
传统型与自捻型喷气涡流纺的对比
2018-01-29 06:30韩晨晨程隆棣高卫东薛文良杨瑞华
纺织学报 2018年1期
韩晨晨, 程隆棣, 高卫东, 薛 元, 薛文良, 杨瑞华
(1. 生态纺织教育部重点实验室(江南大学), 江苏 无锡 214122; 2. 东华大学 纺织面料技术教育部重点实验室, 上海 201620)
传统型喷气涡流纺的成纱机制是:纤维须条牵伸后受到喷嘴入口处的负压吸附作用,被吸入螺旋曲面的纤维通道,并沿着引导针下滑进入到空心锭中已经成型的纱体中心,被捻入形成的纱中成为纱芯;随着纤维须条的头端被已经成型的纱体牵引,纤维须条的尾部逐渐脱离前罗拉的握持,脱离握持作用的须条尾端由于受到高压旋转气流的作用而分散开来并倒转呈伞状倒伏在空心锭表面,沿空心锭表面做高速旋转运动,包缠在纱芯的外表面上进而成纱。在新型纺纱技术中,传统喷气涡流纺的纺纱速度最快,但其纱线细节多、强力低等缺陷严重制约产品的推广[1-2]。一些学者[3-5]基于现有的喷气涡流纺纱技术和设备,采用实验的方法定性地分析了喷气涡流纺纱工艺参数和纤维内外转移规律的相关性;李永霞[6-7]设计改良了日本村田公司生产的喷气涡流纺喷嘴的喷孔数目,经实验确定最佳参数,探讨对成纱结构、成纱性能的影响。上述研究结果为本文喷气涡流纺空心锭结构的改进提供了设计依据。Liu等[8]运用Zeng-He模型,计算分析了喷气涡流纺纱技术气流强度与纤维气流加捻强度的相关性;Guo等[9]基于对喷气涡流纺气流加捻腔内的二维标准湍流流场模型,模拟分析了空心锭锥面倾斜角对流场分布特征的影响;邹专勇等[10]对喷气涡流纺喷嘴中的气流流场特征进行了三维模拟,分析了喷孔内气流速度和加捻腔内径等参数对成纱结构性能的影响。这些研究结果为本文数值模拟分析提供了理论基础,但目前对如何改善纱线结构和成纱性能等方面还没有较为合理的可行性措施,关键成纱部件结构参数与成纱结构性能的相关性研究还停留在定性或实验研究阶段。
自捻型喷气涡流纺的成纱机制是:借助激光刻槽技术处理空心锭外表面,使倒伏在空心锭外表面的纤维尾端受到空心锭壁面对它的增大切向摩擦力;在气流加捻过程中,纤维尾端受到摩擦力矩的作用紧贴于空心锭表面滚动旋转,产生自捻并卷绕到纱体中,实现纱线强力的提高和条干均匀性的改善。薛文良等[11]基于对空心锭成纱通道内表面的刻槽处理,实现了纤维自捻变形,进而大大降低了气流加捻过程中的落纤率,改善了纱线的条干均匀度。周双喜[12]运用实验的方法论证了自捻型空心锭结构参数的改变对成纱性能的影响;但是由于所做的研究分析在系统性方面还有待完善,且其处理方式也略欠缺合理性,因此,该自捻型空心锭对成纱性能的效果并不明显。
基于现有的研究基础,本文设计改良了自捻型空心锭槽体的结构参数,数值模拟了传统型喷气涡流纺和自捻型喷气涡流纺喷嘴内部的流场分布特征,对比分析了自捻型空心锭槽体结构对喷嘴内流体分布的影响。通过样纱试纺实验,对比分析了传统型喷气涡流纺和自捻型喷气涡流纺的成纱结构和成纱性能,进一步论证了自捻型喷气涡流纺纱技术的合理性和可行性,以期能够更深层次地探索自捻型喷气涡流纺成纱机制,优化喷气涡流纺的纱线结构,提高喷气涡流纺纱线的成纱性能。
1 空心锭结构对比
在喷气涡流纺气流加捻腔内,要实现自由端纤维在三维高速湍流流场作用下沿空心锭锥形曲面做滚动旋转运动,需要在一定程度上增大纤维尾端与空心锭表面之间的动摩擦力。通过力学分析可得自由端纤维在空心锭表面运动过程中受到的摩擦力
f=FNμ+Aa
式中:FN为垂直于纤维轴线方向的压力,N;μ为动摩擦因数;A为纤维与壁面接触面积,mm2;a为与材料粗糙、软硬程度相关的常数。
由于实验设备的限制等相关性原因,本文结构对比研究参数实验是基于吴江盛译京奕有限公司提供的MVS861喷气涡流纺纱设备。原装空心锭顶端结构图如图1(a)所示。本文研究采用对空心锭外表面刻槽的方法,增加自由端纤维在其表面做旋转运动时的接触面积。受镭射线加工设备以及空心锭顶端尺寸的限制,槽体区域为距离空心锭顶端1~5.25 mm范围内,槽体走向与空心锭顶端锥形曲面上基线间的夹角在20°~90°范围内,槽体数量在0~50范围内。
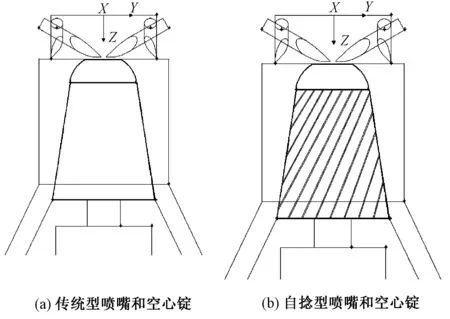
图1 喷嘴和空心锭结构对比图Fig.1 Comparison chart of nozzle and hollow spindle structure. (a) Conventional nozzle and hollow spindle; (b) Self twist nozzle and hollow spindle
根据已有文献[14]的分析结果,本文选择较为具有代表性的空心锭槽体结构设计方案进行对比分析,槽体走向与空心锭锥顶母线之间夹角取30°,槽体数量为40,如图1(b)所示。根据所建立的喷嘴和空心锭模型选取合适的坐标系,其中设定喷嘴入口横截面的圆点为原点,然后过原点选取垂直于喷嘴入口横截面的轴线为Z轴,选取位于喷嘴入口横截面上,垂直于坐标Z轴的轴线为坐标X轴和坐标Y轴,且X轴、Y轴互相垂直。根据空心锭陶瓷材质的可加工类型,在实际加工过程中,采用激光镭射线对空心锭进行刻槽加工处理。对比多次的激光处理效果,最终镭射线细度规格采用0.03 mm,每道槽体需要用镭射线重复处理25次,处理后槽体的宽度为0.08 mm,槽体深度约为0.08 mm。
2 喷嘴内部流场特征对比
2.1 模型建立
图2为MVS861传统型喷气涡流纺喷嘴与空心锭的结构尺寸标注图。自捻型喷气涡流纺的模型除空心锭槽体结构外,其他结构参数均保持不变。通过三维激光扫描精确测量图2中各数值:D1为4.30 mm,D2为1.15 mm,D3为1.45 mm,D4为5.15 mm,D5为3.70 mm,D6为9.95 mm,D7为12.70 mm,D8为16.05 mm,D9为0.55 mm,H1为1.80 mm,H2为5.20 mm,H3为5.95 mm,H4为3.60 mm,误差为0.01 mm。
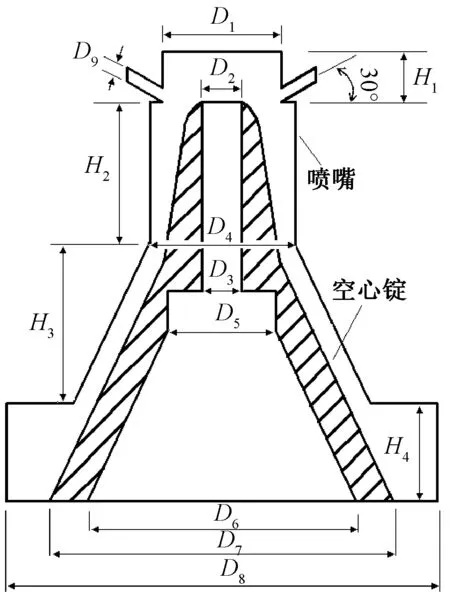
图2 喷嘴和空心锭的尺寸标注图Fig.2 Dimension diagram of nozzle and hollow spindle
2.2 网格划分
经过多次实验调整,最终采用混合Tet网格和Hybrid网格类型,网格主体部分为四面体,在精细部位则使用六面体,网格尺寸为0.1 mm。网格划分结束后,传统型喷气涡流纺喷嘴内部流场模型的网格数目为1 146 598个,自捻型喷气涡流纺喷嘴内部流场模型的网格数目为1 186 798个。
2.3 边界条件
流场模型边界条件是在GAMBIT绘图软件网格划分结束后设置的。本文指定喷嘴入口为压力入口类型,指定4个喷孔出口为速度进口边界。入口压强为实际生产中的最佳值0.55 MPa。入口速度v0根据等焓流动原理[15]计算得出,v0=290 m/s。气流出口设置为压力出口。模型的壁面设置为固体壁面类型,初始速度为0。壁面网格属性为无滑移绝热壁面。喷嘴入口平面与空心锭子入口平面指定为对称边界。
2.4 数值求解
采用SIMPLE 计算方法,二阶迎风格式。数值求解过程中运用5个计算节点,先将模型各个条件初始化,然后开始迭代计算求解,设置收敛精度是10-4。当计算求解达到收敛时,设置压力入口与出口的质量变化为-3.978 066 6×10-12kg/s。当计算收敛后保存所需要的.cas和.dat格式文件。
2.5 静压分布对比
图3示出X为零的截面上不同位置的气压分布。可以看出,自捻型喷气涡流纺与传统型喷气涡流纺喷嘴内流场模拟结果相比,流场整体气压分布变化趋势没有明显改变。这是由于自捻型空心锭外表面的槽体结构尺寸较整个流场区域比例比较小,故槽体结构对流场分布影响不大。

图3 X=0截面上不同位置的气压分布Fig.3 Pressure distribution at different positions on X=0 cross-section. (a) Traditional jet vortex spinning; (b) Self twist jet vortex spinning
在Z=1.85 mm的位置处,自捻型喷气涡流纺喷嘴内流场的负压值明显较传统型喷气涡流纺更低,而且该区域处于空心锭喷嘴外表面附近,界限明显。造成这种现象的原因是由于自捻型空心锭槽体的存在,高速旋转气流在遇到槽体结构后,会进入到槽体内部造成短暂停滞,使气压降低。相比于传统型喷气涡流纺,自捻型喷气涡流纺喷嘴内流场较低的负压现象更有利于纤维须条被吸入到成纱通道,保证纺纱过程的顺利进行,同时降低气流加捻过程中的落纤率。此外,自捻型空心锭壁面槽体结构所产生的负压效应可使自由端纤维贴伏空心锭壁面的作用效果更强,有利于自由端纤维在摩擦力矩的作用下产生自捻。
2.6 气流速度分布对比
相比于传统型喷气涡流纺,自捻型喷气涡流纺空心锭槽体尺寸相对流场模型较小,所以气压分布总体变化趋势并没有明显的改变。为进一步分析自捻型空心锭槽体结构的存在对喷嘴内流场分布特征的影响,在气流速度分布对比研究中,本文选择了近壁面处3个具有代表性的位置进行分析,分别提取气流切向速度、轴向速度、径向速度的数值模拟变化曲线。图4示出近壁面处不同位置的气流速度分布。

A—自捻型空心锭距离壁面母线0.1 mm处位置;B—传统型空心锭距离壁面母线0.1 mm处位置;C—自捻型空心锭槽体内几何中心线位置。图4 近壁面处不同位置的气流速度分布Fig.4 Velocity distribution in different positions near wall. (a) Tangential velocity distribution; (b) Axial velocity distribution; (c) Radial velocity distribution
由图4可得,自捻型喷气涡流纺喷嘴内流场近壁面处的各速度分量都有所提高,这是由于气流在槽体内产生短暂滞留,造成槽体附近的负压更低,使气流速度提高幅度较大。传统型喷气涡流纺喷嘴内流场近壁面处的气流切向速度最大为135 m/s,而自捻型喷气涡流纺喷嘴内流场近壁面处的气流切向速度最大为270 m/s,槽体内气流切向速度最大为240 m/s,轴向速度和径向速度值也都出现一定幅度的提高,但整体速度变化规律一致。切向速度的增大有利于提高自由尾端纤维的加捻效率,在切向作用和摩擦力矩的作用下,自由端纤维更容易产生自捻。径向速度的增大有利于纤维扩散,产生更多的边缘纤维。轴向速度的提高更有利于纤维紧贴伏于空心锭锥形曲面运动。
3 纱线结构性能对比
3.1 基本实验参数
样纱试纺实验是基于吴江盛泽京奕有限公司提供的MVS861喷气涡流纺纱设备。实验所纺纱线规格分别为19.4、14.5 dtex,纱线原料为粘胶纤维(兰精公司生产,长度为38 mm,线密度为1.3 dtex)。纺纱技术为传统型喷气涡流纺纱技术和自捻型喷气涡流纺纱技术。根据实验方案,实验过程中限定基本参数与测试仪器不变,结合纱线的品种和纺纱技术的改变,对比分析传统型和自捻型喷气涡流纺纱线结构、强力以及条干均匀度的变化。喷气涡流纺纱工艺参数如表1所示。粗条定量为360 g/5 m,粗条回潮率为11%,粗条不匀率为≤2%。纺纱车间相对湿度为(65±3)%,温度为(20±2)℃。
3.2 纱线结构对比分析
采用美国科视达公司研制的Hi-Scope 三维视频显微镜[16]。选取一定长度的样纱制作实验标本,将样纱两端固定在观察玻璃片上,保持样纱上所观察部位原本的结构形态不受破坏,分别对19.4、14.5 dtex样纱实验标本进行热定型处理,处理温度为135 ℃,处理气体为饱和水蒸气,处理时间为30 min。样纱中粘胶纤维的化学结构受到热定型处理后将发生变化,该变化是不可逆的,这样经过湿热处理后的样本纱线将发生永久性定型,使得样纱纱线的结构形态可在观察实验过程中得到较好的保持。将19.4 dtex样纱置于160倍放大镜下观察纱线外观结构,结果如图5所示。将纱线解捻,取出已经热定型的单根粘胶纤维,将其置于250倍放大镜下观察纤维的空间构象,结果如图6所示。

表1 成纱工艺参数Tab.1 Process parameters

图5 纱线外观结构图(×160)Fig.5 Yarn appearances(×160). (a) Conventional jet vortex spinning; (b) Self twist jet vortex spinning

图6 纱线中纤维的空间构象图(×250)Fig.6 Spatial conformations of fiber in yarn(×250). (a) Conventional jet vortex spinning; (b) Self twist jet vortex spinning
由图5可得,自捻型喷气涡流纺纱线结构与传统型喷气涡流纺纱线结构相比,外观相似于环锭纺纱线的螺旋外观结构形态。自捻型喷气涡流纺纱线外表面结构包缠角大于传统型喷气涡流纺纱线,原因可能是自捻型喷气涡流纺纱线成形过程中,纤维在空心锭锥形曲面上做旋转运动,受到的摩擦阻力较大,降低了自由端纤维的运动速度,因此,在相同的纺纱速度下,包缠角较大。
由图6可得,自捻型喷气涡流纺纱线中单纤维的空间构象存在明显的扭转变形,即纤维自捻,由此可以证明本文所提出的自捻型喷气涡流纺成纱技术的可行性,即通过激光刻槽加工处理的方式,提高自由端纤维与空心锭表面间的摩擦力,可实现自由端纤维发生自捻,并卷绕到纱线中去。
3.3 纱线强伸性能对比分析
纱线强伸性能采用YG061 型电子单纱强力仪[17],按照GB/T 398—2008《棉本色纱线》进行测试。在纱线拉伸断裂过程中,设置纱线拉伸断裂强力测试预加张力取值为(0.5±0.1)cN/tex;每次取样时,间隔的纱线距离长度为500 mm;实验测试所用的样纱为不同机位处纺制所得的6管筒子纱,实验次数设置为每管筒子纱10次。测试结果见表2。

表2 纱线强伸性能对比Tab.2 Comparison of yarn tensile properties
由表2可得:对比19.4 dtex纱线强伸性能变化,自捻型喷气涡流纺纱线的断裂强力比传统型喷气涡流纺纱线提高约8%,断裂伸长率提高约3%;对比14.5 dtex纱线强伸性能变化,自捻型喷气涡流纺纱线的断裂强力比传统型喷气涡流纺纱线提高约5%,断裂伸长率提高约8%;此外,自捻型喷气涡流纺纱线的断裂伸长率和断裂功有同样的变化趋势。由此可得,卷绕到纱体中的自捻纤维可以增大纤维之间的摩擦力和抱合力,进而提高纱线的强伸性能。纱线强伸性能实验结果与理论分析结果是相一致的。
3.4 纱线条干性能对比分析
纱线条干性能采用CT200条干测试分析仪[18],按照GB/T 9996.2—2008《棉及化纤纯纺、混纺纱线外观质量黑板检验方法》进行测试。根据纱线规格的不同,设置预加张力为(0.5±0.1)cN/tex,取样时间间隔为1 min,测试速度为40 mm/min,实验测试所用的样纱为不同机位处纺制所得的6管筒子纱,实验次数设置为每管筒子纱10次。测试结果如表3所示。

表3 纱线条干性能对比Tab.3 Comparison of yarn evenness performance
如表3所示,相比于传统型喷气涡流纺纱线条干均匀性,自捻型喷气涡流纺纱线条干均匀性能参数,如条干均匀度变异系数、条干不匀率、细节、粗节和棉结数值均有所降低。自捻型喷气涡流纺纱线条干均匀性能得到了明显改善。这主要是因为成纱结构中的纤维自捻变形发生一定程度的弹性回复,纤维之间的相互缠覆对其产生阻碍,使得纤维结构更加紧实,降低了气流加捻的落纤率,提高了纱线的条干均匀度。
4 结 论
对比分析了传统喷气涡流纺和自捻型喷气涡流纺的空心锭结构、喷嘴内部流场分布特征和纱线结构性能,得到以下结论:
1)自捻型喷气涡流纺空心锭表面槽体在一定程度上增大了纤维与空心锭表面的接触面积,增大了纤维与空心锭表面的摩擦力,当其大于纤维的抗扭转刚度时,纤维会发生自捻,并卷绕到纱线中。
2)自捻型喷气涡流纺喷嘴内流场整体分布变化趋势没有明显的改变,在Z=1.85 mm的位置处,自捻型喷气涡流纺喷嘴内流场的负压值明显较传统型喷气涡流纺更低,而且该区域处于空心锭喷嘴外表面附近,界限明显;近壁面处的各速度分量都有所提高。这是由于槽体尺寸的比例较小,不会对流场整体分布造成较大影响,同时气流会进入到槽体间隙,发生短暂滞留,致使近槽体处的负压下降,负压更低使得气流速度出现一定程度的提高。
3)自捻型喷气涡流纺纱线外观同环锭纱,包缠角略大于传统型喷气涡流纺纱线,自捻型喷气涡流纺纱体中纤维具有自捻变形;相比于传统型喷气涡流纺成纱性能,自捻型喷气涡流纺纱线断裂强力和断裂伸长率均有所提高,条干均匀度变异系数、条干不匀率、棉结和粗节数均有所减少,成纱性能得到明显的改善。
[1] BECEREN Y, NERGIS B U. Comparison of the effects of cotton yarns produced by new, modified and conventional spinning systems on yarn and knitted fabric performance [J]. Textile Research Journal, 2008, 78(4): 297-303.
[2] 俞兆昇. 喷气涡流纺纱方法研究[D]. 上海: 东华大学, 2006: 37-48.
YU Zhaosheng. Study of jet vortex spinning method [D]. Shanghai: Donghua University, 2006: 37-48.
[3] BASAL G, OXENHAM W. Effects of some process parameters on the structure and properties of vortex spun yarn [J]. Textile Research Journal, 2006, 76(6): 492-499.
[4] TYAGI G K, SHARMA D, SALHOTRA K R. Process-structure-property relationship of polyester-cotton MVS yarns: part I: influence of processing variables on yarn structural parameters [J]. Indian Journal of Fibre & Textile Research, 2004, 29: 419-428.
[5] ORTLEK H G, NAIR F, KILIK R, et al. Effect of spindle diameter and spindle working period on the properties of 100% viscose MVS yarns [J]. Fibers & Textiles in Eastern Europe, 2008, 16(3): 17-20.
[6] 李永霞. 喷气涡流纺研究[D]. 上海: 东华大学, 2005: 75-85.
LI Yongxia. Jet vortex spinning research [D]. Shanghai: Donghua University, 2005: 75-85.
[7] 李永霞. 喷气涡流纺初探[J]. 纺织导报, 2005(8): 69-71.
LI Yongxia. Jet vortex spinning exploration [J]. China Textile Leader, 2005(8): 69-71.
[8] LIU Yong, XU Lan. Controlling air vortex in air-vortex spinning by Zeng-He mode [J]. International Journal of Nonlinear Sciences and Numerical Simulation, 2006, 7(4): 389-392.
[9] GUO Huifen, AN Xianglong, YU Zhaosheng, et al. A numerical and experimental study on the effect of the cone angle of the spindle in murata vortex spinning macgine [J]. ASME Journal of Fluids Engineering, 2008, 130(3): 1-5.
[10] ZOU Zhuanyong, LIU Shirui, ZHENG Shaoming, et al. Numerical computation of a flow field affected by the process parameters of murata vortex spinning [J]. Fibres & Textile in Eastern Europe, 2010, 18(2): 35-39.
[11] 薛文良,程隆棣,俞建勇,等.喷气涡流纺专用自捻空心锭: 101476180[P]. 2009-07-08.
XUE Wengliang, CHENG Longdi, YU Jianyong, et al. Special self-twist hollow spindle of jet vortex spinning: 101476180 [P]. 2009-07-08.
[12] 周双喜.喷气涡流纺强力影响因素及其相关技术的研究[D]. 上海: 东华大学, 2011: 56-72.
ZHOU Shuangxi. Study of jet vortex spinning strength factors and related technologies [D]. Shanghai: Donghua University, 2011: 56-72.
[13] 温诗铸, 黄平. 摩擦学原理[M]. 北京: 清华大学出版社, 2012: 32-45.
WEN Shizhu, HUANG Ping. Principles of Tribology [M]. Beijing: Tsinghua University Publishers, 2012: 32-45.
[14] 竺韵德,邹专勇,俞建勇,等.气流槽聚型集聚纺纱系统三维流场的数值研究[J].东华大学学报(自然科学版),2009,35(3):294-298.
ZHU Yunde, ZOU Zhuanyong, YU Jianyong, et al. Numerical study of three-dimensional flow field in compact spinning system with inspiratory groove [J]. Journal of Donghua University(Natural Science Edition), 2009,35(3): 294-298.
[15] 邹专勇, 汪燕, 俞建勇, 等. 网格圈集聚纺纱系统三维流场表征与分析[J]. 纺织学报, 2009, 30(6): 24-28.
ZOU Zhuanyong, WANG Yan, YU Jianyong, et al. Characterization and analysis of three-dimensional flow field in compact spinning with lattice apron [J]. Journal of Textile Research, 2009, 30(6): 24-28.
[16] 傅培花, 程隆棣, 王善元, 等. Hi-scope视频显微镜系统在研究紧密纺纱线结构中的应用[J]. 国际纺织导报, 2006(3): 27-32.
FU Peihua, CHENG Longdi, WANG Shanyuan, et al. Application of Hi-scope video microscope system in the study of compact yarn structure [J]. Melliand China, 2006(3): 27-32.
[17] 郭鹏辉. 电子单纱强力仪应用实践及性能分析[J].纺织器材, 2012(2): 117-121.
GUO Penghui. Application practice and performance analysis of electronic yarn strength tester [J]. Textile Accessories, 2012(2): 117-121.
[18] 徐世栋, 王兟. 两种评定纱线条干均匀度技术的分析[J]. 棉纺织技术, 2002, 30(12): 29-31.
XU Shidong, WANG Xi. Discussion on two methods evaluation yarn evenness [J]. Cotton Textile Technology, 2002, 30(12): 29-31.
猜你喜欢
安徽建筑(2022年7期)2022-08-04
铁道科学与工程学报(2022年3期)2022-04-13
求知导刊(2022年1期)2022-03-27
设备管理与维修(2019年11期)2019-10-25
设备管理与维修(2019年6期)2019-07-09
社会科学研究(2018年3期)2018-12-21
当代体育科技(2018年16期)2018-06-11
中国设备工程(2017年23期)2017-12-07
现代工业经济和信息化(2016年12期)2016-05-17
化纤与纺织技术(2015年1期)2015-12-26
