永全.推拉送丝焊接设备及工艺[J].电焊机,2014,44(9):32-35.
[4] 路永全,黄鹏飞.新型低能量焊接设备及工艺研究[D].北京:北京工业大学,2015.
[5] 张撼鹏,殷树言.新型低能量输入电弧焊接系统及其过程控制研究[D].北京:北京工业大学,2007.
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16
铁道机车车辆(2021年5期)2021-11-19
机械管理开发(2018年6期)2018-07-06
铁道科学与工程学报(2018年4期)2018-04-26
金属加工(热加工)(2018年2期)2018-03-22
粉末冶金材料科学与工程(2017年1期)2017-04-14
焊接(2016年1期)2016-02-27
焊接(2015年3期)2015-07-18
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
