
服装CAD点放码法中的放码点方向问题处理
2018-02-27 11:15叶晓露
纺织科技进展 2018年1期
叶晓露
(温州职业技术学院 时尚设计系,浙江 温州325035)
现今,各种服装设计制作新技术、新设备的出现极大地推动了社会的进步和服装行业的发展,数字化技术已成为服装工业样板制作的必要工具,也是服装专业教学应用中的一大重点。尤其是服装CAD软件中放码系统的应用,具有手工推板不可比拟的优越性。应用服装CAD放码系统完成并展现最终系列样板的制作,能够让使用者直观看到放码的结果,并能方便地对放码数据进行检验[1]。但是,在应用CAD放码系统的过程中发现,将最初正确计算的放码点数值转换到CAD放码系统中进行放码量输入时,经常出现坐标符号输入混乱,甚至完全输反的错误现象,给服装工业样板放码环节的进行带来了很大的不便。
通过分析研究服装CAD放码系统中点放码法计算原理,系统讨论服装工业样板放码点与CAD放码系统坐标点间的转换关系,得到准确快速计算服装工业样板放码点在CAD放码系统中所对应的坐标变化量的技法并进行应用,从而提高服装工业样板放码的效率。
1 点放码法计算原理分析
服装CAD放码系统在使用过程中所采用的基本纸样,一般能够通过数字化仪输入到计算机中,或者通过纸样设计模块设计得到所需要的纸样,从而建立起用直线、曲线和点等元素描述的基础纸样数字化模型,然后再由计算机程序实现该模型的计算与绘图[2]。根据操作方法的不一样,计算机服装辅助纸样放码可以分为码等分法、点放码法、切开线放码法等。其中最为普遍使用且最易理解的方法为点放码法。
点放码法的原理为先按照选定的服装号型,绘制得到某一个基础号型的服装样板图,即基础样板也称为母板,再以基础样板推放出其他号型的服装样板图。基础样板是由许多点和线组成,而点放码一般推的就是基础样板中的这些点,它包括了基准点和放码点[3]。服装样板在进行放码时首先要确定样板的放码点,这些放码点是服装样板上唯一能确定样板形状及尺寸的充分且必要的点。为了能将同一款式推放出不同号型的服装样板图,需要在基础样板的各放码点上分别给出不同号型的x和y坐标方向的位移量,即放码量,连接位移得到的点所做出的图形就构成了该款服装不同号型的样板图[4],如图1所示。

图1 女装原型后片放码图
2 放码点坐标变化量计算
服装工业样板的放码来自于几何图形中的相似变化,但不全是对纸样进行单纯数学上的放大与缩小,然而对于二维坐标系的设置以及坐标点的位移可完全借鉴数学原理来进行理解。放码量的确定包括放码数值和方向的确定,基础样板在放缩时选取的基准线和基准点不同,样板中放码点的放码数值和方向也将不同。因此,在对样板进行放码前首先依据推档的方便性选取基准线建立二维直角坐标系;再由《服装号型》系列国家标准或者企业规定的档差和一定的规则及算法计算得到各放码点的放码数值;然后根据放码点在坐标系中的位置得到放缩的方向从而获取放码数值的方向符号。如图1中女装原型基础样板是160/84 A,G点为该样板的基准点,B点为放码点之一,由国家标准5.4档差系列推算,其上下一码的对应点放码量如表1所示。该表放码量的方向即正负符号的确定便是在CAD放码系统输入时极易产生混乱出错的难点。
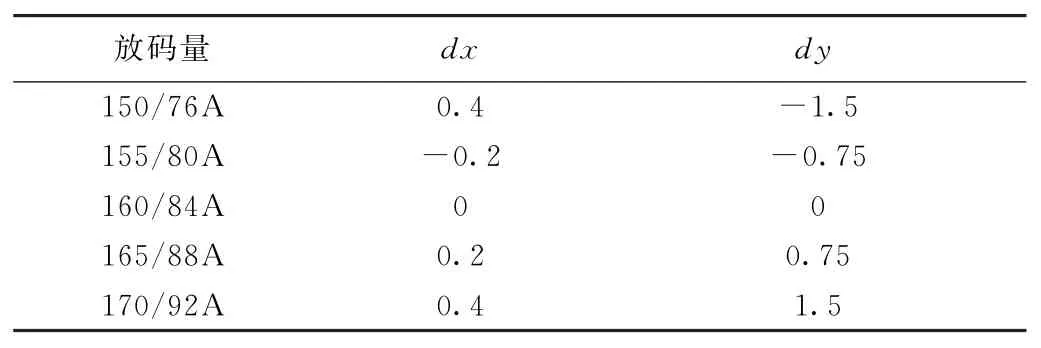
表1 放码点B的放码规则表
为准确得到放码量的方向,需要将放码点看作坐标系中的坐标点。现结合服装工业样板放码特点和坐标系之间的联系对放码点与坐标点间的转化关系进行总结和归纳。仍以女装原型的放缩为例,将基准线的与样板的位置关系归结为两类,一类是纵横向基准线相交于样板内部,基准点在样板内部,如图2所示;另一类是纵横基准向相交于样板边缘线上,基准点为放码点之一,如图3所示。

图2 第一类基准线设定
将横向基准线看作坐标轴的x轴,纵向基准线看作坐标轴的y轴。首先分析第一类情况,如表2所示,图2中的A点、B点位于坐标系的第一象限;C点位于坐标系的第二象限;D点位于负x轴;E点位于第三象限;F点位于第四象限;G点位于正x轴。若要将该女装原型样板进行放大,A、B两点将要向x和y的正方向移动;C点将向x的负方向,y的正方向移动;D点由于在x轴上,因此仅向x轴的负方向移动,y方向不发生变化;E点将向x和y的负方向移动;F点将向x的正方向,y的负方向移动;G点仅向x轴的正方向移动,y方向不发生变化。要将该女装原型样板进行缩小时,则放码点移动的方向与放大的方向正好相反。可见,基准点在样板内部时,各放码点的位置均发生变化。

图3 第二类基准线设定
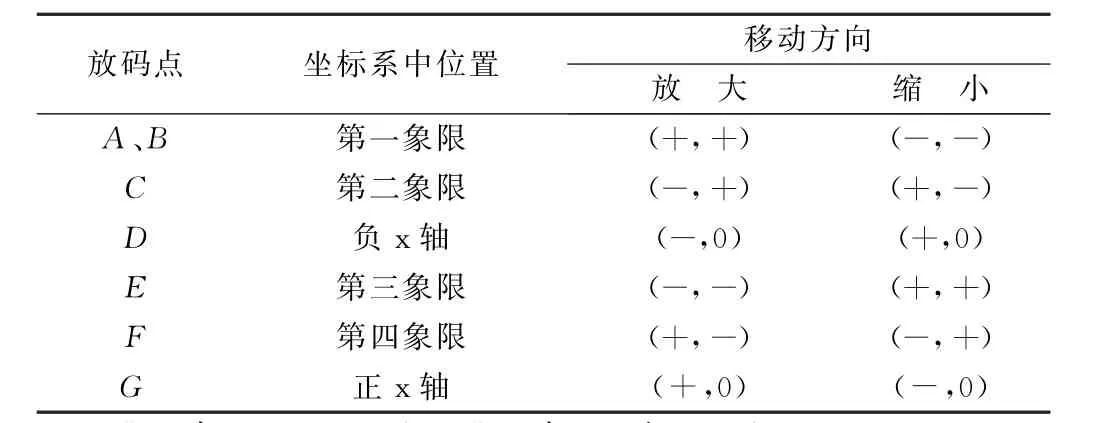
表2 第一类放码点移动方向分析表
分析第二类情况,在这种纵横基准线设置的情况下,女装原型样板只位于y轴一侧,基准点O2与样板中的一个放码点G重合,同样将各放码点在放大和缩小时的移动方向进行分析,如表3所示。与第一类情况有所不同的是,出现了在正、负y轴上以及在原点上的放码点。具体分析几个点,A点位于正y轴上,样板放大时,A点将向y轴的正方向移动,x方向不发生变化;F点位于负y轴上,样板放大时,F点将向y轴的负方向移动,x方向不发生变化。同样,当样板进行缩小时,放码点移动的方向正好相反。而G点由于在坐标系的原点,无论放大还是缩小,该点都不产生任何方向的移动。

表3 第二类放码点移动方向分析表
两种情况涵盖了放码点在坐标系中所处的所有类型的位置,结合两类情况对坐标系上样板放码点放大和缩小的移动方向变化规律进行总体的概括总结,如表4所示。

表4 CAD放码系统坐标系上样板放码点移动方向变化规律表
3 放码点坐标变化量计算技法应用
利用男西裤后片样板对归纳的放码点与坐标点转换技法进行检验和应用。该男西裤基准样板是国家标准5.4系列中的170/74 A号型,样板纵向基准线为后挺缝线,横向基准线为横裆线[5],因此后挺缝线作为坐标轴的y轴,横裆线作为坐标轴的x轴。将基准样板各放码点进行编号,如图4所示。根据档差和档差计算公式首先得到各放码点放码数值,然后利用智尊宝纺服装CAD软件的推码系统,对各放码点的放码量进行输入,以得到最后的各尺寸系列样板。
以A点为例,如表5所示,在进行放码量输入时,数值部分已经由之前的运算得到x和y分别为0.15和0.75,A点处于坐标系的第二象限,其放码量的方向符号则根据表4所归纳的转换技法迅速得到,在CAD推码系统中的输入过程如图5所示。同理在计算其他放码点时,将男西裤后片放置在坐标系中,明确各放码点处于坐标系中的位置,由此根据放大和缩小快速代入相应的符号,各放码点输入完毕得到男西裤165/70 A、170/74 A和175/78 A系列样板,如图6所示。检查该系列样板,大小码位置关系均准确无误。
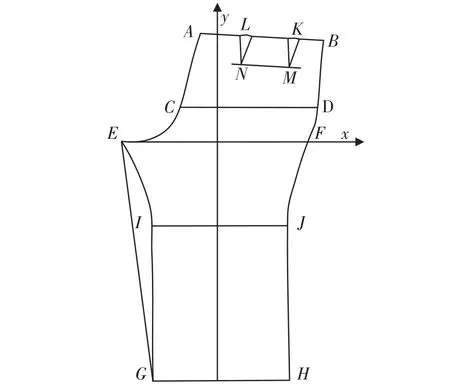
图4 男西裤样板
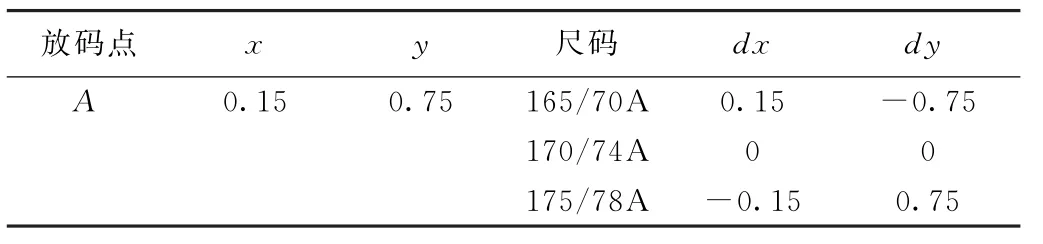
表5 放码点A的放码规则表
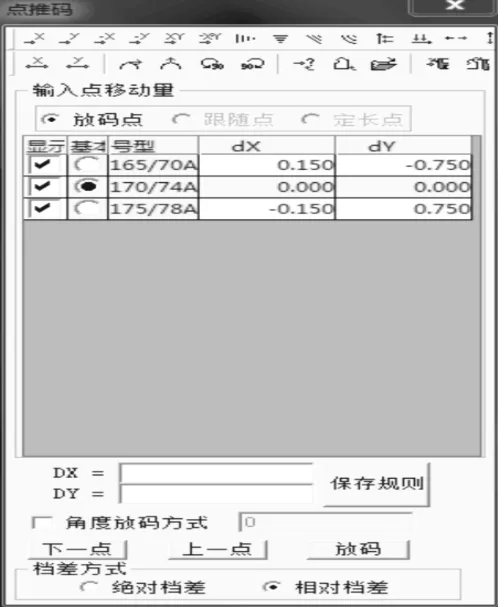
图5 CAD推码系统输入过程

图6 男西裤系列样板
4 结语
服装CAD放码系统中点放码法的关键是处理放码点的方向问题,解决好放码点与系统坐标点之间的转换关系。通过对CAD放码系统坐标系上样板放码点放大和缩小的移动方向变化规律进行概括总结,得到坐标变化量计算技法,能够为当前采用点放码原理的服装CAD系统在进行放码量方向计算时提供帮助,在一定程度上提高了工作效率。但是,该种放码方式需要逐一输入各放码点的放码量,操作上较为麻烦,在未来服装CAD的发展中需进一步提高系统软件操作的简便性和高效性。
[1] 杨晓霞.“服装工业样板”课程的教学改革实践[J].纺织服装教育.2013,28(3):229-231.
[2] 熊晓光.论服装电脑放码中几种新方法[J].今日科苑,2007,(10):59-60.
[3] 章华霞.服装CAD软件中纸样放码方法的对比分析[J].天津纺织科技,2015,(4):32-33.
[4] 韩 贞.服装CAD自动放码技术研究[D].北京:北京服装学院,2008.
[5] 邹奉元.服装工业样板制作原理与技巧[M].杭州:浙江大学出版社,2012.
猜你喜欢
环境科学研究(2022年10期)2022-10-19
纺织科技进展(2021年5期)2021-07-22
今日农业(2020年13期)2020-08-24
人大建设(2018年11期)2019-01-31
能源(2018年5期)2018-06-15
中国造纸(2017年3期)2017-04-19
印刷技术·数字印艺(2016年9期)2016-05-14
小说月刊(2014年11期)2014-04-18
西安工程大学学报(2014年2期)2014-02-28
