
高聚合度PVC防水卷材的开发
2018-03-07 11:01牧保文
聚氯乙烯 2018年11期
牧保文
(河南省皮革塑料研究所有限公司,河南 郑州 450000)
PVC防水卷材主要用于建筑墙体、屋面、隧道、公路、垃圾填埋场等,起到防止雨水、地下水渗漏的作用,是一种可卷曲成卷状的柔性建材产品。作为工程基础与建筑物之间的连接,PVC防水卷材是整个工程防水的第一道屏障,对整个工程起着至关重要的作用[1]。目前,市面上销售的防水卷材大多采用普通PVC树脂(平均聚合度为1 000~1 300)来生产,但是普通PVC树脂的分子质量小,所生产的防水卷材的拉伸强度偏低,耐寒性、耐热性、耐溶剂性和耐疲劳性均一般,使用寿命短,应用领域受到限制。
高聚合度PVC树脂的平均聚合度在2 500以上,与普通PVC树脂相比,其具有优异的耐寒性、耐热性、耐溶剂性和耐疲劳性。但是高聚合度PVC树脂的黏度大,流动性差,塑化温度高,加工性能差,用来生产防水卷材时加工难度较大。笔者采用高聚合度PVC树脂制备了防水卷材,对其配方和生产技术进行介绍。
1 主要原料
笔者制备的高聚合度PVC防水卷材的主要原料如下(仅供参考):PVC树脂,平均聚合度2 500,中国石油化工股份有限公司齐鲁分公司;CPE-135A,潍坊亚星化学股份有限公司;液体丁腈橡胶(LNBR),衡水腾宇橡塑有限公司;高分子聚酯增塑剂、邻苯二甲酸二辛酯(DOP)、对苯二甲酸二辛酯(DOTP),山东蓝帆化工有限公司;钙锌复合稳定剂 ,深圳市志海实业有限公司;其余助剂均为工业品,市售。
2 主要生产设备
笔者制备高聚合度PVC防水卷材时主要的生产设备如下(仅供参考):SRL-2型高低速混合机组,苏州铁龙机械有限公司;JSH65-150型挤出机组、JSCH80型复合机组,昆山科信橡塑机械有限公司。
3 生产工艺
3.1 工艺流程
原料称量→加料→高速混合→低速搅拌冷却→冷却静置→自动输送→挤出成型→复合成型→冷却定型→自动牵引→定长切割→产品检验→包装入库。
3.2 工艺参数
(1)高速混合时出料温度:100~110 ℃。
(2)挤出机组成型温度:1区150 ℃,2区160 ℃,3区165 ℃,4区168 ℃,5区175 ℃;主机转速为25 r/min,牵引转速为230~270 r/min。
(3)复合机组成型温度:170~180 ℃。
4 配方
常用的高聚合度PVC防水卷材为:PVC树脂(平均聚合度2 500),100份;钙锌稳定剂,5份;DOP,10~30份;DOTP,10~25份;CPE-135A,8~10份;LNBR,8~16份;高分子聚酯增塑剂,10~25份;石蜡,0.2~0.4份;PE蜡,0.3~0.6份;加工型ACR,3份;碳酸钙,20~40份;抗氧剂,0.6~0.8份;颜料,适量。
笔者给出3个参考配方,见表1。
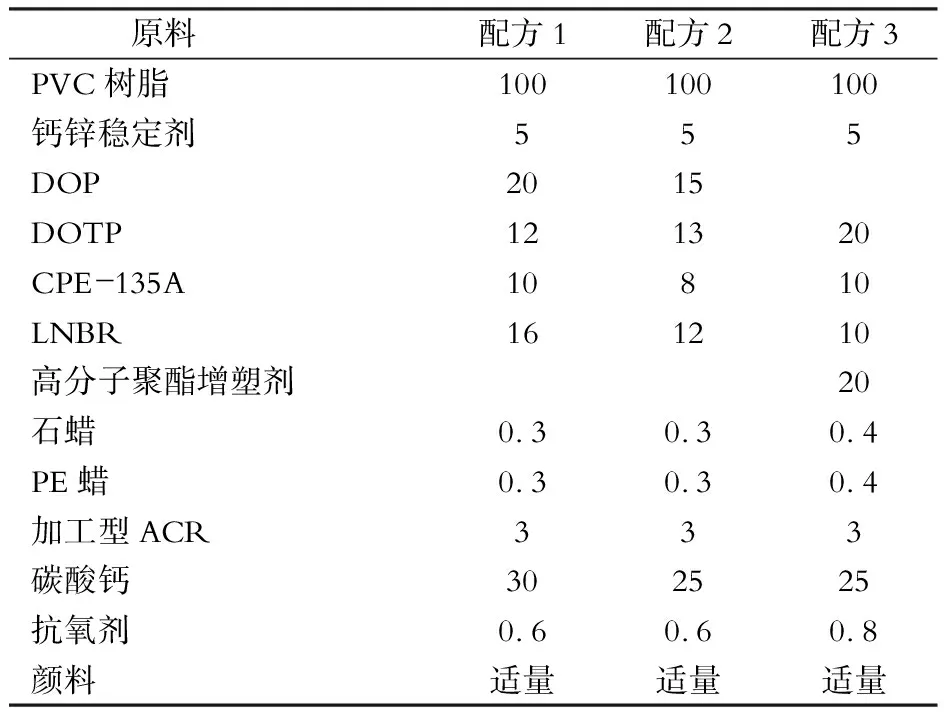
表1 高聚合度PVC防水卷材参考配方Table 1 Reference formula of high polymerization degree PVC waterproof membranes
5 主要原料对产品性能的影响
5.1 PVC树脂
高聚合度PVC树脂的分子间有轻微交联。与普通PVC树脂相比,高聚合度PVC树脂的拉伸强度和断裂伸长率更高,耐疲劳性、耐磨耗性、耐候性、耐油性、耐寒性、耐臭氧性、耐热性、耐溶剂性等更好,制品的硬度随温度变化小,具有类似橡胶的性能。但是高聚合度PVC树脂的分子质量大,黏度大,流动性差,加工性能差,塑化温度比普通PVC树脂要高15~20 ℃。对于防水卷材而言,还需要针对高聚合度PVC树脂的加工特性对配方进行相应的调整,才能顺利挤出成型。
5.2 稳定剂
普通PVC防水卷材大多使用三盐稳定剂、二盐稳定剂或复合铅盐稳定剂。随着人们对环保要求的提高和塑料助剂行业的发展,钙锌复合稳定剂的使用越来越普遍。在实际生产中,笔者发现在生产色彩鲜艳的PVC防水卷材时,如果使用钙锌稳定剂则更容易调色,并且颜料用量相对于铅盐稳定剂要少15%左右。在基础配方相同的情况下,与铅盐稳定剂相比,使用钙锌复合稳定剂生产的PVC防水卷材的密度要小0.015~0.035 g/cm3。但市面上的钙锌复合稳定剂的质量与稳定效果参差不齐,对生产厂家和牌号的选择很重要,不但要求能够保证高聚合度PVC树脂在加工过程中不分解,还要能保证每批次复合稳定剂质量和性能稳定,以保证防水卷材生产厂家的长期稳定生产。
5.3 增塑剂
增塑剂品种较多,可根据客户的具体要求选择不同品种的增塑剂。DOP是PVC最常用的增塑剂,其成本低,综合性能好,但是邻苯类增塑剂不能用于出口产品。DOTP作为非邻苯类增塑剂,具有耐热、耐寒、难挥发、耐抽出、柔韧性好等优点,可作为主增塑剂使用。对于耐热性要求高的PVC防水卷材,可配合使用偏苯三酸三辛酯(TOTM)。对于高档PVC防水卷材,最好使用高分子聚酯增塑剂,其具有优异的耐低温性能、耐迁移性能、耐油性能以及优良的相容性能和加工性能,是高档PVC防水卷材理想的增塑剂。对于氯化石蜡类增塑剂,虽然其成本低,但会使PVC防水卷材的耐低温性能变差,使用时应慎重。另外一些低档增塑剂,如氧化地沟油、氯化地沟油、低级芳烃等,其与PVC树脂的相容性差,容易迁移渗出,会严重影响PVC防水卷材的低温性能和耐老化性能,不能使用。
5.4 改性剂
高聚合度PVC防水卷材可采用CPE-135A和LNBR(丁腈橡胶质量分数30%~40%)的复合改性剂。CPE是一种线型非晶型饱和弹性体,具有优良的耐低温性、耐候性、耐臭氧性、耐化学药品性及耐老化性,以及良好的耐油性、阻燃性和着色性。CPE与高聚合度PVC有良好的相容性,并且成本相对于LNBR来说要低得多。LNBR是以丁二烯、丙烯腈为主链结构,常温下呈黏稠液体状的橡胶[2],可改善PVC材料的加工流动性,替代DOP、DBP、DOA、DOS等增塑剂,改进PVC材料的耐寒性、耐热性、耐光性、耐老化性、耐油性,提高制品的回弹性、冲击性能及表观质量,并可改善制品中增塑剂易迁移的问题。
由于高聚合度PVC的分子质量大,流动性差,为了改善其流动性,需要加入较多的LNBR。但LNBR会使PVC防水卷材的拉伸强度明显降低,并增加产品成本。经试验发现,当LNBR的用量超过16份时,高聚合度PVC防水卷材的拉伸强度显著降低,且产品成本提高幅度较大。因此,需要添加辅助改性剂——CPE-135A。CPE-135A的结构与高聚合度PVC树脂接近,且其分子质量相对较小,与LNBR一样同为线型非晶型饱和弹性体,因此将这2种改性剂与高聚合度PVC树脂混合后,LNBR和CPE-135A可均匀填充在高聚合度PVC树脂形成的空间网状结构的空隙中。CPE-135A不仅能改善高聚合度PVC树脂的加工性能,制成的防水卷材的性能稳定,而且可减少LNBR的用量,从而降低产品成本。
此外,由于高聚合度PVC树脂的平均聚合度较高,其制品脆性较大,抗弯折性能差,韧性较差,而CPE-135A具有良好的低温韧性,能弥补高聚合度PVC树脂的性能缺陷。因此,采用CPE-135A和LNBR的复合改性剂制得的高聚合度PVC防水卷材的性能优良,并且一些性能参数优于普通PVC防水卷材,而其价格与普通PVC防水卷材相比差别不大。
5.5 加工改性剂
高聚合度PVC防水卷材在生产过程中使用的加工改性剂是加工型ACR,其能够有效降低塑化温度,促进塑化效果,提高熔体强度,防止熔体破裂,提高制品的表面光洁度。值得提出的是,在PVC防水卷材的生产过程中经常会出现熔体破裂现象。熔体破裂一般是指在高剪切条件下,挤出的物料出现表面凹凸不平或熔体断裂的现象。许多厂家在生产PVC防水卷材时遇到过这样的问题:虽然添加了加工型ACR,但熔体破裂现象不但没有得到控制,反而越发严重;特别是在提高挤出速度时,这种现象更严重。由于加工型ACR分为2种(润滑型ACR和促进凝胶化型ACR),生产厂家将润滑型ACR误用作促进凝胶化型ACR而导致上述问题。润滑型ACR是甲基丙烯酸甲酯、丙烯酸丁酯和苯乙烯的共聚物,其具有核-壳结构,分子质量较小,不仅有一般加工改性剂的特性,还具有外润滑的功能(主要是共聚物中的苯乙烯与PVC相容性不好而显示出外润滑功能,像小分子润滑剂一样),这会加重熔体的破裂,应引起注意。
6 结语
在高聚合度PVC防水卷材的生产过程中,增塑剂、改性剂、加工改性剂等都会影响塑化温度和流动性,要充分了解所用原料的性能,掌握助剂中有效成分的含量,应在确保产品质量、长期稳定生产的前提下,全面把握,统筹考虑产品性能与成本的关系,从而提高产品竞争力,增加企业的经济效益。
猜你喜欢
中国造纸(2022年3期)2022-07-21
石油沥青(2021年4期)2021-10-14
食品与发酵工业(2021年14期)2021-08-02
山东交通科技(2020年1期)2020-07-24
中国塑料(2016年2期)2016-06-15
中国塑料(2015年6期)2015-11-13
造纸化学品(2015年4期)2015-11-04
中国塑料(2015年10期)2015-10-14
中国塑料(2015年9期)2015-10-14
中国塑料(2015年5期)2015-10-14
