
雪茄型卷烟烟丝掺配均匀性的近红外模型
2018-03-16 01:33王东飞李文伟李瑞丽王建民
农产品加工 2018年5期
王东飞,李文伟,程 韦,李瑞丽,王建民
(1.郑州轻工业学院,河南郑州 450000;2.河南中烟工业有限公司安阳卷烟厂,河南安阳 455004)
烟丝掺配是指将叶丝、梗丝、膨胀叶丝、薄片丝、回收烟丝按照产品配方设计掺配混匀的工艺[1],烟丝掺配的均匀程度直接影响卷烟配方的稳定性,进而对卷烟的内在品质造成影响[2]。因此,评价烟丝掺配的均匀程度对保证卷烟品质和提高卷烟均质化的控制水平具有重要意义。
据报道,一般通过2种途径评价烟丝掺配的均匀性,一种是通过检测化学成分的含量并计算混合均匀度[3];另一种是通过近红外光谱技术建立预测模型,直接测定掺配后烟丝中梗丝等组分的比例[4-6],但已有研究主要针对烤烟型卷烟和混合型卷烟烟丝。雪茄型卷烟以晾晒烟为主要原料,烟丝化学成分与烤烟和混合型卷烟存在较大差异,同时烟丝的颜色也明显不同[7-9]。化学成分和颜色方面的差异必然使其在近红外谱区表现特异性的吸收[10],进而利用近红外模型评价烟丝掺配均匀性的方法并不一定适用于雪茄型卷烟。因此,研究的目的在于分析该方法评价雪茄型卷烟烟丝掺配均匀性的可行性。
1 材料与方法
1.1 材料与仪器
某牌号卷烟配方的叶丝和梗丝,安阳卷烟厂提供;KBF240型恒温恒湿箱,德国Binder公司产品;YP10002型天平(感量0.01 g),余姚市金诺天平仪器有限公司产品;ST-07B型400 g多功能粉碎机,上海树立仪器仪表公司产品;DHG-9023A型电热鼓风干燥箱,上海一恒公司产品;Antaeis II型近红外分析仪。
1.2 方法
1.2.1 样品制备
将叶丝和梗丝平铺在烘箱中,在39℃条件下烘烤4 h,放入密封袋中。在梗丝配比10%~40%时,以2%的梯度与叶丝掺配,制得不同梗丝配比的烟丝样品,每个样品总质量为50 g。重复制取4组,每组16个配比,共64个样品作为校正集。然后通过粉碎机粉碎1.5 min,放入密封袋中封存。
1.2.2 光谱采集
将制备好的样品各取15 g,放入5 cm石英杯中压实,在波长为10 000~4 000 cm-1,分辨率为8 cm-1,扫描频率为64的工作参数下,通过近红外分析仪的积分球漫反射模块,将每个样品重复扫描3次获得单张光谱,取平均光谱参与模型建立。
1.2.3 数据处理
通过采用TQ Analyst软件中的多元散射校正、均值中心化、一阶导数、二阶导数、S-G平滑、Norrisa平滑等光谱预处理方法对光谱进行预处理,以减少或消除高频噪声、样品不均匀、基线漂移等因素对模型的影响[11],并采用最小二乘法[12]以叶丝比例作为参比值建立分析模型。通过校正均方根误差(RMSEC)、校正集相关系数(Rc)、交叉验证均方根误差(RMSECV),交叉验证相关系数(Rv)、预测均方根误差(RMSEP),预测相关系数(Rp)、最佳主因子数和性能指数评价模型的性能[13],并通过重复性试验借助SPSS 17.0[14]评价分析模型预测的正确度和精密度。
2 结果与分析
2.1 模型的建立
不同梗丝配比预处理方式对应的模型性能参数见表1。

表1 不同梗丝配比预处理方式对应的模型性能参数
由表1可知,原始光谱经多元散射校正、均值中心化、一阶导数结合Norris平滑处理,并选择主因子数为9时的建模效果最好,RMSEC,RMSEP,RMSECV较小且较为接近,说明校正集样品光谱信

图1 模型预测值与参比值的散点
结合图1所示模型预测值与参比值的散点图和图2所示模型预测值与参比值的残差分布图可以看出,模型对样品光谱信息与参比值分布的一致性比较理想,残差随机分布且无异常点。
2.2 模型的验证
2.2.1 内部交叉验证
预测值与真实值的散点见图3,预测值与真实值的残差分布见图4。
对模型进行内部交叉验证,交叉验证均方根误差RMSECV为0.509,Rv为0.998 5,真实值与预测值分布较为一致,且残差均匀分布且无异常点。
2.2.2 外部验证
另制取16个已知掺配比例的样品作为验证集,息提取充分,建模样品具有代表性,模型预测准确度高,模型信息拟合关联充分。

图2 模型预测值与参比值的残差分布

图3 预测值与真实值的散点
模型预测值与参比值的散点见图1,模型预测值与参比值的残差分布见图2。将其平均光谱代入模型,外部验证预测均方根误差为0.440,相关系数为0.999 0;绝对偏差分布范围为0~0.94%,平均绝对偏差为0.35%±0.145%;相对偏差分布范围为0~7.83%,平均相对偏差为1.78%±1.069%。

图4 预测值与真实值的残差分布
真实值与预测值的统计结果见表2,真实值与预测值的配对T检验结果见表3。

表2 真实值与预测值的统计结果/%
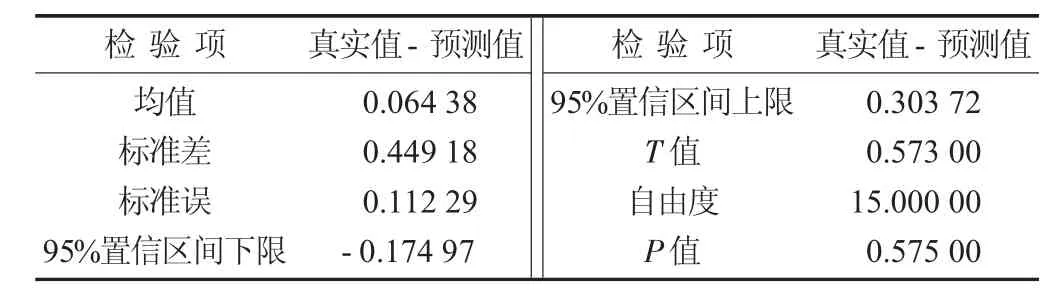
表3 真实值与预测值的配对T检验结果
从表3中配对T检验结果可知,预测值与真实值间不存在显著的差异。综上所述,所建梗丝百分比近红外分析模型的预测结果具有较高的准确度。
2.2.3 精密度试验
通过另制取与校正集样品相同比例的16个样品重复扫描3次,每个比例得到3张单张光谱,分别代入模型,得到其预测值。计算每个比例的相对标偏,以实现对模型精密度的评价。
模型精密度试验结果见表4。
由表4可知,模型对每个配比样品3次试验的预测结果波动较小,相对标准偏差为0.38%~3.46%,平均相对标偏为1.34%±0.468%。因此,预测结果波动较小、具有良好的重复性,说明预测模型具有较高的稳定性和可靠性。
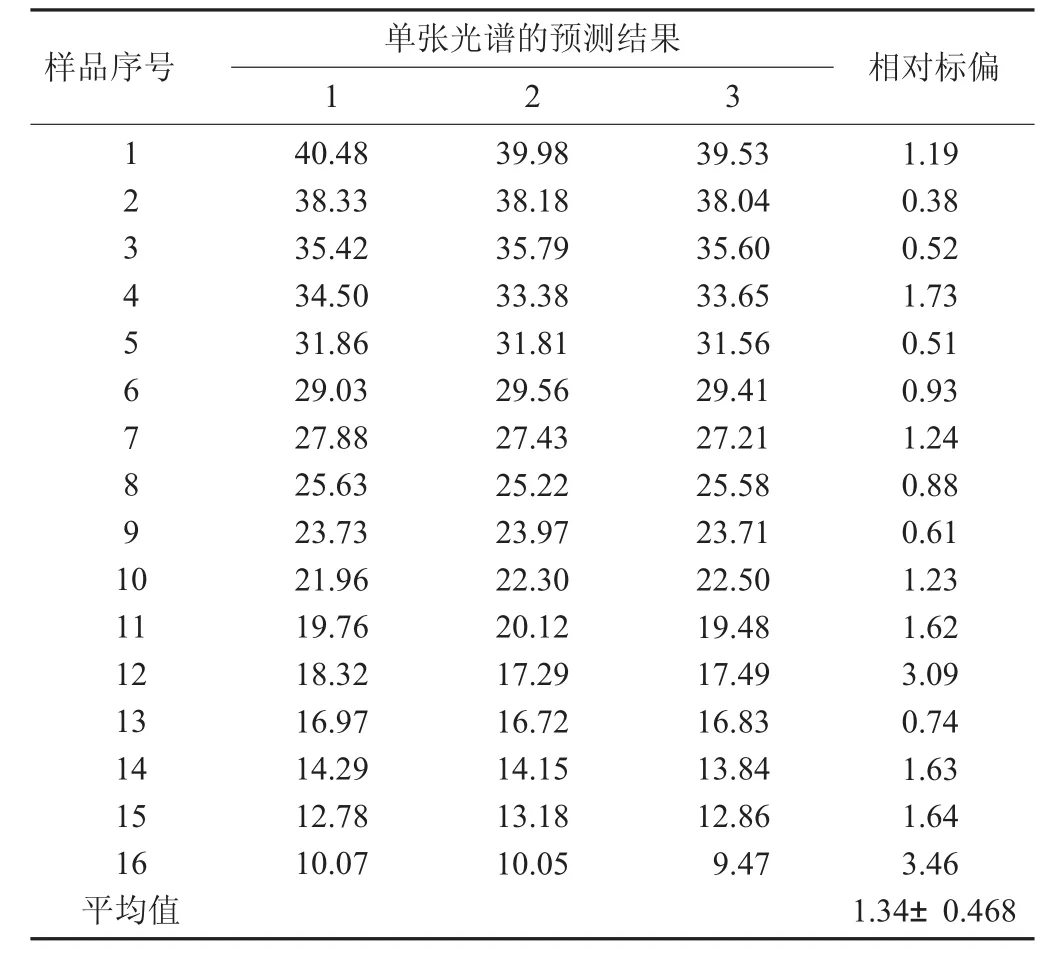
表4 模型精密度试验结果/%
3 结论
(1)在全光谱范围内,经多元散射校正、一阶导结合Norris平滑预处理,以9个因子数、梗丝比例为参比值,通过偏最小二乘法(PLS)建立了评价雪茄型卷烟烟丝掺配均匀性的预测模型。外部验证及精密度试验结果表明,平均绝对偏差为0.35%±0.145%,平均相对偏差为1.78%±1.069%,平均相对标偏差为1.34%%±0.468%。
(2) 平均绝对偏差明显小于文献[4-6]中所报道的预测烤烟和混合型卷烟烟丝中梗丝比例时的平均相对偏差(5.86%~7.60%),说明以梗丝比例作为参比值建立近红外模型,评价烟丝掺配均匀性的方法也适用于雪茄型卷烟。
[1]国家烟草专卖局.卷烟工艺规范 [M].北京:轻工业出版社,2016:75-80.
[2]刘加树.探讨如何提高烟草制丝掺配物配比精度 [G]//中国烟草学会2010年学术年会论文集.北京:中国烟草学会,2010.
[3]国家烟草专卖局.YC/T 426-2012烟草及在制品烟草混合均匀度的测定 [S].北京:中国标准出版社,2012.
[4]刘晓萍,李斌,于川芳,等.基于近红外光谱的卷烟配方结构识别 [J].烟草科技,2006,48(10):37-43.
[5]张鼎方.FT-NIR快速检测制丝过程膨丝与叶丝掺配比例及均匀性 [J].安徽农业科学,2013,41(1):316-317.
[6]温若愚,席年生,张大波,等.不同混丝模式对烟丝掺配效果的影响 [J].烟草科技,2008(9):13-16.
[7]王刘东,王培峰,胡有持,等.CO-2膨胀工艺对烟草梗丝品质的影响 [J].农产品加工,2016(22):42-44.
[8]赵晓丹,史宏志,钱华,等.不同类型烟草常规化学成分与中性致香物质含量分析 [J].华北农学报,2012,27 (3):234-238.
[9]任民,王日新,贾兴华,等.普通烟草种内主要栽培类型间烟叶香味成分的比较与分析 [J].中国烟草科学,2008,29(6):36-42.
[10]杰尔·沃克曼,洛伊斯·文依,Jerry Workman,等.近红外光谱解析实用指南 [M].北京:化学工业出版社,2009:170-180.
[11]尼珍,胡昌勤,冯芳.近红外光谱分析中光谱预处理方法的作用及其发展 [J].药物分析杂志,2008(5):824-829.
[12]陆婉珍.近红外光谱仪器 [M].北京:化学工业出版社,2010:53-60.
[13]刘正林,朱建新,韩明,等.近红外光谱法快速测定加料后烟叶中的1,2-丙二醇 [J].云南化工,2017,44(4):61-65.
[14]薛薇.SPSS统计分析方法及应用 [M].北京:电子工业出版社,2013:25-30.◇
猜你喜欢
南方农业(2022年13期)2022-08-03
物流技术与应用(2022年5期)2022-06-17
今日农业(2021年19期)2022-01-12
环境保护与循环经济(2021年7期)2021-11-02
消费导刊(2021年19期)2021-03-08
电子产品世界(2021年6期)2021-02-10
消费导刊(2021年1期)2021-01-29
西南农业学报(2020年3期)2020-05-05
江西农业学报(2019年6期)2019-06-26
消费导刊(2018年8期)2018-05-25
