玉米秸秆循环流化床热解气化试验*
2018-03-15 03:13:50王成泉于圣涛董玉平常加富
新能源进展 2018年1期
于 杰,王成泉,于圣涛,董玉平,常加富,董 磊
(1. 山东百川同创能源有限公司,济南 250101;2. 山东省生物质能源工程技术研究中心,济南 250101;3. 山东大学高效洁净机械制造教育部重点实验室,济南 250061)
0 引 言
在人类共同应对全球气候变化大背景下,世界各国纷纷制定能源转型战略,不断寻求低成本清洁能源替代方案,推动经济绿色低碳转型。生物质能是唯一可直接转化为热力的新能源,应发挥其能源特性和比较优势[1-2]。作为农业大国,我国每年秸秆类生物质的产生量都极其丰富,并且由于生物质的挥发性组分含量大、碳的活性高、灰分及硫元素含量低,使其自然成为理想的通过热解气化等热化学转换方法实现能源化利用的原材料[3-4]。
传统的固定床气化方法生产强度较小,不适宜较大规模的工业化生产[5-7]。而流化床气化炉,特别是循环流化床气化炉的入炉燃料量及风量可以严格控制,气化强度高,且燃气的热值可在一定的范围内调整,适合一定规模的供气或供热系统[8-11]。
已有学者对秸秆类生物质的热解气化进行相关研究,耿峰等[12]以玉米秸秆颗粒为原料,利用下吸式固定床气化炉进行了空气热解气化,并与鼓泡式流化床气化炉进行的富氧热解气化结果进行了对比;诸林等[13]以松木与玉米秸秆为原料进行了串行流化床气化动力学模拟;廖洲[14]采用TG-FTIR对玉米秸秆与油菜秸秆热解气体产物进行了分析;曾曦等[15]研究了玉米秸秆与煤在流化床中的水蒸气共气化特性;蒲舸等[16]研究了玉米秸秆与贫煤在固定床内的共气化实验。已有的研究表明,以空气为气化介质时,空气当量比、气化介质温度及原料含水率对气化炉内的反应温度、燃气组分、焦油含量、气化效率等气化特性均有较显著的影响[9-10,14]。然而相关的研究少有关于循环流化床玉米秸秆试验的报道。因此,设定气化炉运行为额定进料量,分别在常温与预热空气介质两种条件下,研究了空气当量比及原料含水率对气化炉温度、气化燃气组分与热值、气化效率以及气化燃气中焦油含量等气化特性的影响,探索较为理想的气化工艺及运行参数,为秸秆类生物质气化中试系统的放大与规模化工程应用提供参考依据。
1 试验部分
1.1 试验原料
试验选用玉米秸秆,取自山东省邹城市,秸秆清除根部泥土,保留整株根茎叶相对完整,利用秸秆粉碎机将原料粉碎,筛出粒径大的物料再次粉碎,选取粒径小于10 mm的样品,自然通风晾晒,并利用以蒸汽为热源的桨叶干燥机干化至试验所需的不同含水率保存备用。试验原料的工业分析及元素分析列于表1。

表1 玉米秸秆工业分析与元素分析Table 1 Proximate and ultimate analysis of corn straw
1.2 试验装置
试验系统如图 1所示,主要由进料装置、循环流化床气化炉、旋风分离器、空气预热器、燃气净化与存储、温度与压力检测系统组成。设计循环流化床主炉高度约10 m、内径0.35 m,使用0.3 ~ 0.8 mm粒径的石英砂为床料,玉米秸秆额定进料量为 150 kg/h,于主炉底部风室与气化原料进料口间设置温度及压力测点T1/P1,在进料口与主炉顶部间由下向上依次设置温度压力测点 T2/P2、T3/P3与T4/P4,在循环流化床的返料管设置T5/P5与T6/P6,在线监测气化炉的运行情况,为研究方便,取各测点温度的平均值为气化炉内平均温度。试验过程中,由螺旋进料装置控制原料的连续均匀供给;鼓风机鼓风经预热器预热后供给气化炉作为气化介质,在风机与气化炉风室之间的管道上安装调节阀和流量计,以此控制风量调节气化炉内的空气当量比。通过空气预热器将气化燃气中的显热转化到气化介质中供入气化炉,稳定运行时可以将常温空气预热至约250℃。
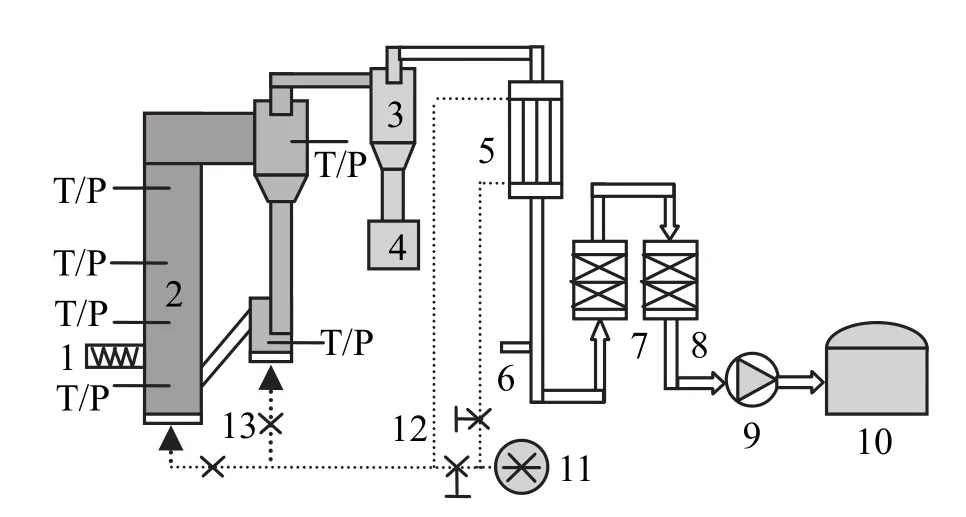
图1 循环流化床气化系统试验装置图Fig. 1 Schematic of circulating fluidized bed gasification system
1.3 试验方法与步骤
空气当量比是指气化过程中消耗的空气量(Nm3/kg)与进样原料完全燃烧所需要的理论空气量(Nm3/kg)之比,是气化工艺的重要控制参数,用ER表示。原料完全燃烧所需要的理论空气量根据式(1)计算[17]

式中,0V为原料完全燃烧所需要的理论空气量,Nm3;C、S、H、O分别表示原料中碳、硫、氢、氧元素的质量分数,wt%。
试验运行中,在调节工况时观察气化炉温度与压力监测系统的数据变化,等待运行稳定后于取样点采集气化燃气样品,测试燃气组分与燃气中的焦油含量。燃气与焦油取样装置如图 2所示[18],采集的燃气样品首先经过冰水浴捕集瓶,利用丙酮溶液吸收焦油,并在干燥过滤后连接 Micro GC Agilent-3000气相色谱仪检测燃气样品的主要组分,其中色谱检测器选用氢火焰离子化检测器与热导传感器,载气为氦气、压力0.5 MPa、在毛细管柱内的流速设为 1 mL/min,柱箱温度 90℃,汽化室温度120℃,检测器室温度120℃。为减小试验误差,当系统稳定运行时在相同工况下每30 min取样一次,每种工况取样3组,取平均值为试验结果。
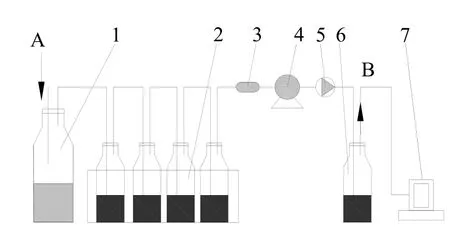
图2 燃气与焦油取样装置Fig. 2 Schematic of sampling device of tar and biomass gas
对不同工况下测得的燃气主要成分(CH4、CnHm、CO、H2、CO2),按式(2)计算燃气低位热值[19]

式中,Qv为燃气低位热值,MJ/m3分别表示燃气样品中不饱和烃、CO、CH4和H2的体积分数,%。
利用 RE52A旋转蒸发仪,在水浴温度 50℃、绝对压力0.04 MPa、转速60 r/min、循环冷却水温≤5℃条件下,挥发丙酮溶剂,当蒸馏烧瓶内残留液体流动性较差时,取下蒸馏烧瓶擦拭表面水分后置于干燥器内冷却至室温,由FA2004A分析天平称量质量,重复蒸馏冷却称重步骤,直至两次重量之差不超过 10 mg,取最后称量两组数据的平均值计算焦油质量,按式(3)计算单位体积燃气中的焦油质量含量

式中,λ为焦油和燃气质量体积比,mg/m3;m为燃气样品中所含焦油质量,mg;q为取样燃气体积,m3。
气化效率按式(4)计算[20]

式中,η为气化效率,%;Vm为单位质量原料的产气量,m3/kg;Qv为燃气低位热值,MJ/m3;Qgr为玉米秸秆原料的发热量,MJ/kg。
2 结果与讨论
2.1 ER对气化特性的影响
ER是影响生物质气化的关键因素,当ER较大时,氧化反应强,反应温度高,气化炉内易造成结渣现象;当ER较小时,氧化反应强度弱,气化炉内反应温度低,易发生碳转化率低,物料反应不完全,从而影响气化效率。试验过程中首先选用含水率约15%的原料,设定物料进料量为额定设计值150 kg/h,在常温空气与预热空气两种气化介质温度工况下研究不同空气当量比对气化特性的影响。
当气化剂温度不同时,ER对气化炉内温度与燃气中焦油含量的影响如图3所示。由图3可知,在常温空气与预热空气两种工况下,随着ER的增大,气化炉内的平均温度均为不断上升的趋势,而气化燃气中焦油含量则是逐渐降低。ER的增大会使气化炉内的氧气含量升高,有利于促进气化炉内物料的氧化燃烧反应释放热量,从而提高整个炉膛内的平均温度。
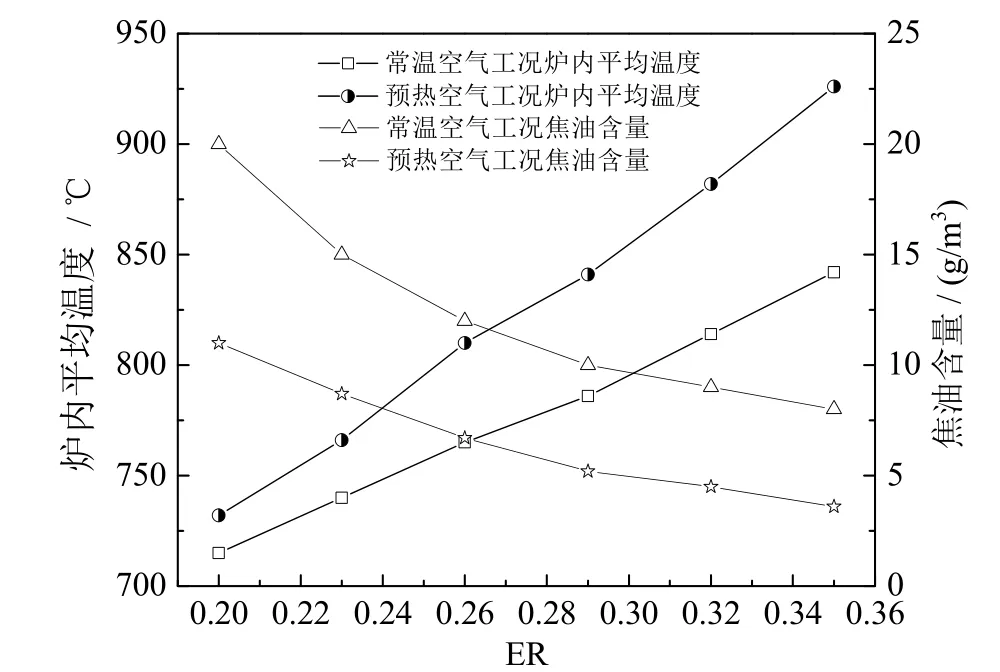
图3 ER对气化炉内温度与燃气中焦油含量的影响Fig. 3 Effect of air equivalent ratio on average temperature in gasifier and tar mass concentration
对比图3中的气化剂为常温空气和预热空气两种工况,可以发现在相同 ER条件下,常温空气比预热空气工况时的气化炉温度低,焦油含量高。这是因为气化炉内的平均温度在 700℃以上,无论常温空气或预热空气作为气化剂通入气化炉时都需要吸收一定的热量使其达到气化炉内的反应温度,当预热空气作为气化剂时在气化炉内吸热所消耗的能量低于常温空气,能量利用率得到了提高,因此预热空气气化剂工况下的气化炉温度较高,而高温可以促使燃气中的大分子焦油类物质裂解更加充分,因而预热空气气化剂工况下气化燃气中的焦油含量也较低。
ER对燃气组分的影响如表2所示,对燃气热值及气化效率的影响如图4所示。由表2与图4可以看出,气化剂温度不同时,气化燃气的组分、燃气热值及气化效率随 ER的变化趋势基本一致。随着ER增加,燃气组分中的CO含量逐渐减小,CO2含量逐渐增大,H2与CH4的含量均呈现出先小幅升高后有较大下降的趋势,CnHm基本是单调递减,当ER升高到0.26后的递减幅度变大。
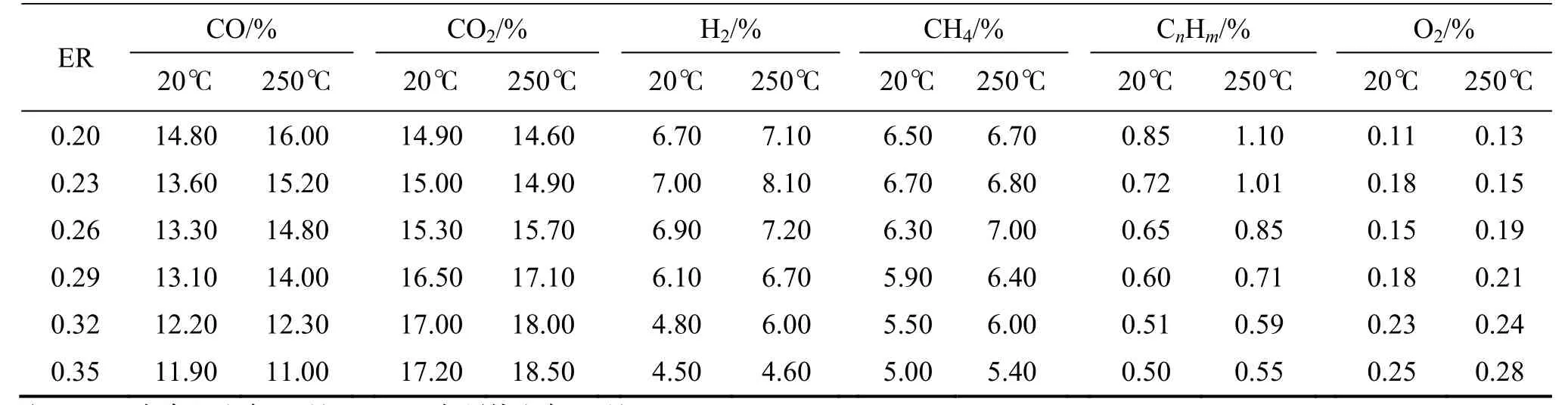
表2 常温与预热空气条件下,ER对燃气组分的影响Table 2 Effect of air equivalent ratio on gas component under different gasification agent temperature conditions
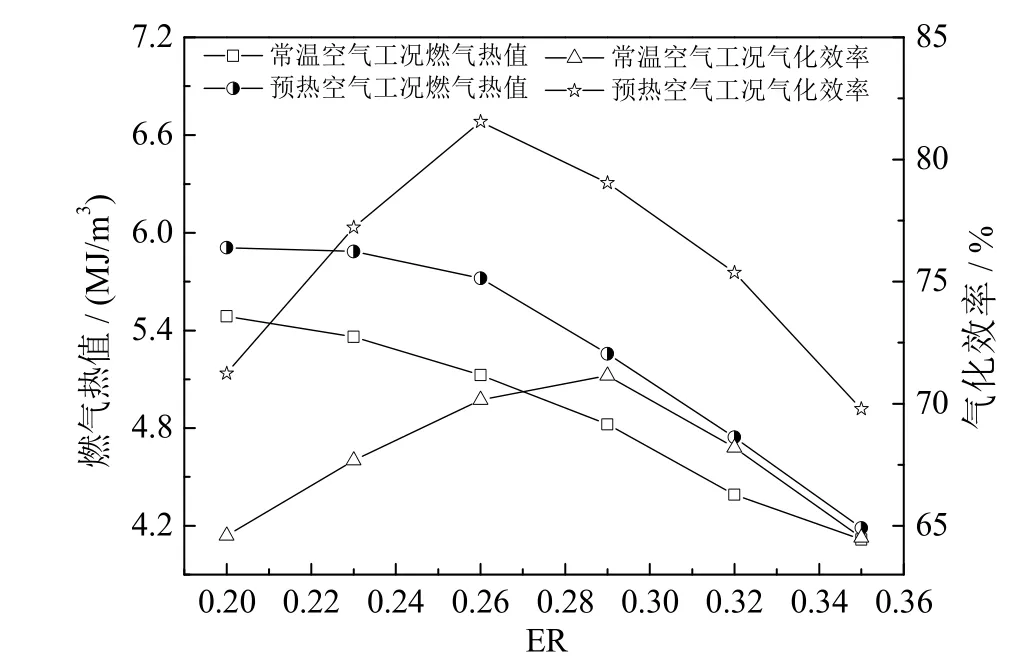
图4 ER对燃气热值与气化效率的影响Fig. 4 Effect of air equivalent ratio on gas calorific value and gasification efficiency
ER的增加,使得气化炉内的氧化反应增强,提高了气化炉内反应温度,有利于秸秆中挥发分析出与裂解,生成更多的 CO、H2等小分子物质,但同时也增加了原料的燃烧,部分 CO与 O2反应生成CO2,从而消耗CO产生更多CO2,两方面因素共同作用造成最终产气CO含量降低、CO2含量升高。生成CH4的反应多伴有放热过程[21],随着ER增大与气化炉内温度的升高,导致CH4生成受到抑制,造成其含量的降低。
根据式(2)可知燃气热值主要取决于可燃气体组分的含量,因此图4中燃气热值随着ER增加基本是单调递减的趋势。当 ER较小时,气化反应难以进行完全,虽气化燃气热值较高,但产气量小,气化效率偏低;而随ER增大时,虽产气热值降低,但产气量增大,故而气化效率整体呈现出先增后减的变化。
综合表2与图4可得,当气化剂为常温空气时,理想的ER为0.26 ~ 0.32,燃气热值为4.4 ~ 5.1 MJ/m3,气化效率为68% ~ 71%,该工况下最佳ER为0.29,此时燃气热值为4.8 MJ/m3、气化效率为71.1%;当气化剂为 250℃预热空气时,理想的 ER为 0.23 ~0.29,燃气热值为 5.2 ~ 5.8 MJ/m3,气化效率为77% ~ 81%,该工况下最佳ER比为0.26,燃气热值可达5.7 MJ/m3、气化效率为81.5%。对比常温空气与预热空气两种条件,预热空气工况时的燃气热值与气化效率均有一定程度的提高,具有较好的气化特性。
2.2 含水率对气化特性的影响
试验过程中设定原料进料量150 kg/h,ER 保持在0.26 ~ 0.29,分别在常温空气与预热空气两种条件下研究原料不同含水率单一因素对气化特性的影响规律。
原料含水率对气化炉内温度与燃气中焦油含量的影响如图5所示,随着原料含水率增加,水分发生汽化吸收的热量增多,气化炉内的反应温度下降,进而影响到焦油裂解,使得燃气中的焦油含量随着含水率增加而升高;当原料含水率超过15%时,常温空气工况下的气化炉内平均温度下降明显,对应工况下的焦油含量增幅也较大。比较常温空气与预热空气两种条件,预热空气作为气化剂工况时的气化炉内反应温度较高,所得气化燃气中的焦油含量较少。
不同气化剂温度条件下,原料含水率对燃气组分的影响如表3所示,对燃气热值及气化效率的影响如图6所示。由表3和图6可以看出,气化剂温度不同时,气化燃气的组分、燃气热值及气化效率随原料含水率的变化趋势是一致的。随着含水率的增大,燃气中的CO2与H2含量逐渐升高,CO含量下降,CH4与CnHm含量均为先增加后下降。气化反应过程中,原料中的水分吸收热量变成水蒸气,原料含水率的增大使得气化炉内的水蒸气含量增加,促进了水与原料中碳元素的反应,生成较多的 CO2与H2;水蒸气的增大对于CH4的产生具有促进作用,但部分 CH4也会与水蒸气参与反应而消耗,因此CH4含量整体呈现出的变化幅度不大。
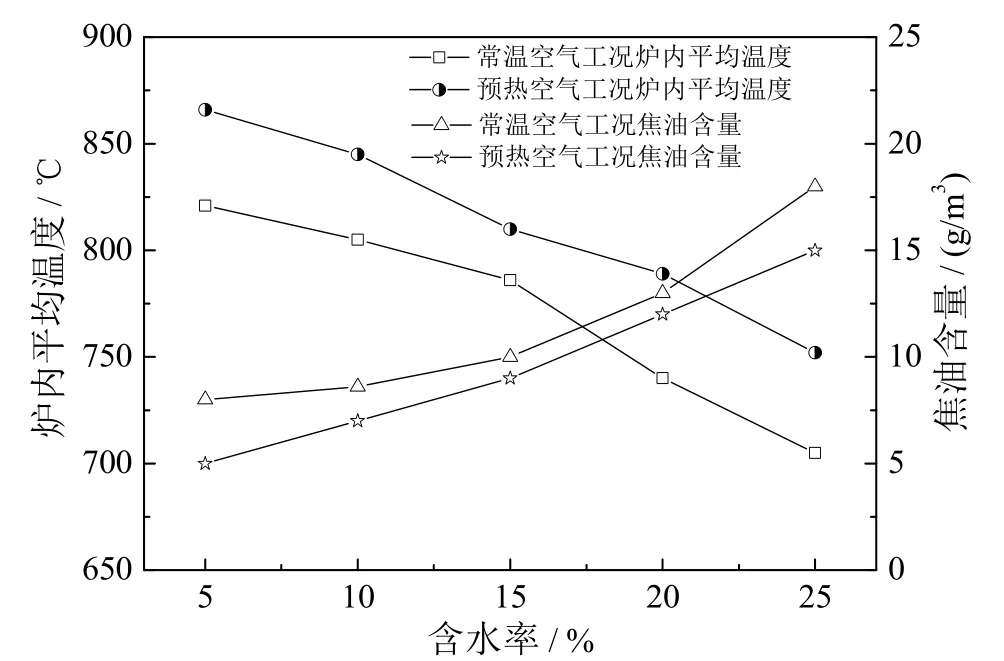
图5 含水率对气化炉内温度与燃气中焦油含量的影响Fig. 5 Effect of water content on average temperature in gasifier and tar mass concentration
由计算式(4)可知,气化效率与燃气热值及燃气产率二者均为正相关,当含水率<15%时,随着含水率的增大,促进了秸秆原料的气相转化,所得的气化燃气热值升高,且气体产率也有一定的上升,因此气化效率升高较快;当含水率>15%时,燃气热值与气体产率均随含水率增大而减小,造成了气化效率的快速下降。
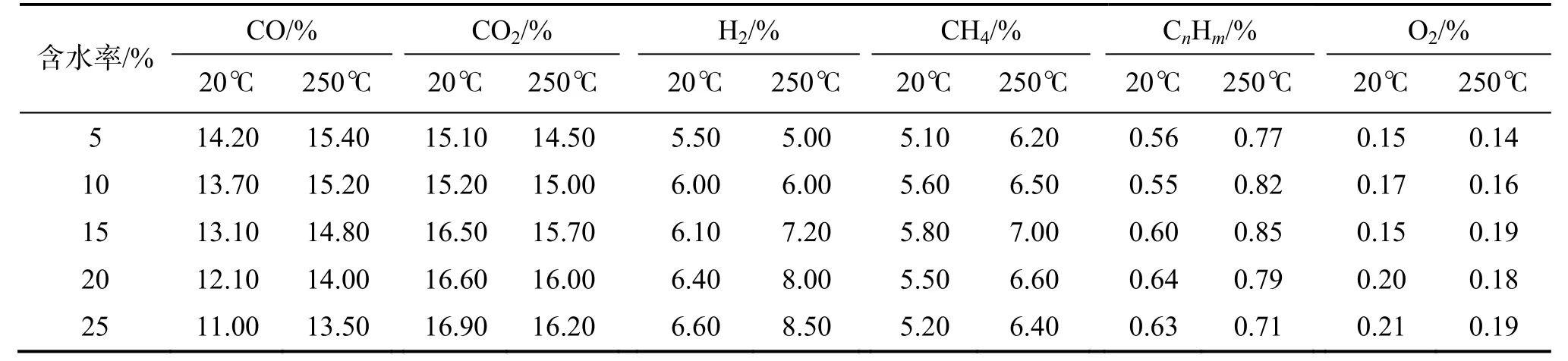
表3 常温与预热空气条件下,含水率对燃气组分的影响Table 3 Effect of water content on gas component under different gasification agent temperature conditions
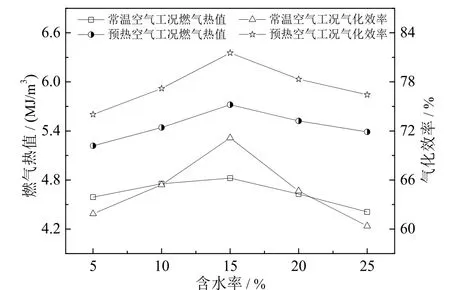
图6 含水率对燃气热值与气化效率的影响Fig. 6 Effect of water content on gas calorific value and gasification efficiency
综上,在 ER基本固定的条件下,水蒸气含量的增加或气化剂温度的升高对气化反应的进行具有一定的促进作用,燃气热值与气化效率随原料含水率变化存在一个较理想的区间范围。由图6可知,气化剂为常温空气或预热空气条件下,理想的气化原料含水率均为10% ~ 20%,当含水率为15%时燃气热值与气化效率均达到最大值;对比常温空气与预热空气两种工况,在相同的原料含水率条件下,预热空气工况时的燃气热值与气化效率均有一定程度的提高,其可能的原因是,在不同含水率试验时的气化炉内平均温度均在 700℃以上,无论常温空气或预热空气作为气化剂通入气化炉后都需要吸收热量达到气化炉内的反应温度,当预热空气作为气化剂时在气化炉内吸热所消耗的能量低于常温空气,因此预热空气工况下气化系统的能量利用率得到了提高,气化炉温度较高,而高温一方面可以提高固态物料的气相转化率,另一方面也可促进粗燃气中的大分子焦油类物质裂解更加充分,生成更多的小分子可燃性气体,因而整体上提升了气化效率。对比图 6中预热空气工况时的气化效率最大值81.5%比常温空气工况时的气化效率最大值 71.1%提高了14.6%,验证了采用预热空气作为气化介质,适当提高气化剂温度,可以较显著的促进玉米秸秆类物料的气化反应,提升气化效率。
3 结 论
以玉米秸秆为原料,采用循环流化床气化中试装置进行气化试验,分别在常温空气与250℃预热空气两种气化剂温度条件下,研究了ER及原料含水率对气化特性影响规律,得到主要结论如下:
(1)使用相同含水率的原料气化时,随着 ER的增大,循环流化床气化炉内的平均温度升高,燃气中CO2含量增加,CO与焦油含量减少,燃气热值降低,气化效率随着 ER的增大呈现先增大后减小趋势。对比常温空气与预热空气两种条件,预热空气工况时的燃气热值与气化效率均有一定程度的提高。当气化剂为常温空气时,理想的ER为0.26 ~ 0.32,燃气热值为 4.4 ~ 5.1 MJ/m3,气化效率为 68% ~ 71%;当气化剂为预热空气时,理想的ER为0.23 ~ 0.29,燃气热值为 5.2 ~ 5.8 MJ/m3,气化效率为 77% ~ 81%。
(2)在 ER基本固定的条件下,随着气化原料含水率增大,循环流化床气化炉内的平均温度下降,燃气中的CO2与H2含量及焦油含量逐渐升高,CO含量下降,CH4与CnHm含量均为先增加后下降。气化剂为常温空气或预热空气条件下,较理想的气化原料含水率均为10% ~ 20%,当含水率为15%时燃气热值与气化效率均达到最大值。对比常温空气与预热空气两种工况,在相同的原料含水率条件下,预热空气工况时的燃气热值与气化效率均有一定程度的提高。
[1]程序. 生物质能与节能减排及低碳经济[J]. 中国生态农业学报, 2009, 17(2): 375-378. DOI: 10.3724/SP.J.1011.2009.00375.
[2]王雪茜, 陈正华, 孙军. 玉米秸秆能源化利用途径与方法[J]. 中国资源综合利用, 2014, 32(10): 35-38. DOI:10.3969/j.issn.1008-9500.2014.10.016.
[3]石祖梁, 刘璐璐, 王飞, 等. 我国农作物秸秆综合利用发展模式及政策建议[J]. 中国农业科技导报, 2016,18(6): 16-22. DOI: 10.13304/j.nykjdb.2016.308.
[4]李晓. 典型生物质颗粒燃料气化燃烧的试验研究[D].济南: 山东建筑大学, 2012.
[5]GAI C, DONG Y P. Experimental study on non-woody biomass gasification in a downdraft gasifier[J]. International journal of hydrogen energy, 2012, 37(6): 4935-4944.DOI: 10.1016/j.ijhydene.2011.12.031.
[6]YIN R Z, LIU R H, WU J K, et al. Influence of particle size on performance of a pilot-scale fixed-bed gasification system[J]. Bioresource technology, 2012, 119: 15-21.DOI: 10.1016/j.biortech.2012.05.085.
[7]GUO F Q, DONG Y P, DONG LEI, et al. Effect of design and operating parameters on the gasification process of biomass in a downdraft fixed bed: an experimental study[J]. International journal of hydrogen energy, 2014,39(11): 5625-5633. DOI: 10.1016/j.ijhydene.2014.01.130.
[8]张文斌, 张龙全. 秸秆气化技术研究现状与对策分析[J]. 中国农机化, 2009(6): 90-93. DOI: 10.3969/j.issn.1006-7205.2009.06.25.
[9]谢军, 吴创之, 陈平, 等. 中型流化床中的生物质气化实验研究[J]. 太阳能学报, 2007, 28(1): 86-90. DOI:10.3321/j.issn:0254-0096.2007.01.017.
[10]范鹏飞, 李景东, 刘艳涛, 等. 感冒清热颗粒中药渣中试规模循环流化床气化实验[J]. 化工进展, 2014,33(8): 1979-1985, 1991. DOI: 10.3969/j.issn.1000-6613.2014.08.007.
[11]GUO F Q, DONG Y P, DONG L, et al. An innovative example of herb residues recycling by gasification in a fluidized bed[J]. Waste management, 2013, 33(4):825-832. DOI:10.1016/j.wasman.2012.12.009.
[12]耿峰, 齐天, 王留民, 等. 玉米秸秆颗粒燃料热解气化试验研究[J]. 河南科学, 2014, 32(6): 1082-1086. DOI:10.13537/j.issn.1004-3918.2014.06.034.
[13]诸林, 蒋鹏, 范峻铭, 等. 串行流化床生物质气化动力学模拟[J]. 天然气工业, 2015, 35(2): 114-118. DOI:10.3787/j.issn.1000-0976.2015.02.019.
[14]廖洲. 农作物秸秆热解气化研究[D]. 绵阳: 西南科技大学, 2014.
[15]曾曦, 敖先权, 曹阳, 等. 玉米秸秆与煤流化床的共气化特性[J]. 过程工程学报, 2017, 17(3): 551-557. DOI:10.12034/j.issn.1009-606X.216309.
[16]蒲舸, 刘彦国. 玉米秸秆与贫煤固定床内共气化的实验研究[J]. 煤炭转化, 2014, 37(1): 51-54. DOI: 10.3969/j.issn.1004-4248.2014.01.012.
[17]张松寿, 童正明, 周文铸. 工程燃烧学[M]. 北京: 中国计量出版社, 2008.
[18]常加富, 董玉平, 刘庆磊, 等. 文丘里洗涤器净化生物质燃气流场数值模拟及试验研究[J]. 农业工程学报,2012, 28(21): 186-192. DOI: 10.3969/j.issn.1002-6819.2012.21.026.
[19]刘广青, 董仁杰, 李秀全. 生物质能源转化技术[M].北京: 化学工业出版社, 2009.
[20]张彤辉, 张兆玲, 李景东, 等. 中药渣循环流化床热解气化试验[J]. 可再生能源, 2014, 32(3): 335-340. DOI:10.3969/j.issn.1671-5292.2014.03.017.
[21]董玉平, 张彤辉, 常加富, 等. 中药渣双回路循环流化床气化试验[J]. 天然气工业, 2013, 33(10): 127-132.DOI: 10.3787/j.issn.1000-0976.2013.10.022.
猜你喜欢
冶金动力(2022年5期)2022-11-08 01:58:54
昆钢科技(2022年2期)2022-07-08 06:36:38
环境卫生工程(2021年1期)2021-03-19 05:22:28
竹子学报(2019年4期)2019-09-30 06:50:18
建材发展导向(2019年10期)2019-08-24 06:24:38
中国特种设备安全(2018年10期)2018-12-18 02:17:20
鞍钢技术(2018年2期)2018-04-13 05:54:37
当代化工研究(2016年6期)2016-03-20 16:21:44
氮肥与合成气(2015年8期)2015-12-23 10:40:22
化工进展(2015年3期)2015-11-11 09:09:01