液压支架千斤顶活柱修复焊接机床的设计研究及应用
2018-03-02 08:12薛克武王荣泉党静
中国设备工程 2018年4期
薛克武,王荣泉,党静
(陕西陕煤韩城矿业有限公司生产服务中心,西安重装韩城煤矿机械有限公司,陕西 韩城 715400)
在液压千斤顶活柱维修中,当活柱外径出现大面积磨损、外径偏差较大或者点蚀等损坏时,通常有两种方法进行修复,一种是采用电镀镀铁工艺进行修复,但由于环保等问题,国家对该工艺限制比较严格;另一种是对其进行焊接填补,而手动焊接工作量大,焊缝厚度难以控制,且废品率较高,因此这就成为液压千斤顶活柱维修中的一个难题。
1 活柱修复焊接机床方案设计
为解决液压千斤顶活柱维修这一难题,通过查询相关设计资料,对活柱补焊工序和焊接设备进行分析,分析后发现:当活柱外径出现大面积磨损、外径偏差较大或者严重点蚀时,适宜采用整体焊接的方法进行修补。
在受到车床车削工件的启发后,经分析,车床的车削工艺为工件旋转、刀具车削。结合这样的工作特性,通过逆向思维,发现将车刀更换为焊枪,将车削加工变换为焊接补焊,这就可以对活柱进行均匀的补焊,使其尺寸达到原尺寸的目的。图1为C630A车床外形图。

图1 C630A车床外形图
根据分析结果,利用现有废旧车床,采购电焊机、变频器等设备,进而对废旧车床进行改造,将其改造为活柱修复焊接机床。同时深入研究焊接工艺参数,可以对损坏的活柱进行焊接填补。
2 活柱修复焊接机床结构与工作原理
活柱自动焊接机床主要由废旧车床、自起弧电焊机、变频器、焊枪固定架、焊丝等组成。通过变频调速,将车床主轴转速调至合适转速。将起弧电焊机的焊枪安装在焊枪固定架,焊枪固定架固定在行走刀架上,待焊接活柱固定在卡盘上,整体利用车床工作时,活柱转动,刀架上的焊枪在活柱表面起弧,并进行螺旋回转焊接,最终在活柱表面堆焊一层焊丝填充层,同时保证堆焊层无气孔、焊瘤等缺陷。
经过深入研究焊接工艺参数,对焊接结果进行多次分析,根据分析结果调整车床转速和焊接参数,对损坏的活柱进行焊接填补,然后再上车床车削,加工成为成品。经过试验,活柱修复样品满足了维修的使用要求,最终达到修复活柱的目的,见图2、3。

图2 改造成功后的活柱焊接车床

图3 完成焊接工作后的活柱修复焊接车床
3 活柱修复焊接机床的应用效益
本次改造中,借用废旧车床,新增设备5万左右,顺利的完成了活柱修复焊接机床。该机床的改造完成,使原来没有办法修复或修复困难的活柱成为可修复的产品,焊接后的活柱达到了维修的使用要求,平均每天焊接10根活柱,预计年产值可达100多万元,远远大于新增投资。同时,该工艺摆脱了电镀镀铁这一环境污染较为严重的老旧工艺,因此可以说活柱修复焊接机床的成功改造,带来了较大的经济效益和社会效益。
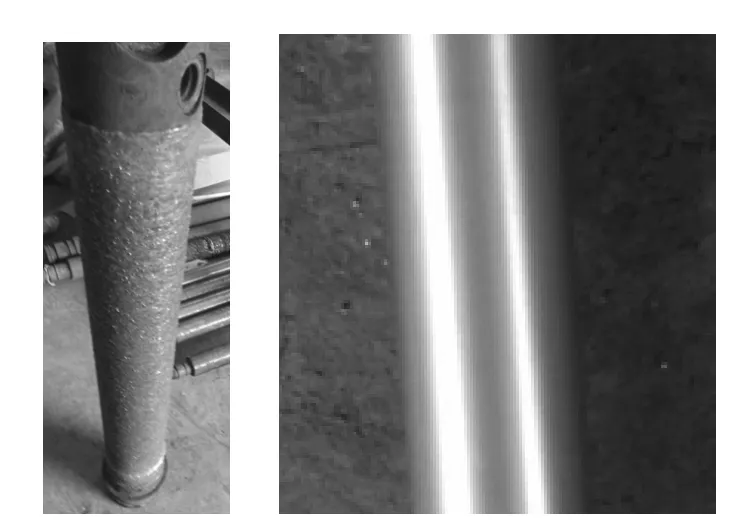
图4 焊接完成及加工后的活柱
4 结语
液压千斤顶活柱的维修是液压支架和液压单体支柱维修中最为重要的一环。在利用废旧车床设计改造的活柱修复焊接机床,创新性的解决了液压千斤顶活柱的维修难题,以活柱修复焊接机床的方式替代了镀铁工艺,既提高了维修效率,又避免了环保问题的困扰,对完善支架维修工艺具有重要意义。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
山东冶金(2022年2期)2022-08-08
现代农机(2022年3期)2022-07-11
内燃机与配件(2022年2期)2022-01-17
装备制造技术(2020年12期)2020-05-22
组合机床与自动化加工技术(2019年11期)2019-11-27
智能制造(2017年4期)2017-07-24
电子制作(2017年20期)2017-04-26