
汽车安全玻璃安装托架注塑粘结底涂工艺研究
2018-01-29 03:27,,,,
福建工程学院学报 2017年6期
, , , ,
(1.福建工程学院 材料科学与工程学院, 福建 福州 350118; 2.福建省新材料制备与成形技术重点实验室, 福建 福州 350118)
近年来,全球汽车产量不断增加,2016年我国汽车的生产数量达2 811.9万辆、比起2015年同期增长了14.5%[1]。在汽车安全玻璃领域,平均每辆车需安装7.5片玻璃,仅我国汽车玻璃的年需求量就达2亿多片。随着安全玻璃需求量的增大,对汽车安全玻璃安装托架的生产工艺要求也日益提升。汽车安全玻璃安装托架传统的粘结工艺是采用专用工装进行玻璃和安装托架的定位放置,人工称取聚氨酯胶进行粘结。由于聚氨酯胶固化缓慢,导致生产效率低,且在搬运过程造成安装托架和安全玻璃出现跑位等情况,同时由于聚氨酯胶自身的特性导致安装托架粘结强度不足等缺陷[2-3]。本文在原工艺的基础上进行了改良,开发了汽车安全玻璃安装托架的注塑粘结智能化生产。该工艺的核心是采用带嵌件注塑粘结成型工艺注塑TPE(thermoplastic elastomer,热塑性弹性体)或者PVC(polyvinyl chloride,聚氯乙烯),取代原有聚氨酯胶粘结,从而缩短生产周期,提高产品质量[4]。
汽车安全玻璃安装托架过程不可避免的需要对玻璃进行预处理,玻璃预处理过程有玻璃洗涤、活化或底涂等方式。通过在玻璃表面涂布底涂剂,提高玻璃的表面活性,达到更佳的粘接使用效果[5-8]。汽车安全玻璃的传统底涂方式采取人工进行,然而对于玻璃的工业化生产,人工底涂的成本高,产品均一性差,所以采用机器人进行自动化底涂来提高玻璃的生产效率。曲面异形玻璃在汽车安全玻璃使用较多,机械手底涂轨迹的连续光滑及底涂过程中运动的平稳性较难保证,为了在自动化生产线上取得较好的底涂效果,对底涂时玻璃的精准定位和机械手的底涂轨迹的规划显得尤为重要。合理的轨迹规划可以减少机械手的振动,提高生产效率,常见的机械手涂布轨迹有“Z”字形底涂轨迹[9-10]、环形轨迹[11]以及异形轨迹[12]等;对于异形汽车玻璃定位,目前采用的定位方法是设置6个定位用的夹辊[13-14],或者是结合机器视觉系统的方法[15],虽然都能达到精确的定位,但是都不可避免地存在重复定位、操作困难或成本较高的情况。
本文针对汽车安全玻璃安装托架进行粘结注塑前期的底涂工艺进行研究,底涂工艺主要包括玻璃的定位和机械手路径的规划。首先,采用自锁角逐步筛选的方法快速得到异形玻璃的有效定位;其次,选择较为简便的“Z”字形作为机械手涂布轨迹,结合玻璃曲面切出的切向量和最速降线作为折返连接得到空间“S”型曲线轨迹;最后,制备注塑粘结安装托架样件,通过电子万能试验机测量其粘结强度,切割样件、观察其粘结界面,以求对安装托架的智能化生产起到指导性作用。
1 安全玻璃安装托架粘结产品的分析
汽车安全玻璃安装托架是连接玻璃和汽车车身的部件,安装托架主要为塑料材质,位于汽车安全玻璃的下方,如图1所示。汽车安全玻璃安装托架是车窗玻璃安装到汽车车身的基准,同时也是汽车玻璃安装后承受摩擦、承重和受到冲击、震动的主要位置。采用模具注塑微量TPE或PVC到玻璃和安装托架之间的缝隙中以取代原有的手工喷枪涂胶作业,由于热塑性弹性体(TPE)或聚氯乙烯(PVC)本身和无机玻璃不存在粘结的可能,所以对玻璃表面进行基本清洁外,还需要进行底涂处理,以使得玻璃和注入间隙内的TPE和PVC实现牢固粘结。采用底涂机械手进行底涂,需要对玻璃进行精确的定位后,机械手进行底涂剂涂布,所以底涂的质量主要受玻璃的定位和机械手涂布情况所决定。

图1 汽车安全玻璃和安装托架示意图Fig.1 Mounting brackets of automotive safety-glass
2 安全玻璃安装托架注塑粘结的底涂工艺
2.1 玻璃的定位
针对玻璃深加工行业中的异形玻璃定位问题,本文采用轮廓曲线拟合、CAD几何图形信息提取、实体图形再现等技术组合的方法,解决异形玻璃加工中精确定位问题。
定位方法:以拟合好的汽车玻璃模型的型心为原点建立坐标系,确定汽车玻璃的周边曲线,测量得到该汽车玻璃的周边曲线长度;以汽车玻璃的周边曲线长度为依据,将汽车玻璃的周边曲线分割成N等分段,得到(N+1)个分割点(x,y) ,分别求出(N+1)个分割点的法向量值T(X,Y);采用公式(1)分别计算出任意两个分割点的法向量T1(X1,Y1)、T2(X2,Y2)之间的夹角;
根据定位挡块材料与汽车玻璃的摩擦系数μ,求解出定位挡块的自锁角θ=arctanμ;在N+1个分割点中,任选一个分割点作为第一个定位挡块的位置点A[X(a),Y(a)],标注出所有与点A的法向量夹角在θ-(180°-θ)范围内的分割点,并记录为范围1;在范围1的分割点中,选取任一分割点作为第二个定位挡块的位置点B[X(b),Y(b)],标注出所有范围1内与点B的法向量夹角在θ-(180°-θ)范围内的分割点,并记录为范围2;在范围2的分割点中,选取任意分割点做为第三定位挡块的位置点C[X(c),Y(c)],并记录;分别按照A[x(a),y(a)]、B[x(b),y(b)]、C[x(c),y(c)]三点的位置设置第一、第二、第三定位挡块,完成汽车玻璃嵌件的定位。采用的挡块和玻璃摩擦系数为μ=0.53时,自锁角θ=arctan0.53=27.93°,当N取20时,共有21个定位点位可选,假设预选A点位为4号位置,筛选出B点位可选范围1(分割点:1,2,3,11,12,13,14,15,16,17,18,19,20,21);预选B定位点为12号位置,筛选得到C可选范围2(分割点:15,16,17,18,19,20),如图 2 所示。
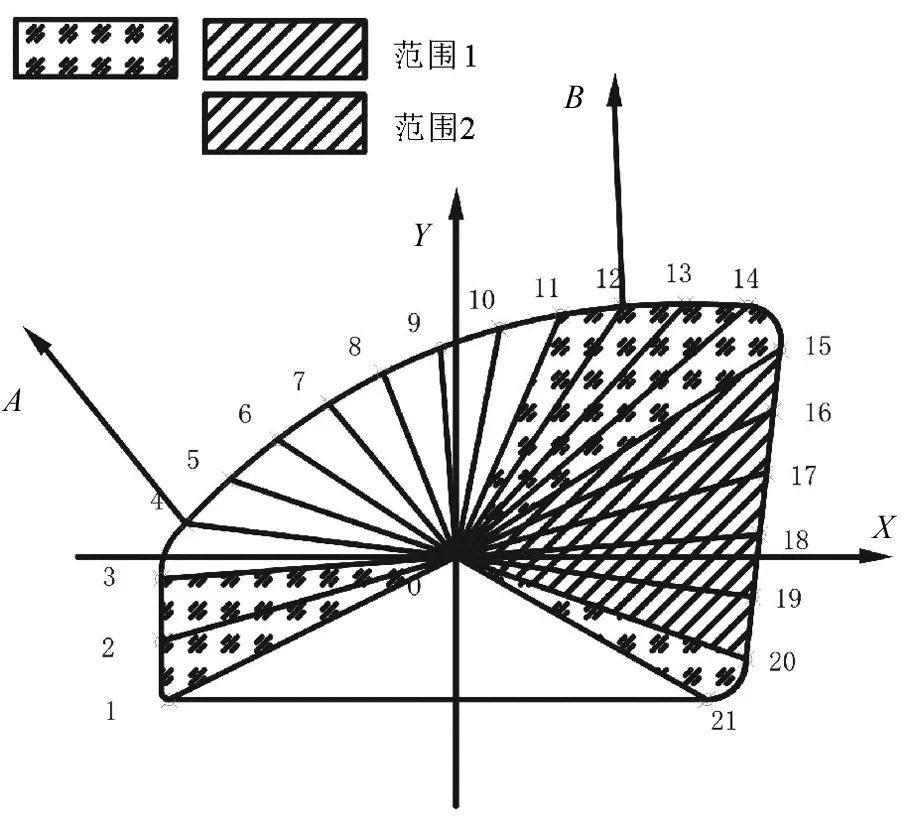
图2 定位点设置示意图Fig.2 Diagram of the positioning method
2.2 机械手涂布工艺
机械手的涂布是否全面、均一,取决于机械手的精准控制和轨迹的优化。相较之下,“Z”字形的轨迹为直线折返,编程控制较为简单且易于规划。对于“Z”字形这种传统的往返轨迹,在其一个单程运动中速度分为匀加速阶段、匀速段和匀减速段,故机械手进行着不断的加速、匀速和减速,折返重复提速减速的过程。在这一喷涂过程中必然在折返关节过程存在着冲击和振动。为了得到简单易于规划、编程,且少或无振动冲击的机械手轨迹,多数方法会采取对机械手的运行轨迹进行优化,例如采取多项式插值或者样条曲线等来实现轨迹的平滑[16],从而保障机械手底涂质量。本文采用直线段和最速降线(摆线)组成的空间“Z”形曲线轨迹,该曲线轨迹处处连续可导,从而保证了机械手底涂轨迹的连续光滑,使得机械手的底涂过程中速度平滑,运动平稳。
优化过程:如图3建立坐标系,根据底涂机械手的半径来确定底涂间距2D(D为底涂海绵头半径),对玻璃的曲面长度进行等分;规划出传统的Z形底涂轨迹;随后减去底涂轨迹中各轨迹线超出玻璃曲面范围的部分,对底涂轨迹进行缩短,减少不必要的工序时间;得到底涂轨迹中各轨迹线和玻璃轮廓线的交点,并记录交点坐标an(xn,yn,zn);分别选取折弯段轨迹线n和n+1所在的玻璃截面为平面An-1,n和An,n+1;作对应面上轨迹线与玻璃工作曲面的周边样条曲线的交点an和an+1及切线Φn和Φn+1;两切线求公共法向量Pn,n+1(h,k,l),根据测得的an点,可以采用点法式求出对应的共切面Bn,n+1:hx-xn+k(y-yn)+l(z-zn)=0,在平面Bn,n+1上作摆线un,n+1,摆线un,n+1的公式:
(2)
并且根据底涂机械手的底涂半D=πr,且θ∈[0,2π],则
(3)
如式(3)所示,采用玻璃曲面切出的切向量和最速降线(摆线)作为折返连接,得到直线段和摆线组成的空间“S”型曲线轨迹,优化流程图如图3所示。
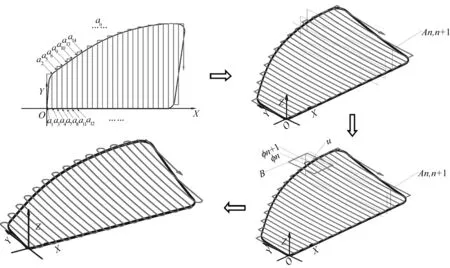
图3 机械手路径优化方法流程图Fig.3 Flow chart of path optimization of the manipulator
3 安全玻璃安装托架注塑粘结样件性能检测
选用优化的底涂工艺,利用科梅林 TH240 +科梅林 GM501对汽车玻璃的表面进行底涂处理,采用TPE(TC6HFZ998)进行注塑粘结制备安装托架,样件如图4所示。通过拉伸实验在DNS300电子万能试验机上测量安全玻璃安装托架最大粘结强度,实验过程的拉伸速率为0.5mm/s,测得安装托架与玻璃的最大粘结力为380 N。将样件进行切割,采用场发射扫描电子显微镜NovaNanoSEM450观察玻璃、底涂剂及TPE三者界面粘结情况,结果如图5所示,底涂层厚度控制在20um,且厚度均匀。

图4 安装托架产品和拉伸实验图Fig.4 Amounting bracket sample and the tensile test

图5 粘结界面图Fig.5 Adhesive interfaces
4 结论
1)针对底涂工艺中异形玻璃的定位,本文提出了简单且易于实施的定位块筛选方法,实现了异性汽车玻璃的精准定位;
2)提出采用直线段和摆线组成的空间“S”形曲线轨迹作为机械手涂布底涂剂的轨迹,该曲线轨迹处处连续可导,从而保证了机械手底涂轨迹的连续光滑,使得机械手的底涂清洁过程中运动平稳;
3)注塑粘结安装托架样件的粘结强度达350N,底涂层厚度控制在20μm,且厚度均匀。
[1] 《橡胶科技市场》编辑部. 2016年汽车产销量均超过2800万辆[J]. 橡胶科技, 2017, 15(3):43.
[2] 谢桂容.聚氨酯改性端硅烷聚醚密封胶的研究[D].广州:华南理工大学,2013.
[3] 沈慧芳, 陈焕钦.聚氨酯胶粘剂在汽车上的应用及研究进展[J].化学与粘合,2005,27(4):225-228.
[4] 李耀辉,殷兵.注塑模具嵌件成型技术研究与应用[J].制造技术与机床,2014(8):148-150.
[5] Emoto A, Kobayashi T, Noguchi N, et al. Tailoring adhesive forces between poly(dimethylsiloxane) and glass substrates using poly(vinyl alcohol) primers[J]. Journal of Applied Polymer Science,2014,131(6):1881-1888.
[6] 邱萍,黄江玲,刘彬,等.底涂对风窗玻璃用聚氨酯密封胶粘接性能的影响[J].粘接,2016(8):55-57.
[7] 杨曼,姜宏伟. -NCO基硅氧烷底涂剂对聚氨酯密封胶粘接性能的影响[J].中国胶粘剂,2011,20(6):42-46.
[8] 杜慧翔,黄活阳,王文鹏,等.硅烷偶联剂的偶联作用机理及其在密封胶中的应用[J]. 化学与粘合,2013,35(2):63-65.
[9] 曾勇,龚俊,许宁,等.喷涂机器人路径组合优化中喷枪轨迹参数的修正方法[J].中国机械工程,2014,25(6).
[10] 缪东晶,王国磊,吴聊,等.自由曲面均匀喷涂的机器人轨迹规划方法[J].清华大学学报(自然科学版),2013(10):1418-1423.
[11] 任秉银, 梁兆东, 孔民秀. 机械手空间圆弧位姿轨迹规划算法的实现[J].哈尔滨工业大学学报,2012,44(7):27-31.
[12] Barraquand J. A Monte-Carlo algorithm for path planning with many degrees of freedom[J]. Journal of Symbolic Logic,2014,31(1):109-111.
[13] 田兵.汽车挡风玻璃涂胶机器人设备可靠性改进[J].汽车工艺与材料,2004(10):20-21.
[14] 孙永红,曾辉,江波.汽车风挡涂胶机器人轨迹控制技术[J].汽车零部件,2011(1):81-82.
[15] 毛建旭,李明,周博文,等.汽车挡风玻璃定位与支架粘合视觉检测系统的设计与实现[J].电子测量与仪器学报,2017,31(3):343-352.
[16] Sheng W, Chen H, Xi N, et al. Tool path planning for compound surfaces in spray forming processes[J]. IEEE Transactions on Automation Science & Engineering,2005,2(3):240-249.
猜你喜欢
环球市场(2021年33期)2021-12-17
冶金设备(2021年1期)2021-06-09
装备制造技术(2020年11期)2021-01-26
四川建筑(2020年1期)2020-07-21
网印工业(2018年9期)2018-10-10
四川水泥(2017年9期)2017-11-03
中国交通信息化(2017年8期)2017-06-06
专用汽车(2016年8期)2016-03-01
消费者报道(2016年3期)2016-02-28
汽车实用技术(2015年8期)2015-12-26
