
磨加工主动测量仪在线圆度评定理论研究
2018-03-05 12:31贾英锋张琳娜郭俊可
机械设计与制造 2018年2期
贾英锋,郑 鹏,张琳娜,郭俊可
(郑州大学 机械工程学院,河南 郑州 450001)
1 引言
随着现在制造技术的提高,人们对精密零件的加工、检测要求也越来越高。磨加工主动测量仪是一种能够在线检测工件尺寸,并由测得尺寸变化值与设定信号点值做比较,进而对机床发出指令信号,控制机床动作的仪器,如图1所示。主动测量能够实现不停机测量和控制机床动作,可以降低工人劳动强度、提高生产效率,同时也可提高工件表面质量、产品一致性。磨削加工过程中,为了在保证工件表面质量的前提下提高加工效率,一般采用“粗磨—精磨—光磨”的三级加工模式,或者“粗磨—精磨—半精磨—光磨”四级加工模式,如图2所示。显然,在逐级加工模式下,工件的圆度是随着加工进程而逐渐降低的。影响工件圆度的因素是复杂多样的,其中一个重要因素是上一级加工过程中工件形成的圆度,工件已有的圆度通过工件与砂轮间的法向切削力的变化映射和影响到下一级加工过程的工件圆度。因此,对于工件圆度的检测往往也希望能够实现逐级检测,而不是等待整个加工过程完成后机后检测工件圆度。以常
见的“粗磨—精磨—光磨”的三级加工模式介绍磨加工主动量仪在同时检测尺寸和圆度模式下的加工流程,如图3所示。其中,工件为外径时,尺寸信号点设定值 P1>P2>P3>P4,其中 P4=0,即到尺寸。圆度信号点设定值 Y2>Y3>Y4,Y2、Y3、Y4分别为工件尺寸值到达 P2、P3、P4时要求达到的圆度值,其中Y4即最终圆度要求。

图1 磨加工主动量仪Fig.1 Grinding Active Measuring Instrument

图2 磨加工主动量仪“粗磨—精磨—光磨”模式Fig.2 The Mode of“Rough Grinding,Fine Grinding and Polishing”for Grinding Machine
图中:P1、P2、P3、P4—主动测量控制器信号设定点;S1-S2—粗磨阶段;S2-S3—精磨阶段;S3—S4—光磨阶段。
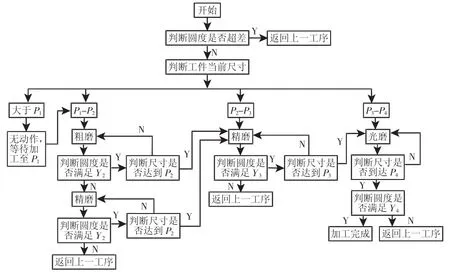
图3 磨加工主动量仪检测尺寸、圆度工作流程图Fig.3 The Working Flow Chart of Measuring Dimension and Roundness of Grinding Machine
从磨加工主动测量对于尺寸、圆度的检测工作流程中可以看出:圆度的在线检测可以在加工过程中确定圆度不合格的工件,相比于机后圆度检测可提高加工效率。磨削加工与圆度检测同步进行的制造模式是必要的[1]。
目前,尺寸的主动测量已成为现有主动量仪最基本的功能,理论研究和技术应用都十分成熟。圆度在线评定方面,已经有学者做了一定的研究工作。文献[2]设计了基于PMAC—PC下零件外圆表面磨削在线测量及加工系统;文献[3]提出了基于IRM(改进反向法)和小波变换的圆度误差在线检测技术以实现主轴回转误差分离和环境噪声消除;文献[4]设计了一种基于LabView虚拟仪器技术的圆度误差在线测量装置;文献[5]结合新一代GPS圆度误差评定准则研究了磨加工主动测量仪在线圆度误差评定技术及应用。但现有的在线圆度评定中“在线”基本上侧重的是将圆度评定的硬件设备和软件程序与加工设备相整合,也可以做到提高加工效率和一定的反馈控制。但是没有考虑在线评定时加工进程对圆度的影响,在线圆度评定的原理与机后测量的圆度评定原理并无区别。因此,在考虑加工过程对在线圆度评定的影响基础上,研究磨加工主动测量仪的在线圆度评定技术。
2 在线圆度评定技术
GB/T24632.1—2009中规定了四种圆度误差评定方法[6]:最小二乘法、最小外接圆法、最大内切圆法和最小区域法。ISO/TC213发布的GPS规定[7],切比雪夫拟合法也可以作为圆度误差的评定方法。其中,最小区域法是圆度误差的仲裁方法,计算精度高于其他方法,当其他方法出现争议的时候,必须用最小区域法仲裁。最小外接圆法、最小内切圆法和最小区域法的算法难以简单、快速确定拟合圆的圆心,一般通过移心算法实现,对于计算机编程而言较为复杂和困难。切比雪夫拟合法存在运算速度不高、初始值与算法关系的问题[6]。最小二乘法计算简便,易于编程实现,可行性较高,故在实际应用中较为常见。对在线圆度的评定以最小二乘法为数学模型进行讨论研究。
2.1 最小二乘法
圆的最重要信息在于圆心的位置和圆的半径大小。最小二乘的拟合过程就是利用实际轮廓测得值确定拟合圆圆心和半径值的过程。在圆度评定时,实际被测点的位置可以用极坐标(Ri,θi)表示,其中Ri是测点的极径,θi是测点的极角,如图4所示。将测点的极坐标转化为直角坐标为:

图4 最小二乘数学模型示意图Fig.4 Schematic Diagram of Least Squares Mathematical Model

设最小二乘圆的圆心坐标为(a,b),则相对于最小二乘圆心各实际测点的坐标和半径分别为:最小二乘是使拟合圆半径R与实测轮廓圆半径的误差的平方和为最小[8]。磨加工主动测量仪实际的圆度评定过程中,可以认为最小二乘圆的圆心与回转类工件的回转轴心十分接近,即a,b值极小。半径误差值 ei可近似表示为:ei=Ri-acosθi-bsinθi-R(i=1,2,…,m) (2)
同时,工件的圆度误差与工件半径相比是极小的。因此,由式(2)得:Ri=R+acosθi+bsinθ(ii=1,2,…,m) (3)
磨加工主动测量仪圆度评定时需要测量的点数m值很大,因此式(3)是一个超正定方程组。由文献[9]可得:


最小二乘圆法评定准则:以拟合最小二乘圆圆心为中心,作两个同心圆包容实际被测轮廓,该轮廓上至少有一个测点与同心圆的内圆(外圆)相接触。同心圆的半径差即为最小二乘法所得圆度误差[10]。设rmax、rmin为实际轮廓上测点至最小二乘圆心O′的最大半径和最小半径。则工件轮廓的最小二乘圆度误差f为[5]:f=rmax-rmin(5)

在主动测量仪测头测得工件一周的测点极径Ri和θi极角后,由式(1)、式(4)、式(5)即可计算得到最小二乘法圆度误差评定结果。
2.2 在线圆度评定
应用最小二乘法进行圆度评定时,需要首先得到工件一周的轮廓位置信息,然后由测得数据计算得出圆度误差。但是,对于在线圆度评定而言,应该考虑到磨削加工过程中,工件轮廓尺寸在被测量的同时也在被砂轮磨削,即工件轮廓尺寸也在不断变化。工件磨削加工过程时工件横截面示意图,如图5所示。
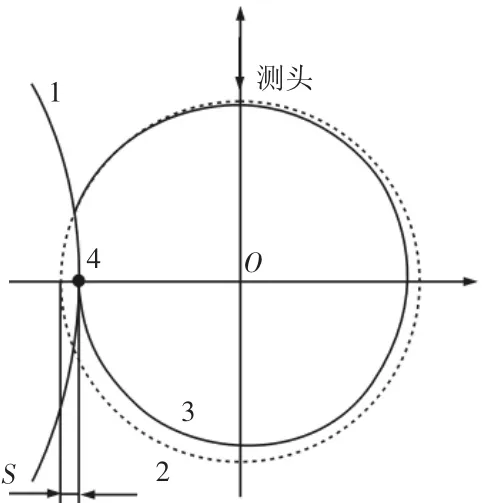
图5 磨削过程工件横截面示意图Fig.5 Schematic Diagram of Cross Section of Workpiece in Grinding Process
图中:曲线1—砂轮轮廓线;虚线2—砂轮不进给时工件理想截面;
实线3—砂轮进给时工件理想截面;点4—砂轮轮廓在砂轮
进给方向上点;S—工件旋转一周时砂轮进给量;O—工件旋
转轴心;测头固定在工件正上方(可任意位置)。
磨削加工进行时,工件以一定转速转动的同时砂轮持续进给,假设砂轮进给速度不变,点4可认为是砂轮磨削工件的磨削点,工件磨削过程中实际轮廓3是工件旋转是被磨削形成的,即线3由点4构成。点4匀速接近工件旋转轴心O,并且工件匀速转动。在几何学知识中,一个点匀速离开(靠近)一个固定点的同时又以固定的角速度绕该固定点转动而产生的轨迹称为阿基米德螺线(等速螺线),其极坐标方程式为:r=a+bθ(a,b∈R)
通过对磨削过程中工件实际轮廓形成的分析,可以做出如下假设:工件匀速转动,砂轮匀速进给时,不考虑工件旋转偏心、机床振动、砂轮震颤等其他因素,在理想条件下,磨削过程中的工件表面轮廓横截面是阿基米德螺线。磨削加工过程中的在线圆度评定实际就是对近似于阿基米德螺线的螺旋线的圆度评定。
在线圆度误差评定相对于机后圆度误差评定而言,工件实际轮廓半径变化不仅仅来源于圆度误差本身,还包括砂轮进给所造成的尺寸变化。而在磨削加工中,磨削到尺寸前往往有光磨阶段,用以修整和降低工件圆度误差。在光磨时可以消除砂轮进给时所造成的尺寸变化,即理想情况下,将工件轮廓截面的“阿基米德螺线”修整为圆。
在线圆度评定技术的原理就是由得到的磨削进程中的实际轮廓测点半径值,先通过尺寸补偿将“阿基米德螺线”补偿为“圆”,然后求“圆”的圆度误差,其原理如下:
(1)设工件实际轮廓表面测得极坐标为(Ri,θi),(i=1,2,…,m),其中Ri是测点的极径,θi是测点的极角。对Ri其进行尺寸补偿,设直线l为以θi为横坐标,以Ri为纵坐标的直角坐标系中测点的最小二乘拟合线,斜率为k为补偿后的极径值,则

2.3 机后与在线圆度评定对比
为分析研究在线圆度评定理论的合理性、正确性,将在线圆度评定与机后圆度评定做对比分析。为方便分析起见,不妨假设最小二乘圆圆心与工件旋转轴心重合,如图5所示。横坐标为工件圆周测点极角,纵坐标为测点极径。机后圆度评定,其中实线la纵坐标值为最小二乘圆半径R,实线la可以视为由最小二乘圆上的点构成,显然也是所有测点最小二乘直线,如图6所示。两虚线为平行于实线la,包容所有测点且直线间距离最短的两条线,则其圆度误差评定值即为两虚线间距离。主动测量在线圆度评定,其中实线lb为所有测点的最小二乘直线,如图7所示。两虚线为平行于实线lb,包容所有测点且直线间距离最短的两条线,同理其圆度误差评定值即为两虚线间距离。θ为最小二乘直线与横坐标夹角,设加工过程中,某时刻工件半径平均值为r,工件旋转一周时砂轮进给量为 s,则
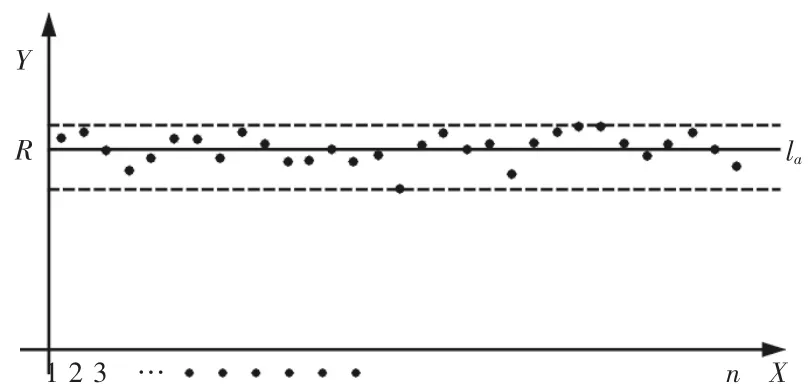
图6 机后圆度评定Fig.6 After Machining Roundness Evaluation
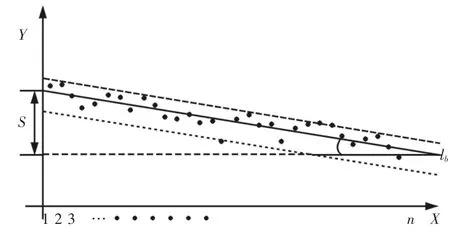
图7 主动测量在线圆度评定Fig.7 On Line Measurement of Active Measurement
lb斜率不为0,这是因为在线圆度评定时砂轮在实时进给,工件实际轮廓半径值不断变化造成的。在线圆度评定中的尺寸补偿就是将补偿lb使其等价于la,将在线圆度评定变为机后圆度评定,进而求得圆度误差值。同时,对比分析可知在线圆度评定和机后圆度评定一样,理论方法符合最小二乘原理,评定原则满足最小二乘评定准则。
3 实验
实验机床采用MGB1320E高精度半自动外圆磨床,如图8所示。磨削工件材料为45钢,磨削外圆直径为24mm,外圆轴向尺寸为30mm;砂轮材质为棕刚玉,直径400mm,厚度32mm,最高线速度35m/s;磨削液使用浓度为4%的乳化液;磨削方式为外圆切入磨削。实验安排:砂轮以一定磨削切入速度进给一定加工余量后光磨至到尺寸,其中磨削切入速度、磨削加工余量和光磨余量分别设定两个水平变量,如表1所示。实验安排共计23=8组。

图8 磨削实验设备Fig.8 Grinding Experiment Equipment

表1 工艺参数水平表Tab.1 Level of Process Parameters
磨削过程中,使用磨加工主动测量仪分别由在线圆度评定模块和机后圆度评定模块测定磨削切入进给时的圆度误差。磨削完成后,机后圆度评定模块检测工件最终的实际圆度误差。最终实验结果数据为在线模块下磨削进程时圆度值A(μm)、机后模块下磨削进程时误差值B(μm)、磨削完成时工件实际圆度值C(μm),计算分析数据D为A相对于C的误差、E为B与A的差值(μm),同时工件旋转速度为300r/min,可计算得出工件旋转一周时砂轮进给量F(μm)、G为E相对于F的误差结果,如表2所示。由表2可以看出,在线圆度评定得到的圆度误差值与磨削完成后实际圆度误差值的差值绝对值最大不超过10%,证明了在线圆度评定理论的可行性;同时,常见的机后圆度评定在磨削进程时得到的圆度评定值B与在线圆度评定值A的差值E,与砂轮在工件旋转一周时的进给量F的差值绝对值不超过18%,证明了机后圆度误差评定与在线圆度评定得到的圆度误差值的差主要来源于工件旋转是砂轮的进给,间接证明了在线圆度评定尺寸补偿理论的正确性。
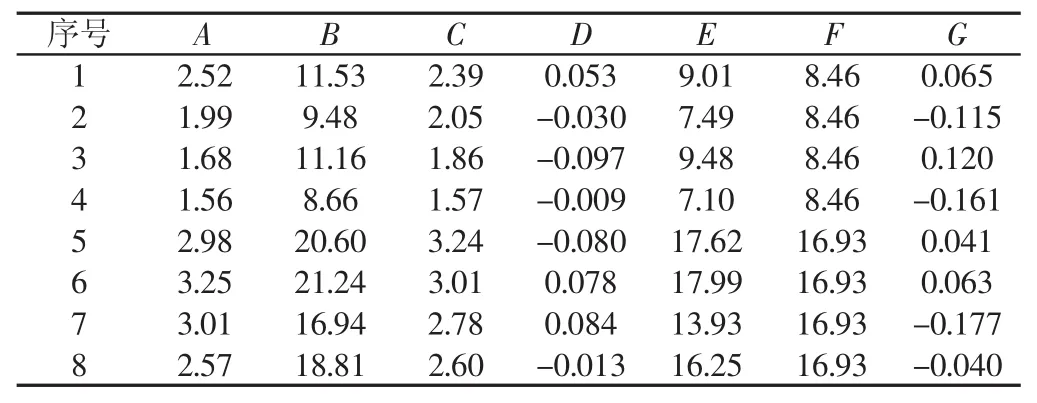
表2 实验及分析结果Tab.2 Experimental and Analytical Results
4 结论
研究了高精密磨削加工中磨加工主动测量仪对工件尺寸和表面圆度同时检测时的工作流程;通过对磨削进程时工件实际表面轮廓横截面形成的分析,得出在理想条件下,工件在磨削加工时表面轮廓截面为阿基米德螺线。结合最小二乘法原理和评定准则,提出了一种尺寸补偿法的在线圆度评定技术。通过实验证明:在线圆度评定得到的圆度误差值与磨削完成时工件实际圆度误差值的差值绝对值最大不超过10%,验证了在线圆度评定理论的可行性;机后圆度误差评定与在线圆度评定得到的圆度误差值的差值与工件旋转一周时砂轮进给量的差值绝对值最大不超过18%,证明了机后圆度误差评定与在线圆度评定得到的圆度误差值的差主要来源于工件旋转是砂轮的进给,间接证明了在线圆度评定理论尺寸补偿的正确性。该研究对于实现磨加工主动量仪在线圆度评定具有重要意义。
[1]刘逸飞,邹雪妹,谈理.基于误差分离技术的圆度自动检测的研究[J].机械设计与制造,2013(2):147-149.(Liu Yi-fei,Zou Xue-mei,Tan Li.Research of roundness auto detection based on error separation technique[J].Machinery Design&Manufacture,2013,(2):147-149.)
[2]张珂,郑朝方,吴玉厚.PMAC-PC下零件圆度误差的在线测量[J].沈阳建筑大学学报:自然科学版,2005(5).(Zhang Ke,Zheng Chou-fang,Wu Yu-hou.On line measurement of roundness error of parts nnder PMAC-PC[J].Journal of Shenyang Construction University:Natural Science Edition,2005(5).)
[3]张玉梅,左春柽,李春芳.基于IRM和小波变换的圆度误差在线检测技术[J].农业机械学报,2009,(7):212-216.(Zhang Yu-mei,Zuo Chun-cheng,Li Chun-fang.Roundness on-machine measurement method based on IRM and wavelet transform[J].Transactions of the Chinese Society for Agricultural Machinery,2009(7):212-216.)
[4]史少杰.基于LabVIEW的新型在线圆度测量装置的研究[D].洛阳:河南科技大学,2015:1-5.(Shi Shao-jie.New on-line roundness measuring device based on lab-VIEW[D].Luoyang:Henan University of Science and Technology,2015:1-5.)
[5]高方.磨加工主动测量控制的关键技术及应用[D].郑州:郑州大学,2014:46-48.(Gao Fang.The application of the key technology of grinding active measurement control[D].Zhengzhou:Zhengzhou University,2014:46-47.)
[6]王雪.基于切比雪夫逼近理论的形状误差评定算法研究[D].北京:北京工业大学,2012:1-3.(Wang Xue.Algorithm for form error evaluation based on chebyshev approximation theory[D].Beijing:Beijing University of Technology,2012:1-3.)
[7]方沁林.圆度误差评定的算法研究与软件设计[D].武汉:华中科技大学,2007:6-7.(Fang Qin-lin.Research on roundness evaluation algorithm and programming[D].Wuhan:Huazhong University of Science and Technology,2007:6-7.)
[8]黄长艺.机械工程测量与测试技术[M].北京:机械工业出版社,2004.(Huang Chang-yi.Mechanical Engineering Measurement and Testing Technology[M].Beijing:China Machine Press,2004.)
[9]李红.数值分析[M].武汉:华中科技大学出版社,2003:63-72.(Li Hong.Numerical Analysis[M].Wuhan:Huazhong University of Science and Technology Press,2003:63-72.)
[10]岳奎.最小二乘圆法评定圆度误差的程序设计[J].工具技术,2006,(4):79-81.(Yue Kui.Programming for evaluation of roundess error by least squares mean circle method[J].Tool Technology,2006(4):79-81.)
猜你喜欢
机械工程师(2022年10期)2022-11-17
装备制造技术(2020年1期)2020-12-25
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
中国交通信息化(2017年4期)2017-06-06
内燃机与配件(2014年5期)2014-08-29
