
磁场方向往复变化的磁力电解复合抛光头的研制*
2018-03-13 09:43时立民杨红平
机械研究与应用 2018年1期
时立民,杨红平
(天水师范学院,甘肃 天水 741001)
0 引 言
在磁力电解复合抛光中,磁场的方向至关重要。和电场方向垂直的静态磁场容易实现,因此,传统磁力电解复合抛光中,往往外加一个和电场垂直的静态磁场。但是磁N极和S极距离较远,因此磁场对电解抛光的影响并不明显。渐渐地,和抛光头一起旋转的磁场施加在磁力电解复合抛光工艺上,如图1所示。但是,抛光头的体积很小,磁场强度也很微弱,因此对磁力电解复合抛光的影响有限。抛光的质量并不理想。而且,这种抛光头的磁场方向和磁场大小不能按照抛光要求进行改变。
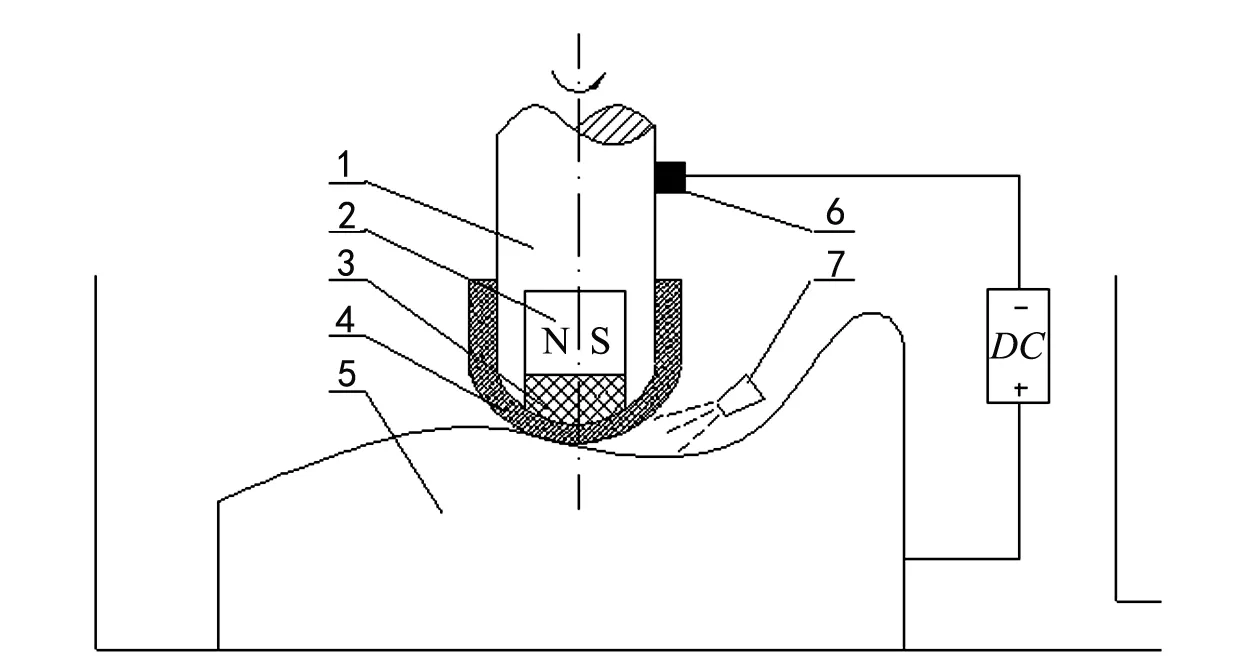
图1 安装永磁体的抛光头 1.电极 2.磁铁 3.橡胶垫 4.抛光片 5.工件 6.电刷 7.电解液喷头
经过研究发现,施加一个和电场平行的磁场能使电极间的带电粒子做螺旋线运动,大大改善了电极间带电粒子的电化学反应条件。使电化学反应的效率提高,从而改善了电解抛光的效率和抛光后工件的表面质量。如果磁场的方向能往复变化,抛光的效率和效果会更佳。基于这种理论,研制了一款新型的磁力电解复合抛光头。这种抛光头使用方便,可以根据抛光要求方便地改变磁场强度。也能方便控制使磁场方向往复变换。这种新型磁力电解复合抛光头的研制和使用,不但能促进磁力电解复合抛光机理的进一步研究,而且能加快磁力电解复合抛光在难加工材料精加工中的应用[1-6]。
1 磁场方向对磁力电解复合抛光的影响
施加和电场方向平行的磁场,使电化学反应的条件大大改善。首先,反应的速度明显提高。其次,电磁场使带电粒子做螺旋线运动,带点粒子运动强度增加,使电化学反应过程更加均匀。最后,和电场平行的磁场好像一个电磁透镜,提高了带电粒子从一极到另一极的可能,使反应效率明显提高[7-9]。尤其,当施加一个和电场方向平行并且方向始终往复变化的磁场,抛光的效果和效率会更好。
1.1 运动方程的建立
带电粒子在和电场方向平行的静态磁场中的运动如图2所示。带电粒子在电磁场中所受力为F(忽略其它的力)[10-13]。洛仑磁力F:
F=q(E+v×B)
(1)
式中:m为带电粒子的质量;q为带电粒子电量;E为电极间电场强度;V为带电粒子运动速度;B为磁感应强度。
(2)
E=Eey
(3)
式中:ex,ey,ez是单位矢量。
(4)
(5)
假设t=0,v0=(v0x)ex+(v0y)ey+(v0z)ez,s0=(x0)ex+(y0)ey+(z0)ez,将式(1)~(4) 代入式(5), 可以得到带电粒子的运动方程和轨迹方程。
带电粒子的运动方程和轨迹方程如下:
(6)
(7)
当外加磁场方向往复变换时,带电粒子在电磁场中的受力情况如图3所示。同理,可以推导出带电粒子的运动方程和轨迹方程。运动方程如下:
(8)
从方程(8)中可以明显地看到,在方向往复的动态磁场中,带电粒子的运动更加复杂。附加磁场相当于一个搅拌器。因此,抛光工件的表面质量明显得到了提高。
2 新型磁力电解复合抛光头的设计
性能良好的磁力电解复合抛光头是磁力电解复合抛光的关键。抛光头直接影响抛光的效率和抛光质量,也影响磁力电解复合抛光在难抛光材料中的广泛应用。一个安装简单使用便捷的抛光头使磁力电解复合抛光工艺的广泛使用变得比较现实。新型抛光头的结构图如图4所示。

图2 电场中的带电粒子(磁场方向始终是不变的)

图3 电场中的带电粒子(磁场方向是往复变换的)

图4 抛光头的结构 1.后柄 2.弹簧 3.调节套筒 4.轴 5.轴承 6.挡圈 7.电磁铁 8.垫圈 9.抛光头 10.抛光片
2.1 安装容易
在设计中,抛光头的后柄采用标准刀柄锥度。磁铁整体安装在抛光头内,抛光头能像一把铣刀一样方便地安装在数控机床上。所不同的就是电极间要接上直流电源,而电磁铁要接在交流电源上。
2.2 柔性好
因为抛光过程是一个轻微的材料去除过程,为了使抛光头和抛光的复杂曲面之间接触良好,受力均匀,抛光头有一定的柔性是非常必要的。抛光头上设计了键、轴和后柄弹簧的结构,能较好地解决抛光头柔性的问题。
2.3 电磁铁的安装
在磁力电解复合抛光中,施加和电场平行的磁场抛光的效果更好。虽然,平行磁场并不能加速电极间的带电粒子,但是会像一个搅拌机一样使反应更加均匀,而且能提高带电粒子从一个极到达另一个的概率,因此大大改善了电化学的条件,从而提高了电化学反应的效率和抛光的质量。以前最困难的就是施加一个和电场方向平行的磁场。新的抛光头,使这一想法很容易实现。而且可根据不同的抛光要求,便捷地通过改变交流电源的参数从而方便的控制磁场强度[14-16]。
2.4 抛光头的系列化
为了适应不同的曲面,将磁力电解复合复合抛光头前端的抛光头更换成半径各异的抛光头即可,而无需从新设计并安装整个磁力电解复合抛光头。这样降低了成本,而且使用起来十分方便。这种新型的磁力电解复合抛光头外观如图5所示。

图5 新型的磁力电解复合抛光头
3 磁力电解复合抛光试验
在数控机床主轴上安装磁力电解复合抛光头。增速装置、电解液喷嘴、电刷以及电解液循环如图6所示,分别安装在数控机床主轴和工件之间。再分别给电极和电磁铁通上直流和交流电。

图6 磁力电解复合抛光 1. 增速装置 2.磁力电解复合抛光头 3.抛光片 4.工件 5.电解槽 6.电刷 7.电解液喷嘴
3.1 试验条件
电解液:20%NaNO3;磁感应强度:0.1 T;电流密度:0.15~0.25 A/cm2;主轴转速:17 500 r/min;被抛光前工件表面粗糙度为Ra=3.2 μm。
3.2 试验结果
在以上的实验条件下,对不锈钢工件达到Ra=1.2 μm用时约20 min。
4 结 论
通过以上的实验和分析可以得出如下结论:
(1) 磁力电解复合抛光头安装简单,使用方便。尤其有很好的柔性,抛光出来的表面均匀,抛光质量高。前面的抛光头成系列化,可以根据不同曲率的被抛光曲面,方便地更换。
(2) 磁场强度和方向可以很方便地调整。该磁力电解复合抛光头不仅能提供和电场方向平行的磁场,而且能通过控制交流电源的相关参数很方便地改变磁场强度,可用于不同种类材料的抛光。可以使磁场方向往复变换,进行动态磁场的相关实验研究。
总之,新型的磁力电解复合抛光头使用方便便捷,效果良好。除了广泛的使用外,为进一步研究磁力电解复合抛光的机理做好了装置准备,尤其为动态磁场对抛光的影响研究提供了便利的设备。
[1] 赵万生,王振龙,郭东明,等.国外特种加工技术的最新进展[J].电加工,1999(5):12-20.
[2] 金东燮,彭广斌,陈玉全.磁场对磁力电解研磨加工的影响[J]. 哈尔滨科学技术大学学报,1996,20(3):13-18.
[3] 陈逢军,唐 宇,苗想亮,等.磨料射流表面抛光研究综述[J].表面技术,2015,44(11):119-127.
[4] 王 曼,赵联芳.铝材碱性电解抛光工艺的研究[J]. 电镀与环保,2013(3):44-46.
[5] 叶 婷.中性电解抛光技术在轻工机械中的实际运用探讨[J].信息系统工程,2016(4):43-43.
[6] 宋广胜,陈强强,徐 勇,等.镁合金EBSD试样电解抛光工艺研究[J]. 特种铸造及有色合金,2014(12):1235-1239.
[7] 宁生科,王瑞锋,马保吉.磁场对电解加工间隙流场影响的仿真分析[J].机械设计与制造,2015(8):89-93.
[8] 朱育权,杜令奇,马保吉,等.磁场对电解加工过程影响的实验研究[J].电加工与模具,2016(3):107-109.
[9] Muhamad MR, Zou Y, Sugiyama H. Investigation of the finishing characteristics in an internal tube finishing process by magnetic abrasive finishing combined with electrolysis[J]. Transactions of the Institute of Metal Finishing,2016,94(3):159-165.
[10] 吴修娟,曲宁松,曾永彬,等.亚微米电解加工的试验研究[J].东南大学学报自然科学版,2013,43(4):777-781.
[11] 阮日新,罗 虎,王永强,等.基于环形磁场励磁的两面磁力抛光试验研究[J].湖南大学学报(自科版),2016,43(4):31-37.
[12] 陈 燕,张广彬,韩 冰,等.磁力研磨法对陶瓷管内表面超精密抛光技术的试验研究[J].摩擦学学报,2015(2):131-137.
[13] 唐 瓦,邓伟杰,郑立功,等.离子束抛光去除函数计算与抛光实验[J].光学精密工程,2015(1):31-39.
[14] 陈 燕,周 锟,牛凤丽,等.航空发动机整体叶盘磁力研磨光整实验[J].航空动力学报,2015(10):2323-2330.
[15] Shi Li-min, Chen Yu-quan, Shi Qi-min. Development of magnetic-electrochemical compound polishing slice[J].Journal of Harbin University of Science and Technology,2007,12(6):113-116.
[16] Chen Y Q, Dong S, Yu H L, Shi L M. Study of the compound polishing process on snsb alloy moulds[J].Journal of Materials Processing Technology,2002,129(11):310-214.
猜你喜欢
小学科学(2022年23期)2023-01-30
格言·校园版(2021年22期)2021-09-27
智慧少年·故事叮当(2021年3期)2021-06-29
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
中学生数理化·高二版(2017年1期)2017-04-18
制造技术与机床(2017年12期)2017-02-02
求学·理科版(2016年12期)2017-01-03
求学·理科版(2016年4期)2016-09-02
新高考·高一物理(2015年6期)2015-09-28
中国有色冶金(2015年2期)2015-03-06
