3D打印定制式义齿全生命周期监管思考
2018-03-02 03:33范之劲
中国医疗器械信息 2018年1期
范之劲
上海市食品药品监督管理局认证审评中心 (上海 200003)
3D打印是目前工业4.0时代的主要特征之一。在目前的行业发展态势中,3D打印由于其自动化程度高、制作精准、个性化,迅速在齿科行业发展。
目前,齿科行业的发展遇到了几大瓶颈问题。①人力资源瓶颈。义齿加工企业普遍遇到招工难,目前培训一个熟练技术工所须周期在三年以上[1]。②加工难。加工环节众多,导致品控难度不断提高。由于义齿品类繁多,均需手工制作,给后期品控增加了难度[1]。③成本不断攀升。由于熟练技工的大量短缺,人力成本迅速上升。同时众多环节使用的各种原材料,成本也在不断上升。
3D打印完美解决了齿科行业目前面临的几大瓶颈问题。其数字化、精准化、个性化的制作特性,可替代大量人工加工和制造环节。由于人工大量缩减,部分解决了目前招工难的问题。
增材制造可直接生成设计者所需的各种复杂形状,省去了原先减材制造工艺所需的众多环节,大幅降低了制造成本。由于可规模化生产定制产品,结束了目前义齿加工行业散乱的现状,为行业产品质量提升到新的高度作出了贡献[2]。
1.名词定义
3D打印:使用计算机辅助设计及控制,使材料层层堆积形成三维实体的制造技术。
SLA(立体光固化树脂成型技术):利用激光或其他光源,使指定层厚的光固化树脂发生固化,层层堆积后形成三维实体的成型技术。
SLS(激光直接烧结成型技术):利用激光的高熔点特性,融化相应的材料后使之凝固,层层堆积形成实物的三维成型技术。
2.工艺流程比对
三维定制式义齿加工工艺相对于传统加工工艺流程简单、明晰。见图1。
传统工艺流程见图2。
首先医生需要口内取模,选用口腔印模材料在患者口内取模。然后用口内模型,进行石膏倒模。石膏倒模消毒后,寄给义齿加工企业。企业拿到义齿模型后,对义齿模型消毒。消毒过程需要严格控制,否则模型极易在戊二醛浸泡下发生变形,影响后期的制作。消毒完成后技工在模型上进行蜡型,制作出蜡冠。随后进行翻模铸造。铸造完成后,再进行车工、抛光、上瓷,完成样品[3]。
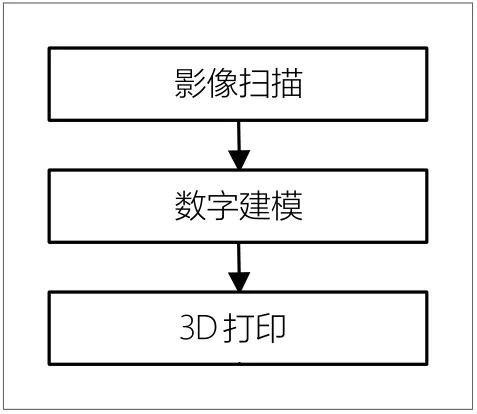
图1. 3D打印过程

图2. 传统加工过程
3D打印定制式义齿制作流程则得以简化。医生首先对患者进行口内三维CT扫描,将扫描数据(DICOM格式)发送到加工所。工人收到数据后对数据进行三维重建得到三维数据模型。在三维数据模型上进行义齿设计。完成设计后,发送三维模型到3D打印机进行三维打印。打印完成后上瓷,即完成整体加工流程。相对于传统加工流程而言,缩短了加工周期提高了精度。
3.设计环节
在设计环节,首先需要关注患者的口内扫描数据。保证数据模型为正常的咬合匹配关系。在得到数据后,把数据回传到加工所。加工所确认收到数据模型后,进行三维模型重建。开始齿部设计。设计流程见图3。
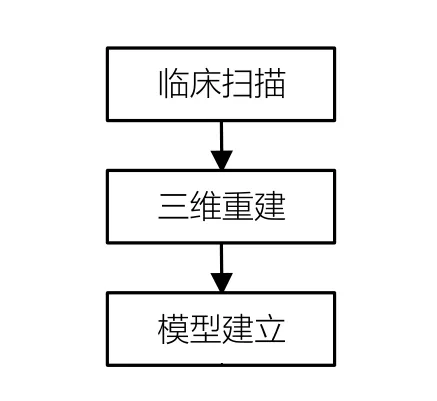
图3. 设计过程
上海市口腔义齿定制细则中,明确金瓷结合为设计验证的关键点。同时应考虑设计中的其他参数,如实际患者的咬合动态应力学。3D打印定制式义齿加工设计中,可实现传统手工制作和之前CAD/CAM无法实现的咬合动力学模拟分析[4]。
由于每个患者的口腔结构均不相同。需在义齿设计中模拟出合理的咬合力线。均匀分配应力,防止应力集中,以避免产生裂缝、松动等现象。
4.生产制造环节
在制造环节中,目前义齿制作较多使用了SLA和SLS工艺。前者为光固化树脂制作三维义齿模型。后者为金属烧结制作三维义齿模型。
4.1 SLA制造工艺
在使用SLA技术制作数字义齿过程中,需明确的因素如下。见图4。
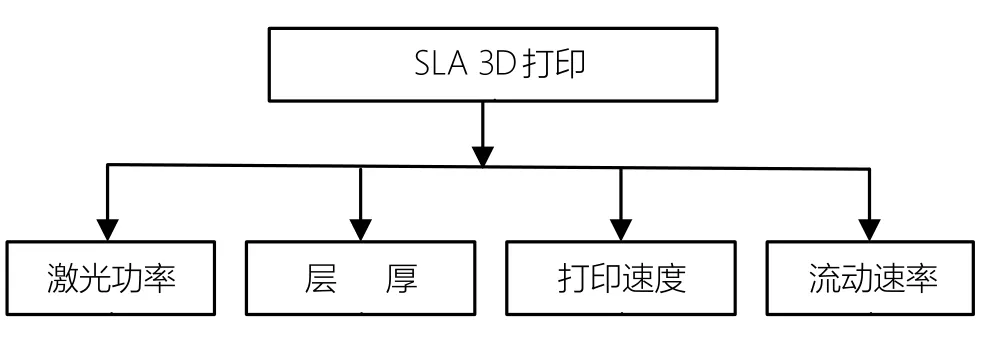
图4. SLA关键工艺参数
由于SLA主要使用激光作为照射光源,具有良好的精度,赋予其传统工艺不能达到的制造精度。
首先是层厚设置,不同的光固化树脂的折射性能均不一,激光功率也会发生衰减。故需要设置合理的层厚,以达到最佳的打印效果。如层厚设置过后,激光在照射过程中则无法下射到基层底。导致出现表面固化,底层尚未固化的现象,进而招致打印失败。如层厚设置过小,则吸收激光能量过高。在预定时间内,提早完成固化收缩。导致周边区域发生进一步的收缩,形成不规则固化造成打印失败[5]。
激光功率也是一个重要的影响因素。激光本身随着时间的增长会发生功率衰减。功率过高,对应的照射点迅速发生固化收缩,引起周围的同步固化;功率过低,照射尚未完成,即移动到下一位置,打印层塌陷。
打印速度,包括照射光源移动的速度和基台移动的速度。在打印过程中移动过慢,导致基台已移动到另外一层,而固化尚未完成。另外一种是基座的移动。基座移动的过快,会导致该层尚未完成打印已移动到下一层。基座移动的过慢,会造成打印的偏移。
材料本身的流动速率,在基台上升过程中材料流动到预定的位置需要一定的时间。如材料流动速度过慢,则形成真空区材料无法固化,进而导致打印的失败。
4.2 SLM制造工艺
SLM打印过程见图5。
在激光烧结过程中颗粒表面呈不规则形状。激光照射到金属颗粒的表面会产生漫反射。要求激光功率能够保持一定的强度。激光功率过低,无法融化颗粒形成球化,导致打印强度的不足;激光功率过高,照射多层,颗粒反复熔化形成过烧现象。无法按照预期的要求,形成错层发生,导致打印失败。
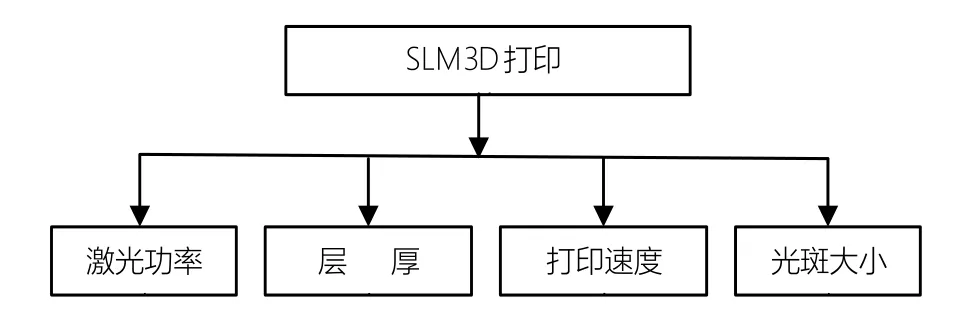
图5. SLM关键工艺参数
层厚的设置取决于合理的激光功率和颗粒平均直径。层厚设置过小,颗粒平均直径大于层厚。每次铺粉的粒径大于层厚,无法达到设定值造成打印失败。层厚设置过大,机激光无法融化底部颗粒造成未彻底熔融现象。在后期打印过程中形成球化,导致缩孔,缩松现象,导致机械性能下降甚至不达标。
光斑大小是指激光照射在粉层表面,所形成的照射面积的大小。光斑越小,功率越集中能量密度越高,导致过烧。
扫描间距指两次扫描中间的搭接率。搭接率越高,熔融反复发生,提高了致密度。但表面粗糙度相应提高,反之强度略微下降。
综上所述,需要在验证确认环节对相应的工艺窗口参数进行反复的验证确认,以满足产品设计指标。
5.检测
在3D打印定制式义齿的检测环节中:
①要关注修复体外形、大小和原牙相匹配,符合牙齿的正常解剖特点。冠修复体唇颊面的细微结构应与正常一致。②要明确固定修复体的功能,保证正确的牙咬合面形态和咬合关系。保证修复体的咬合面不应有早接触及其他咬合障碍。③要确保密合性,保证没有应力屏障。④应考虑到表面的光洁度。因为3D打印工艺的层叠特性,义齿模型表面需高度抛光,改变粗燥度影响,Ra≤0.025,且无裂纹和气泡。⑤邻接关系,要明确和邻牙保持正常的生理连接关系。
三维打印定制义齿由于工艺的改进精度得到了提高,对工艺过程的控制和产品精度有了更高的要求,以匹配工艺特性满足患者对精准的要求,防止应力屏蔽产生。强度方面可进行3D打印金属块和瓷粉相结合的金瓷结合验证,保证工艺的可行及参数的合理性。
6.上市后监管
上市后监管方面目前上海市采用义齿追溯系统。可在设计验证中对3D打印定制式义齿进行分类管理,明确追溯流程。一步步为3D打印定制式义齿的质量及后期不良事件的跟踪,加强3D打印定制式义齿的监管打下基础。
7.总结和展望
本文系统回顾了3D打印定制义齿的特性,明确了数字化扫描设计加工的关键过程控制点,为下一步继续深入探索细化各环节的要求提供了依据、指明了方向。
[1]黄婉怡,姜慕舟,战德松.口内扫描仪结合3D打印技术单冠固定修复临床研究[J].中国实用口腔科杂志,2017,10(5):279-282.
[2]孙慕松,宫俊霞,宋文植.3D打印技术在生物医学领域的应用[J].世界复合医学,2015,1(2):115-119.
[3]杨慧芳,赵建江与王勇,3D打印技术在口腔医学领域中的应用[J].中国医疗设备,2015,30(5):63-65.
[4]Juang LH,Wu MN.Fall Down Detection Under Smart Home System[J].J Med Syst,2015,39(10):107.
[5]van Noort R.The future of dental devices is digital[J].Dental Materials,2012,28(1):3-12.
[6]Dental applications[J].Dental Abstracts,2012,57(6):301-303.
猜你喜欢
昆明医科大学学报(2021年6期)2021-07-31
科学(2020年5期)2020-11-26
铁道建筑技术(2020年11期)2020-05-22
铁道通信信号(2020年9期)2020-02-06
电子制作(2019年20期)2019-12-04
小哥白尼(趣味科学)(2019年2期)2019-04-17
中华老年口腔医学杂志(2016年3期)2017-01-15
中华老年口腔医学杂志(2016年3期)2017-01-15
儿童故事画报·发现号趣味百科(2016年3期)2016-06-24
中国医疗美容(2015年2期)2015-07-19