
长直轨道精密准直测量方案研究与应用
2018-03-19 08:34杨义辉邹进贵聂海滨
测绘工程 2018年4期
杨义辉, 邹进贵, 聂海滨, 李 方
(1.武汉大学 测绘学院,湖北 武汉 430079;2.武汉大学 精密工程与工业测量国家测绘地理信息局重点实验室,湖北 武汉 430079;3.黄河勘测规划设计有限公司,河南 郑州 450003)
随着航空航天、高速铁路、船舶重工等行业的快速发展,越来越多的工业设备制造面临空间尺度大、精度要求高、特征结构复杂等问题。大尺寸复杂设备的高精度安装定位与检测问题,已成为制约大型设备研制与进步的技术瓶颈[1-2]。
激光跟踪仪测量系统是目前精度最高、测量速度最快的极坐标测量系统,常被应用于高精度工业设备安装定位中,然而激光跟踪仪的使用需要依赖高精度的三维控制网[1-3]。在测量对象尺度较大,结构复杂的情况下,为满足高精度的测量要求,激光跟踪仪单站测量范围不易过大,这就需要进行空间多测站组合测量,涉及空间坐标系转换和多测站测量数据联合平差,费时费力。在长期的测量过程中,若控制点发生形变甚至受到损坏,则整个测区安装基准精度将受到严重影响,进而导致准直测量精度无法达到要求。
对于长直轨道,在仅有轴线两端控制点且建立测区长期控制网比较困难的情况下,考虑利用全站仪“小角度法”光学准直与激光跟踪仪单站观测的组合测量模式,分别对轨道两端和中部进行准直测量与安装工作。
1 全站仪光学准直与激光跟踪仪测量原理
1.1 全站仪光学准直原理
一般情况下,在直线段只有首尾端控制点的情况下,为充分顾及传统全站仪测距精度较低而测角精度较高的特点,通常采用“小角度法”和“中间架站法”[4-5]。若直线段安装处无法架设仪器,则只能采用“小角度法”。具体测量原理如图1所示,A为全站仪架设位置,B为后视基准点,则AB构成一条基准线,P为空间待测点,放置根据实际情况而特制的标志或觇标。

图1 全站仪“小角度法”准直测量原理
架设在A点的全站仪瞄准B后,将水平度盘置零,则照准待测点标志得到小角度θ和A到P的水平距离Si,就可以得到P点偏离基准线的距离,即直线度,则
(1)
这种方法简单高效,成本低廉,且由于仪器固定在一个位置测量所有待测点,因而不存在误差积累的现象,保证直线整体的精度。但当待测直线距离较长时,准直测量的精度会受到严重影响[6]。例如,若全站仪测角精度为0.5″,100 m距离的直线测量误差将大于0.2 mm,若考虑人工瞄准误差,测量精度会更低而导致无法满足设备安装要求,因此该方法只适合短距离准直测量。
1.2 激光跟踪仪测量原理与精度分析
激光跟踪仪是一种高精度移动测量设备,主要采用干涉测距技术和基于位置探测器的目标跟踪技术,实现对空间目标的实时跟踪和高精度定位。激光跟踪仪操作简便,设站灵活,现场适用性较强,被誉为“便携式坐标测量机”,能够满足大型设备安装与制造中大尺寸、高精度的要求[1-2]。测量系统主要包括跟踪仪、控制器、计算机和反射器(靶球)及测量附件(如气象传感器、靶座、标准尺)等。其中激光跟踪仪是系统的主要部分,如图2所示,主要由激光头、角度编码度盘(水平和垂直度盘)、距离测量模块(ADM和IFM)、驱动马达、分光镜、PSD位置探测器、激光发射器以及支架等组成[1,4]。

图2 激光跟踪仪结构图
激光跟踪仪主要通过单频激光干涉测距和高精度的光栅编码度盘测角,配合球形靶标进行接触式测量,并通过空间极坐标测量原理计算待测点空间三维坐标[7],其测量基本原理如图3所示。单台激光跟踪仪测量过程是以仪器坐标系作为参考坐标系,该坐标系以跟踪头中心为坐标原点,以水平度盘零刻度方向作为X轴,水平度盘的法线方向为Z轴,通过右手法则确定Y轴。在进行测量时,由激光器发出的激光束通过偏振光束分光器分成两频率不同的正交偏振光束:测量光束和参考光束,其中参考光束反射直接进入干涉测距仪,测量光束通过分光器后经跟踪转镜反射到测量靶球中心并按原光路返回,反射回来的光经过另一分光镜后再分成两束光,其中透过光经过反射进入干涉测距仪与参考光束进行干涉,测得目标位置的改变量,再加上基准距离即为原点至靶球中心的空间距离D,另一束光经反射进入到光电位置探测器(PSD)中用于对靶球的实时跟踪。此过程中还利用两个高精度的编码度盘测得水平角Hz、垂直角V,并根据式(2)计算空间点的三维坐标[1,2,4]。

(2)
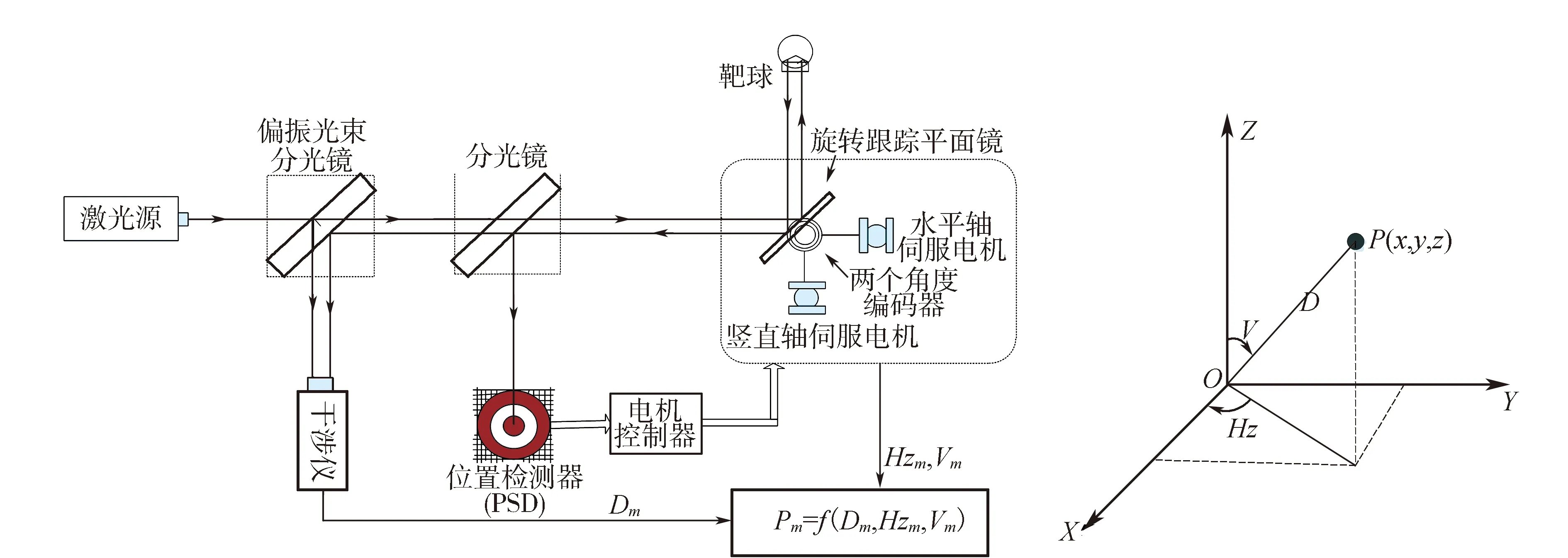
图3 激光跟踪仪工作原理及仪器坐标系
以Leica AT402型号激光跟踪仪为例,其主要技术参数如表1所示。

表1 Leica AT402主要技术参数
图4反映了激光跟踪仪测角误差随距离变化的趋势,可以看出,激光跟踪仪的测角误差随着距离的增大急剧下降,并在距离大于10 m趋于稳定,范围在1.2″~1.5″之间。
相对于激光跟踪仪的测角精度,其测距精度较高(S≤20 m,mS=±0.5 μm/m;S≥20 m,mS=10 μm)。如图5所示,在80 m测量范围内,将测角误差和测距误差值进行对比,测距误差基本可以忽略。因此不采用激光跟踪仪进行“小角度法”准直测量,而考虑将其架设在轨道中部一侧,直接对目标进行坐标测量,以减弱测角误差造成的影响。

图4 激光跟踪仪测角误差随距离的变化

图5 激光跟踪仪测角误差与测距误差对比
2 准直测量方案设计
相对于激光跟踪仪而言,全站仪测距精度较差,而测角精度较高。以徕卡TM50全站仪为例,其标称测距精度为±(0.6 mm+2 ppm×D),测角精度可达±0.5″。因此,针对全站仪光学准直法中的长距离准直精度低,且激光跟踪仪测角精度较低及转站相对繁琐的问题,本文考虑在长直轨道两端近距离处采用全站仪“小角度法”,对于中部直线段则利用激光跟踪仪进行单站准直测量,其中激光跟踪仪的坐标基准根据两端直线段来确定,如图6所示。
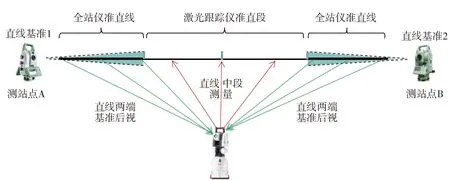
图6 结合全站仪和激光跟踪仪的长直轨道准直测量方案
该准直测量方案仅依赖直线首尾端控制点,而无需建立额外的控制网,激光跟踪仪只需要一次自由设站即可,大大提高测量安装效率,有效地避免控制网变形和仪器转站过程造成的误差。
2.1 直线端基准建立
如图6所示,分别在长直轨道两端的控制点上架设全站仪,以另一端基准点定向。对长直轨道两端一定长度内采用“小角度法”进行准直测量与中线定位,并对调整好的轨道段进行固定,用于激光跟踪仪的直线基准建立。由式(1)根据误差传播定律可以得到直线上的准直测量误差表达式为
(3)
式中:my为准直测量的直线度误差;Si为全站仪到目标点的水平距离;mθ为全站仪测角误差。若将直线度误差控制在0.1 mm内,则目标点距离需小于40 m。考虑到后视定向误差和人工照准误差,本文将全站仪准直测量段定为20 m。
2.2 直线中段测量方案
激光跟踪仪在大尺度设备测量过程中,通常采用自由设站和转站测量的方式建立坐标基准,即在施工区域内布设一定数量基础稳定的控制点,采用联合多站位组合测量的方式进行三维控制网基准建立,并进行统一的数据平差处理,得到统一的控制点三维坐标,便于后期进行测量前的自由设站,也为长期的变形监测提供固定基准[8]。然而这种方案成本高效率低,需要的测量区域较大,且在复杂不稳定的环境下存在控制点发生移动而导致基准变形的情况,因此本文采取无控制网的激光跟踪仪单站测量模式。
将跟踪仪架设在直线中部某侧,以铅垂线建立Z轴,水平面内以沿轨道方向建立X轴,Y轴分别垂直于X,Z轴。其中X轴的建立是激光跟踪仪基准关键,在没有其它控制点的情况下,可以在直线两端采用全站仪调整完毕的轨道上各均匀选择10个点位,并利用这些轨道点的拟合直线在激光跟踪仪中建立X轴。其中直线拟合采用加权最小二乘算法,即
(4)
式中:Δyi为直线点偏离拟合直线的距离;Δxi为权值,表示直线点距离端点(或全站仪)的距离,n为直线端拟合点个数。坐标系建立完成后,轨道中部准直测量工作可以依靠激光跟踪仪完成,其测得的Y坐标即为目标点直线度。
3 工程实例应用
3.1 项目概况与测量方案
本项目直线轨道是一大型复杂的精密实验装置,由诸多设备和元器件组合构成,轨道整体长约110 m,宽约2 m,主要由30段导轨组成。轨道基础为钢结构,易受自重、温度和内部应力影响而发生微小变形。安装施工于厂房内进行,厂房宽7 m左右,较为狭窄,不适合布设大范围三维控制网。现场早晚温差较大,容易造成仪器测量数据的不稳定,因此对测量效率要求较高。导轨安装精度要求较高,平面直线度需控制在±0.2 mm内。
在仅有轨道两端处基准点的情况下,本项目采用Leica TM50全站仪对轨道直线两端各20 m范围内进行“小角度法”准直安装测量与短直线基准建立,采用Leica AT402激光跟踪仪对轨道中段进行测量与设备安装工作。轨道安装与调整工作完成后,通过建立测区高精度三维控制网与坐标系转换,利用激光跟踪仪多测站组合测量方法,对轨道整体直线度进行一次性复测,并以此为参考计算轨道安装精度,如图7所示。

图7 激光跟踪仪控制网布设及复测示意图
3.2 测量结果及分析
采用本文准直测量方案,对该项目中的长直轨道(共30段)各段一端固定位置进行直线度测量与设备安装调整,平面设计限差为±0.2 mm。准直安装测量结果和激光跟踪仪复测结果如图8和表2所示,其中D1~D7,D24~D30段的安装直线度由全站仪测得,其余段由激光跟踪仪得到。

表2 准直安装测量和直线度复测结果 mm
由表2可知,本文准直安装测量方案的直线度误差及激光跟踪仪一次性复测误差均在±0.2 mm以内,满足该长直轨道设备的安装要求。此外,两种测量方案直线度相差均小于0.05 mm,验证了该测量方案的可靠性。相比单纯采用激光跟踪仪进行准直测量,本文方案无需建立额外控制点,仪器无需换站,大大提高测量效率,降低成本。
4 结束语
长直轨道中的准直测量是轨道设备安装的重点和难点,在仅有轨道轴线首尾端基准点而不建立测区三维控制网的情况下,本文提出利用全站仪“小角度法”光学准直与激光跟踪仪单站观测的组合测量模式,分别完成轨道两端和中段的准直安装测量工作。结合实际工程项目,对长约110 m的实验轨道进行安装测量和复测,结果表明该方案直线度测量精度优于0.2 mm,复测误差小于0.05 mm,完全满足长直轨道精密安装要求,且安装效率和可靠性高。此外,本文对于全站仪准直中的照准方法采用人工瞄准,存在一定的照准误差,因此可以对全站仪自动照准技术的应用做进一步研究。
[1] 范百兴. 激光跟踪仪高精度坐标测量技术研究与实现[D]. 郑州:信息工程大学,2013.
[2] 陈继华. 激光跟踪仪和全站仪测量系统在上海光源(SSRF)工程中的应用研究[D]. 郑州:信息工程大学,2001.
[3] 蔡国柱. 大型离子加速器先进准直安装方法研究[D]. 北京:中国科学院大学,2014.
[4] 徐进军. 工业测量技术与数据处理[M]. 武汉:武汉大学出版社,2013.
[5] 覃婕,文鸿雁,李超,等. 浅谈准直测量技术在工业测量系统中的应用[J]. 地理空间信息, 2012,10(1):148-150.
[6] 杨振,李广云,贺磊. 光学准直测量方法与精度分析[J]. 红外与激光工程,2011,40(2):282-286.
[7] 杜福洲,文科. 大尺寸精密测量技术及其应用[J]. 航空制造技术,2016(11):16-24.
[8] 李广云,李宗春. 工业测量系统原理与应用[M]. 北京:测绘出版社,2012.
[9] 袁建东,张小奇,王少明,等. HITFiL准直测量与安装方案[J]. 测绘工程,2012,21(6):77-81.
[10] 杨凡,范百兴,李广云,等. 大尺寸高精度三维控制网技术探讨[J]. 测绘科学技术学报,2015,32(2):120-124.
[11] MURALIKRISHNAN B, PHILLIPS S, SAWYER D. Laser trackers for large-scale dimensional metrology: A review [J]. Precision Engineering, 2016(44):13-28.
猜你喜欢
计量学报(2022年7期)2022-08-23
矿产勘查(2020年1期)2020-12-28
水电站设计(2020年4期)2020-07-16
工程与建设(2019年3期)2019-10-10
电子制作(2018年17期)2018-09-28
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
制造技术与机床(2017年6期)2018-01-19
计算机测量与控制(2017年12期)2018-01-05
北京航空航天大学学报(2017年9期)2017-12-18
