
某大型火电厂空预器停转导致机组RB原因分析
2018-01-26 08:41王伟
电力安全技术 2017年12期
王 伟
(淮浙煤电凤台发电分公司,安徽 淮南 232131)
0 设备概况
某大型火电厂1期2×630 MW超临界机组锅炉配套空预器为LAP13494/2200型三分仓容克式空气预热器。空预器采用下轴中心驱动方式,电驱动装置配主、辅驱动电机,主、辅驱动电机启动时为变频调速启动,配有变频控制装置。机组正常运行期间,由主驱动电机拖动空预器运行;当主驱动电机故障时,辅驱动电机将代替主驱动电机运行。同时,驱动系统还配置有气动马达,气动马达与主、辅驱动连锁保护。当主、辅驱动电机同时故障或系统断电时,气源控制阀自动打开,由气动马达驱动空预器旋转。主、辅驱动电机与减速箱之间采用尼龙柱销联轴器连接,气动马达采用超越离合器与减速箱连接。
1 事故经过
2013-07-26,某电厂2号机组AGC模式运行、CCS控制,机组负荷581 MW,总煤量255 t/h,给水1 871 t/h,2A,2B,2C,2D,2F磨煤机运行,2E磨煤机备用,2A,2B汽泵组运行,电泵备用。
当日23:00,运行操作员发现2B空预器出口烟气温度高达180 ℃,主驱动电流正常。操作员及时汇报值长、单元长,并投入空预器吹灰。空预器出口烟气温度持续升高,汇报网调后,运行人员退出机组AGC模式,在CCS方式下以15 MW/min的速率降负荷。
23:06,运行人员手动解除2B一次风机动叶自动,逐渐关小动叶开度。巡检人员就地检查,确认2B空预器并未发生二次燃烧。
23:08,2B空预器出口烟温上升至300 ℃,运行人员手动依次停运2C,2A制粉系统,投入油枪和等离子点火系统助燃。
23:09,巡检人员就地检查,发现2B空预器转子停转,主驱动电机运行正常,电机联轴器处有异常声音。辅驱动电机无远方启动允许条件,运行人员远方启动气动马达,气动马达启动失败。
23:10,巡检人员就地启动2B空预器辅驱动电机,主驱动电机联跳,辅驱动电机启动失败;手动启动2B空预器气动马达,气动马达启动失败。检修人员对2B空预器转子手动盘车,此时转子因局部受热变形严重卡死,无法盘车。
23:12,2B送、引风机及一次风机经延时跳闸,机组RB动作正常。运行人员手动关闭2B空预器所有进出口挡板及送风机联络挡板,断开2B空预器主、辅驱动电机电源及气动马达气源,对2B空预器进行隔离检查。
2 原因分析
2B空预器停运并做好隔离措施后,检修人员对2B空预器的主/辅驱动电机控制系统、驱动电机联轴器、减速箱、气动马达及其管道系统等进行了全面检查和分析。
2.1 空预器转子停转原因分析
造成转子停转的直接原因是主驱动电机联轴器的6根尼龙柱销全部折断。从尼龙柱销磨损情况及折断的截面特性分析,6根尼龙柱销在运行过程中受到较大的剪切力,使尼龙柱销中间部位首先开裂,随着尼龙柱销运行时间的延长,开裂部位逐渐扩展到横截面的2/3,最终发生突发性折断。
通过相关安装数据测量,主驱动电机联轴器对轮间隙测量数据 6—7 mm(标准值 3 mm)。过大的对轮间隙导致运行期间作用在尼龙柱销上的剪切力远远大于标准间隙下的剪切力,致使联轴器柱销过早失效,导致空预器停转事故发生。
2.2 空预器转子停转后DCS未发生报警原因分析
该厂空预器原设计带有热端扇形板调整装置系统如图1所示,在该系统中还设有转子转速监测装置和空预器转子停转报警系统。机组正常运行中,若转子转速检测装置检测到空预器转速为0,则热端扇形板调整装置系统中的空预器转子停转报警系统会向DCS画面发送转子停转报警信号。在2011年对2号机组空预器改造后,热端扇形板调整装置系统功能予以取消,转子转速监测装置及扇形板自动跟踪系统功能停用,并将空预器主、辅驱动电机的电流信号作为转子事故停转报警的信号源。
在此次事件中,2B空预器转子发生停转,但由于主驱动电机依然正常运行,电流值基本无变化,系统误认为空预器运转正常,从而导致DCS画面并未出现转子停转报警,加之运行人员未及时发现转子停转故障,无法及时应急处置,在一定程度上导致了此次事故的发生。
2.3 辅驱动电机切换失败原因分析
该电厂发生2B空预器转子停转,运行人员远方启动辅驱动电机失败,随后就地启动辅驱动电机。根据逻辑,启动辅驱动电机,主驱动电机联跳正常。但辅驱动电机启动失败,从而导致2B送、引风机及一次风机经延时跳闸,机组RB动作。对辅驱动电机联启失败原因检查时,发现空预器变频控制柜工作环境温度高达46 ℃,已超过控制器(PLC)、变频器的稳定工作极限温度,导致切换过程中变频器出现故障,辅驱动电机未能正常启动,从而机组RB动作。
2.4 气动马达启动失败原因分析
对气动马达及其管道系统进行检查,发现仪用气母管压力、气动马达及联轴器、气动马达控制指令均正常。造成气动马达启动失败的根本原因在于气动马达气源控制电磁阀故障。气动马达长期未投运,气源控制电磁阀无法正常开启,从而因气动马达缺少动力源而导致启动失败。
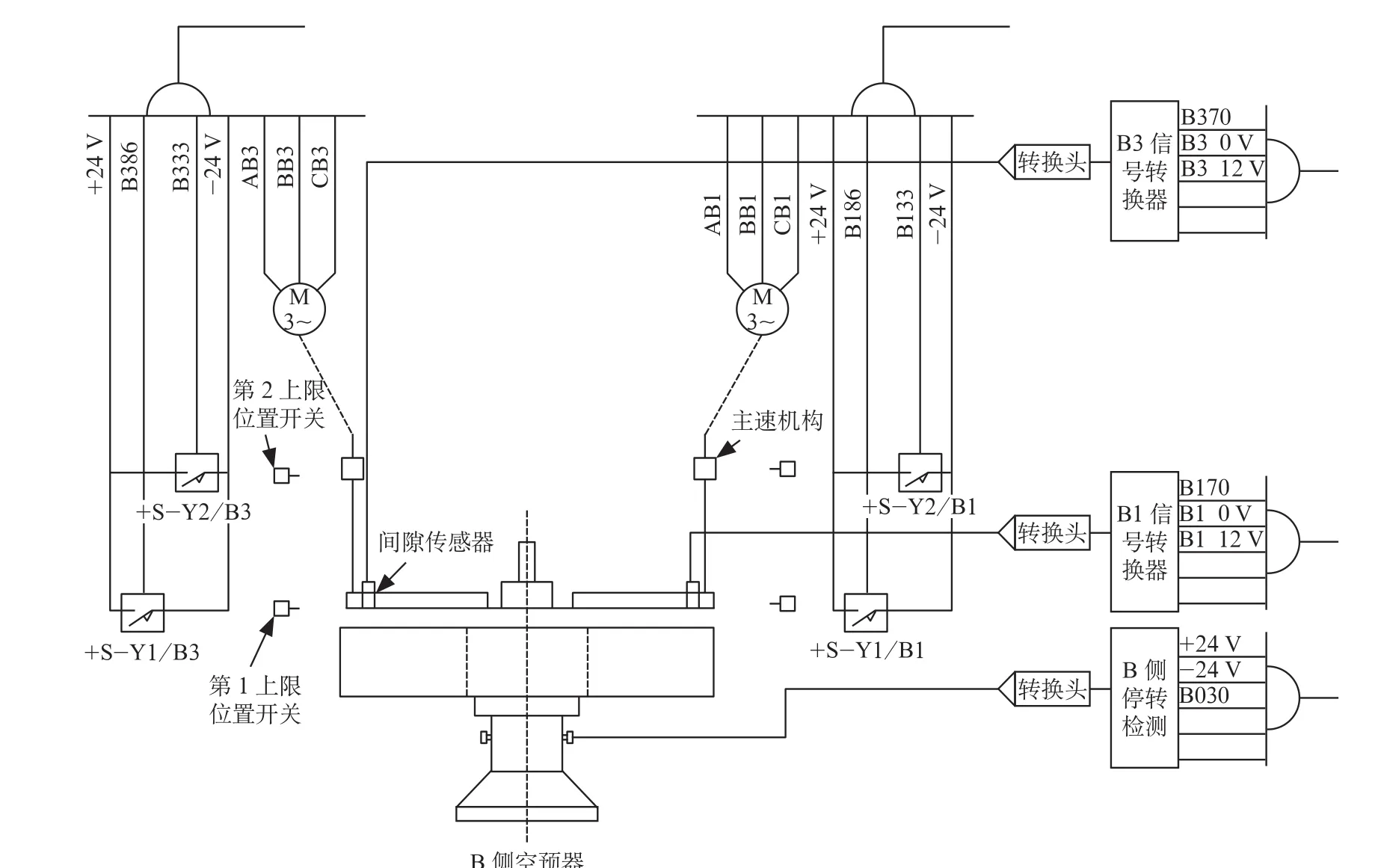
图1 2B空预器热端扇形板调节装置系统示意
3 事故暴露出的问题
3.1 运行操作及巡检人员经验不足
运行人员发现2B空预器出口烟气温度异常升高,而未对空预器出口热一次风温度、二次风温度的变化进行分析,导致空预器停转未被及时发现;巡检人员就地检查2B空预器,能够判断空预器未发生二次燃烧,但却不能发现空预器停转的事实。这都反映出运行人员和巡检人员在分析问题和检查问题方面的经验不足。如果能在2B空预器转子停转后第一时间正确判断,并按正常操作程序将主驱动电机切换至辅驱动电机或启动气动马达,此时因空预器转子变形量较小,很大程度上能够正常启动2B空预器,从而避免RB事故的发生。
3.2 改造后转子停转报警信号源选取不当
该电厂空预器改造后,取消了热端扇形板调整装置系统功能,停用原设计的转子转速监测装置及停转报警系统,而将空预器主、辅驱动电机的电流信号作为转子事故停转报警的信号源,这种报警信号源的可靠性较差。
这种设置方式在一定程度上能够起到监视空预器转子是否正常运转的作用,但并不科学,可靠性低。一旦发生联轴器柱销折断、齿轮箱与空预器转子联轴器脱开等情况,就会有主/辅驱动电机保持正常运行、空预器转子实际停转事故的可能。因此,从可靠性角度出发,空预器原设计的空预器转子转速检测装置最为合理,可靠性更高。
3.3 控制系统的安全、稳定、可靠性较低
该电厂空预器主、辅驱动电机均采用变频启动方式,其变频器对运行环境的要求较高,而现场的恶劣环境加大了变频器的运行风险。一旦变频器运行不良,将直接导致主/辅驱动电机切换失败,造成空预器停转的恶性事故。
同时,主/辅驱动电机控制系统及气动马达控制系统长期未进行联锁试验,也会导致控制系统不能及时发现和消除安全隐患。
4 防范措施
4.1 加强技术培训及事故应急演练
学习培训期间,运行人员除加强对运行规程的学习外,还要对主要设备的结构及系统知识进行学习。运行人员不仅需要明白机组系统设备的正常运行操作,而且能够从设备结构及系统配置上了解设备运行的原理、控制系统设置等方面的知识,为设备异常分析提供更广阔的思路。除此之外,运行人员还须将理论学习与实际运行操作相结合,定期进行事故应急演练。充分利用仿真机的便利条件,不断提高运行人员事故应急的分析能力和处理能力,为机组实际运行过程中的事故处理赢得先机,最大程度地降低事故所造成的损失。
4.2 加装空预器转子停转报警系统
机组停机期间,重新在空预器主轴上加装停转报警装置,并将转子停转报警系统接入集控室大屏报警,便于运行人员对空预器转子运行情况进行实时监控。
4.3 改善空预器控制系统的运行环境
机组检修期间,将空预器控制柜移至空旷、散热性能较好的17 m平台上,并在控制柜上加装散热风扇等装置,改善变频器的运行环境。
4.4 加强控制系统联锁试验
利用机组停机机会,对所有空预器的主/辅驱动电机、气动马达进行联锁试验,消除系统隐患,确保控制系统运行正常。
1 刘云杰,赵松林.600 MW超临界机组RB动作异常分 析[J].电力安全技术,2012,14(8):51-53.
2 高天云.2011年度上海地区发电机组减负荷运行情况分 析[J].电力安全技术,2012,14(6):24-26.
猜你喜欢
中国设备工程(2023年1期)2023-01-15
天然气与石油(2022年4期)2022-09-21
江西电力(2022年2期)2022-03-23
北京航空航天大学学报(2021年6期)2021-07-20
液压与气动(2020年2期)2020-02-18
综合智慧能源(2019年6期)2019-07-10
小学生导刊(2017年15期)2017-05-17
电站辅机(2017年4期)2017-04-11
棋艺(2016年4期)2016-09-20
中国塑料(2016年3期)2016-06-15
