
玉米淀粉生产酒精的研究
2018-03-01 00:33:37孙振江李永恒梁坤国许旺发
酿酒科技 2018年2期
罗 虎,孙振江,李永恒,梁坤国,许旺发
(广西中粮生物质能源有限公司,广西北海 536100)
玉米淀粉(Corn starch),俗名六谷粉,是白色微带淡黄色的粉末。它是将玉米用0.3%亚硫酸浸泡后,通过破碎、过筛、沉淀、干燥、磨细等工序而制成,普通产品中含有少量脂肪和蛋白质等。玉米淀粉是玉米的深加工产品,目前国内产量最大的淀粉品种,已形成重要的工业生产行业[1-3]。据中国淀粉工业协会统计,2013年我国玉米淀粉总产量约为2350万t,约占全国淀粉总产量的94%。
受到产能上升、需求下降以及国家政策等因素影响,我国玉米淀粉企业陷入长期亏损当中,尤其是东北玉米淀粉加工企业。同时,我国玉米淀粉产业的开工率呈现波动下降态势,产能过剩现象依然较为严重。2016年,东北地区淀粉加工产能减少200万t左右。而由于黄淮地区玉米价格的相对优势,该地区玉米淀粉产能增加270万t左右。如果加上下半年黑龙江新增产能80万t和原有产能重启120万t,今年下半年我国淀粉加工产业产能扩张规模将非常巨大,淀粉价格预计将继续低迷。而广西由于木薯种植面积减少,木薯价格预计将维持在1500~1700元/t,如何实现低价原料是广西公司生存的关键,一方面解决东北粮食主产区深加工产品——淀粉的销售问题,另一方面解决广西中粮日益减少的燃料乙醇生产的原料问题[4],酒精能否在燃料工业上应用关键在于降低生产成本[5],在合适的价格平衡点,适当时机以玉米淀粉为原料生产燃料乙醇是完全可行的。
史分兰等[6]曾研究指出用纯淀粉生产酒精和传统方法生产酒精的区别是发酵过程需要氮源。张瑞斌等[7]曾做过玉米淀粉制备燃料乙醇工艺优化的研究。利用玉米淀粉大规模生产酒精还未见有报道,课题组在之前的研究基础上,用木薯清液或玉米清液作为氮源,通过中试装置验证玉米淀粉发酵生产燃料乙醇的可行性,同时提出玉米淀粉大规模生产酒精的理论依据。
1 材料与方法
1.1 材料
原料及耗材:玉米淀粉、诺维信XP淀粉酶、安琪高级酿酒干酵母、尿素、安菌泰、诺维信475糖化酶。
仪器设备:三角瓶、快速水分测定仪、酸度计、分析天平、电子天平、可控温电炉、恒温培养箱、容量瓶、三角瓶等。
1.2 试验方法
1.2.1 检测方法
酸度、挥发酸检测:采用酸碱中和滴定法;酵母数、出芽率检测:采用血球计数法;还原糖、总糖检测:采用斐林试剂直接滴定法;成熟醪乳酸、醋酸含量:采用HPLC色谱法检测。
酒分检测:圆底烧瓶蒸馏法。
1.2.2 试验方法(图1)
原料预处理:采用木薯清液50%回用拌料制备20%固形物含量的粉浆,以提供酵母生长所需的营养物质。
液化过程:在87℃下液化2 h,淀粉酶添加量为25 U/g原料,DE值达到28。
发酵过程:糖化酶添加160 U/g原料,尿素添加1.36 kg/t原料,5 ppm安菌泰,发酵72 h。
固液分离过程:检测相关生产指标。
2 结果与分析
2.1 发酵结果分析(表1、表2、表3)

表1 发酵效果对比
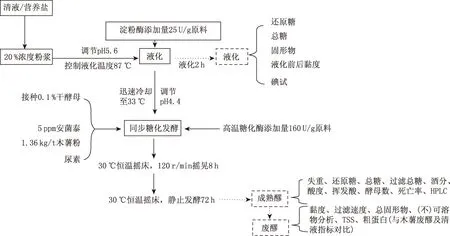
图1 试验流程
从小试实验结果分析,以木薯清液回用拌料,明显优于玉米清液和安琪营养盐及自制营养盐,清液回用技术可减少废水排放量,节约一次水的使用;使用木薯清液拌料原料出酒率达到43.95%,淀粉出酒率有50.04%,玉米淀粉发酵酒精的淀粉利用率达到88.07%,对比淀粉理论生产纯酒精量为56.82%存在一定差距,使用淀粉发酵制酒精在生产与技术方面不存在问题,技术上是可行的。以清液回用拌料后会造成微生物代谢副产物的积累,如甘油、乳酸、乙酸、琥珀酸等物质成倍增长,致使废水中的COD值、TSS值偏高。
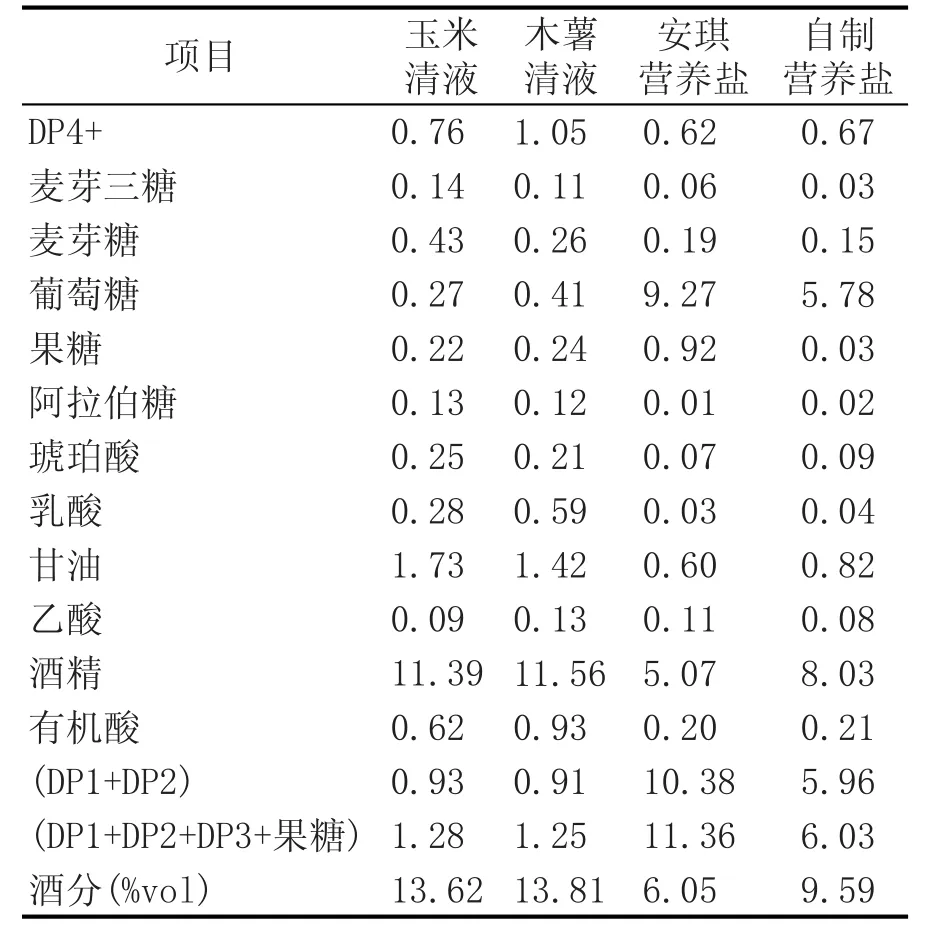
表2 成熟醪组分HPLC检测结果对比
2.2 木薯酒精与玉米淀粉酒精工艺对比(表4)
工艺比较可以看出:玉米淀粉酒精由于已经制成粉状,相对于木薯酒精可以免去粉碎工段环节。玉米淀粉由于淀粉含量高达99%,需要配制20%粉浆拌料液化发酵,以免液化糖化发酵时初始还原糖过高而影响酵母生长。与现有木薯酒精发酵工艺比较,糖化酶,尿素,安菌泰等辅料添加量一致。淀粉利用率和酒分相对于木薯酒精偏低。可能是由于残总糖较木薯酒精高,同时也造成了玉米淀粉酒精COD值升高,可能是由于原料不同及工艺未完全优化造成。
2.3 加工成本分析(表5)
如表5所示,当以木薯清液拌料发酵玉米淀粉工艺,原料成本约5508元/t,辅料成本约77.8元/t,加工成本约445.1元/t。总成本共计6030.9元/t。与木薯酒精相比,共增加了740元/t。如保持玉米淀粉与木薯为原料总成本相当,以木薯价格1600元/t为基础折算淀粉价格应为2080元/t。

表3 废醪、废水检测结果
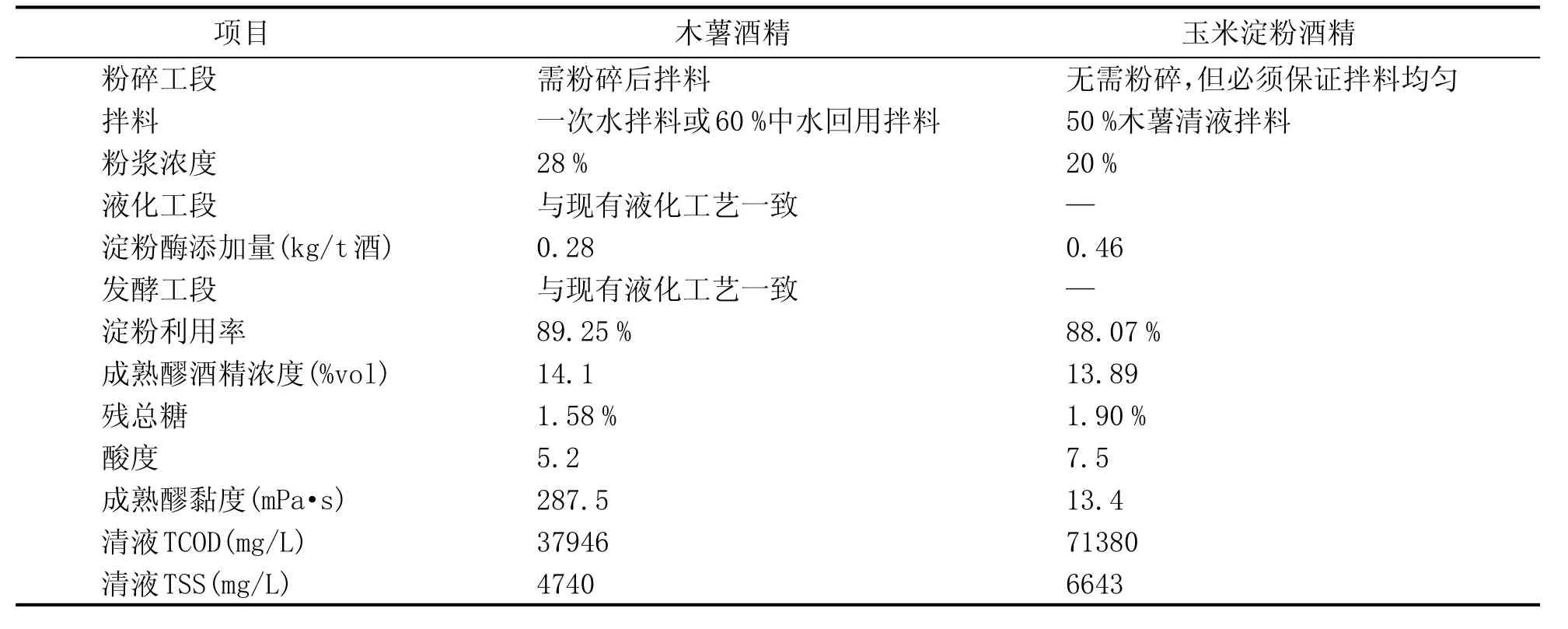
表4 工艺比较
原料成本:玉米淀粉(12%水分)单耗约2.295 t/t酒精,以2400元/t原料计算,原料成本约5508元/t酒。与木薯酒精相比2.918 t/t酒精,木薯按1600元/t计算,原料成本约4668.8元/t。由此对比,玉米淀粉原料成本用量高出木薯酒精839.2元。
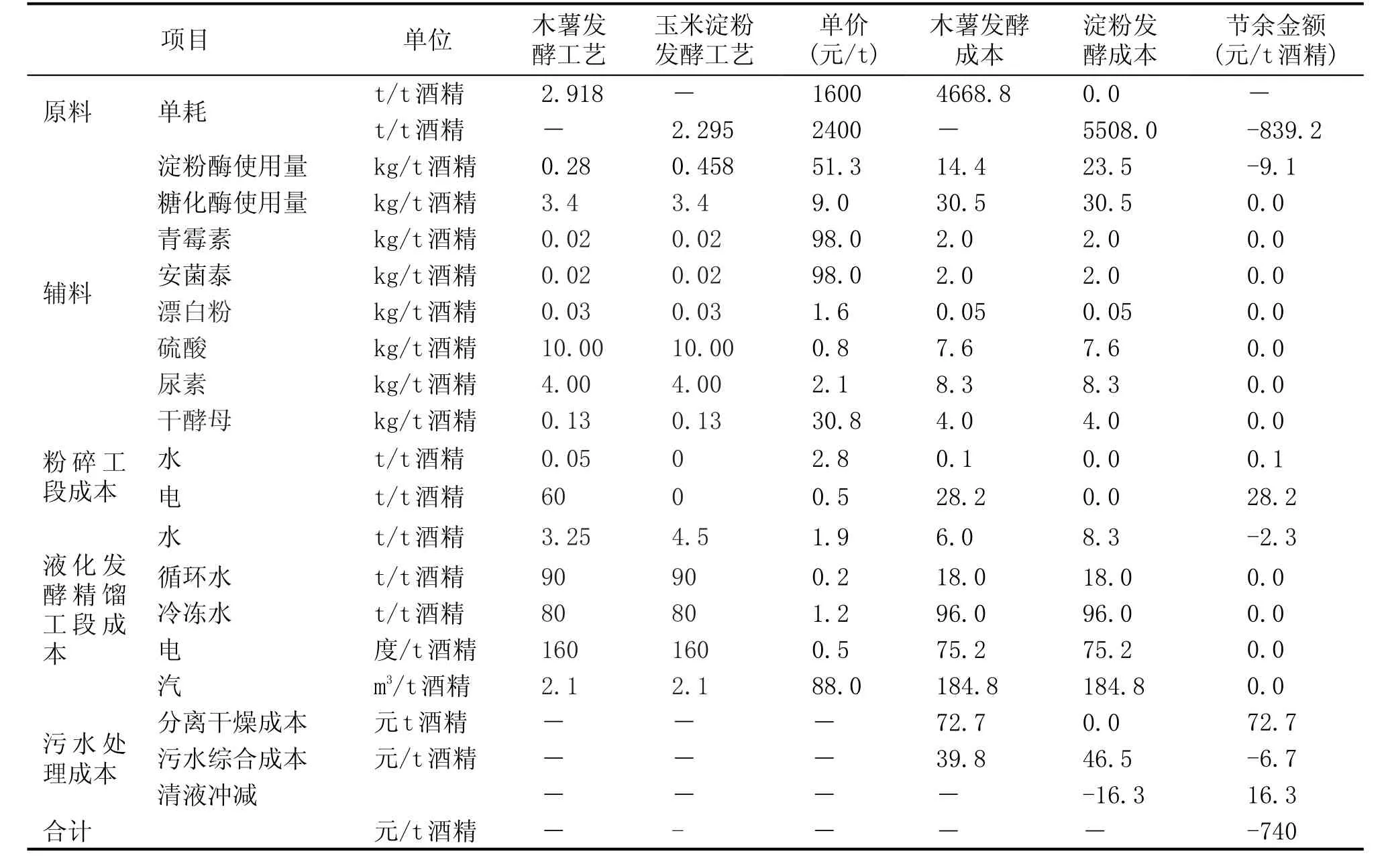
表5 成本测算表
辅料成本:现拟采用的木薯清液拌料发酵玉米淀粉工艺,与原有木薯酒精工艺中辅料的区别仅有淀粉酶使用量增加,其他辅料无差异。淀粉酶使用量0.46 kg/t酒精,与木薯酒精相比成本增加了9.1元/t酒精。
动力能源成本:与木薯酒精相比,玉米淀粉发酵工艺无需粉碎工段,且减少一次水及电的用量,液化发酵工段与木薯酒精基本一致,与木薯酒精相比成本降低了25.9元/t酒精。
废醪处理成本:与木薯酒精相比,废醪直接进入全糟厌氧处理分离干燥成本降低,木薯清液50%回用于拌料,可降低水处理费用,与木薯酒精相比成本降低了82.3元/t酒精。
3 结论
通过实验验证,使用玉米淀粉生产酒精在成本上处于平衡点时是可行的。玉米淀粉的使用,为广西公司开辟了一条原料多元化的途径。使用淀粉生产酒精,不需要粉碎,但需要与水拌料均匀,拌料能力按8万t/年酒精考虑,需要增加计量称和拌料罐,如玉米淀粉与木薯同时使用建议增加液化装置。生产方面木薯与玉米淀粉可单独使用,酒母培养可利用木薯液化醪培养。
[1]蔡同一,赵文娟.玉米深加工及其综合利用[J].食品科学,2000(1):6-8.
[2]顾正彪.我国淀粉及其深加工工业现状和发展趋势[J].粮食与饲料工业,2002(8):7-9.
[3]李凤英.玉米淀粉厂副产品及废液的综合利用[J].食品科技,1995(1):36.
[4]李臣支,许旺发,李永恒.玉米酒糟清液用于全淀粉发酵制备乙醇的研究[J].轻工科技,2017,33(10):14-15.
[5]章克昌.发展“燃料酒精”的建议[J].中国工程科学,2000(6):89-93.
[6]史分兰,叶其英,吕松雩.用纯淀粉生产酒精的探讨[J].酿酒科技,1987(2):8-10.
[7]张瑞斌,刘磊,杨永录,等.玉米淀粉制备燃料酒精的工艺优化[J].应用化工,2008(1):109-111.
猜你喜欢
酿酒科技(2023年10期)2023-11-23 11:09:42
传奇·传记文学选刊(2022年8期)2022-05-30 10:48:04
食品安全导刊(2019年27期)2019-12-09 07:34:16
名城绘(2019年4期)2019-10-21 05:09:13
中学生数理化·八年级物理人教版(2017年10期)2018-01-22 03:03:51
世界热带农业信息(2018年11期)2018-01-17 10:08:19
摄影之友(影像视觉)(2017年11期)2017-11-27 02:39:56
广东第二课堂·小学(2017年5期)2017-05-27 20:09:13
工业设计(2016年4期)2016-05-04 04:00:24
饲料博览(2015年12期)2015-04-04 04:28:36
