
大型封头锻件锻造工艺编制及实践研究
2018-01-24 03:26:15王爽王宝亮
金属加工(热加工) 2018年1期
■ 王爽,王宝亮
大型封头锻件是压力容器重要锻件之一,压力容器壳体是由筒体和封头两大部分构成的一个密闭容器,在其壁上又各引出部分接管法兰等。封头与筒体连接可采用焊接或法兰连接。封头制造质量的好坏对整体压力容器使用性能都有直接影响。此封头属于异形锻件,在锻造生产中容易出现折叠缺陷、裂纹、尺寸超差等质量问题。本文通过研究工艺编制及生产实践中容易出现的一些问题来提高锻件质量。锻件如图1、图2所示。
1. 锻造工艺编制
根据材质确定锻造温度范围, 始锻温度1250℃,终锻温度750℃,精锻温度700℃。根据锻件尺寸形状确定锻造变形工序,第一火次:压钳口;第二火次:镦粗拔方倒八角;第三火次:镦粗、KD法拔长下料;第四、五、六火次:2次预锻下模镦粗;第七、八火次:出成品。
(1)锭型选择 钢锭冒口及浇口切除重量,按钢锭锭身重量百分比计算,一般封头锻件冒口切除:锭身重15%~20%,浇口切除5%~10%。
坯料重量可按下式计算
G坯料=G锻件+G烧损+G料头G锻件=KG1
G1=ρV
式中 G坯料——坯料重量;
G锻件——锻件重量;
G烧损——加热时由于坯料表面氧化而烧损重量。第一次加热取被加热金属的2%~3%,以后每次加热取1.5%~2.0%;
G料头——在锻造过程中切掉的那部分金属重量,如修切端部的料头等;
G1——锻件名义重量;
K——锻件补偿系数,封头锻件一般取1.04~1.07;
ρ——金属密度,钢铁取
7.85kg/dm3,
V ——锻件体积。
根据锻件尺寸和上述公式进行计算,并结合《钢锭手册》发现没有合适锭型可供选择,故与其他锻件合锻选取312t上注24棱钢锭,炼钢方法LVCD+LB3。

图 1
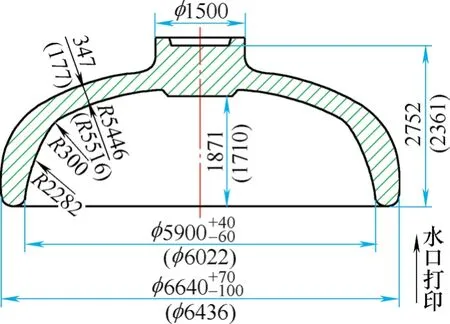
图2 大型封头锻件图样
(2)各锻造变形火次工艺尺寸确定与工附具选择 第一火次:压钳φ1550mm;气割浇口锭身250mm(含刀口),如图3所示,所用工附具为:850上平下V砧。
第二火次:镦粗至φ4250mm×2000mm;WHF法拔方至2700mm×3900mm;按图4倒八角400~500mm并及时清理裂纹或折伤,所用工附具为:φ1300mm漏盘,1500mm上下平砧。
第三火次:镦粗至φ4220mm×2000mm,压平上端面凸台;KD法拔长至φ3000mm×3960mm,用上平、下V砧精锻大头端外圆至φ2800mm×4550mm,按图5拔长下料,操作机从坯料浇口端夹持,将冒口端从根部拔长至φ1300mm,气割下料,下料后注意返炉时浇口朝上立于专用十字垫铁上加热。所用工附具为:φ4800mm镦粗盖,φ1300mm镦粗漏盘,1500mm上下V砧。
第四火次:在预锻下模镦粗至图6所要求尺寸,所用工附具为:电动回转台(或3600mm回转台+φ5800mm盖子),φ4800mm镦粗盖,1200mm上平砧,预锻下模。
第五火次:用条形球面锤头,预锻下模时,在回转台(400t)上按表1中布锤及压下量要求旋转锻造,锻后锻件内表面光整无明显锤痕;将锻件开口朝下返炉。所用工附具为:电动回转台(或3600mm回转台+φ5800mm盖子),φ4800mm镦粗盖,1200mm上平砧,预锻下模,条形球面锤头,如图7所示。
第六火次:专用下凸模和下凸模中用双扇形椭球面锤头,按表2旋转锻造布锤及压下量要求锻造,所用工附具为:电动回转台(或3600mm回转台+φ5800mm盖子),专用下凸模,φ4800mm镦粗盖,1200mm上平砧,双扇形椭球面锤头,如图8所示。
第七、八火次:用双扇形椭球面锤头旋转锻造至封头锻件开口端外径到φ6600mm后,用环体将锻件压下至锻件与下凸模贴合,如图9、图10所示;用凸台压实锤头局部压实锻件上部凸台如图11所示,所用工附具为:电动回转台、专用下凸模、专用上冲头、环体。450t桥式起重机挂门子钩取料、上料。
所用设备根据变形过程及锻件尺寸结合各水压机的锻造能力,选择150MN水压机进行生产。

图 3

图 4

图 5

图 6
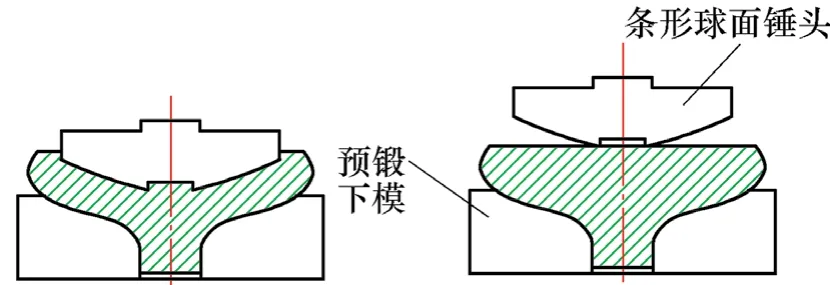
图 7

表 1
2.生产中各工序操作要点与注意事项
(1)镦粗、WHF拔长、倒八角 镦粗高度H=1400mm,在放置坯料时,方向必须有人看正。WHF拔长尺寸2400mm×2400mm,压下量15%,翻转90°压下一道次,浇、冒口交替布砧。保证冒口端平齐,为下火次镦粗做准备。倒八角,长度约500mm。注意折伤,若折伤深超过50mm时需吹氧处理。
注意事项:辅具摆放,镦粗前坯料是否立正,镦粗高度,WHF压下量,倒八角压下量,折伤深度,吹氧情况。
(2)镦粗,KD拔长,气割下料 镦粗高度H=1400mm,在放置坯料时,方向必须有人看正。KD拔长前四道次压下量坯料高度20%。留量100转万吨采用850上平砧、下V砧光整。气割钳口时,贴近钳口根部气割。
注意事项:附具摆放,镦粗前坯料是否立正,镦粗高度,KD压下量,光整留量,气割长度、位置,有伤吹氧清理。
(3)第一次预镦粗(两次预镦粗火次合并) 浇口向上镦粗至H=1500mm,放置坯料时方向必须有人看正,翻转180°,镦粗至H=1100mm,1200平砧平整凸面至工艺高度。返炉时浇口向上。测量坯料高度及直径,根据镦粗时坯料,浇、冒口直径实际情况,确定是否翻转镦粗或现状开高度。目的是保证坯料浇、冒口变形均匀,满足工艺要求。
注意事项:附具摆放,镦粗时坯料浇、冒口直径实际变形情况,确定是否翻转,坯料高度及直径,装炉时浇口向上。

图 8

表 2
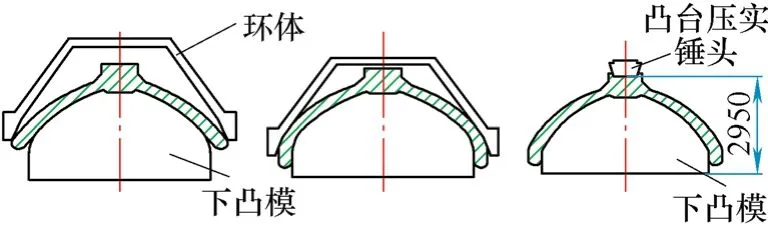
图 9 图 10 图 11
(4)出成品火次 南550t桥式起重机挂链子吊环体,待坯料放正后,将环体放置在坯料上,一同拉入水压机。用环体整体镦粗,压下量250~300mm。卸下环体,拉出走台,南550t桥式起重机将环体吊走。吊专用冲头至坯料凸台上,找中对正。拉入坯料,压凸台,压下量150~200mm。
注意事项:附具摆放,桥式起重机吊钳是否正确,环体压下高度,凸台压下高度,凸台下延至走台高度4400mm,压凸台前,用水压机上砧板点高度,计算后再压。
3. 结语
锻件生产中不论是工艺编制还是实际操作中,每一个细节都有可能影响到锻件质量,所以质量的提升需要全体员工坚持不懈的共同努力。
[1] 高锦张.塑性成形工艺及模具设计[M].2版.北京:机械工业出版社,2008.
[2] 俞汉清,陈金德.金属塑性成型原理[M].北京:机械工业出版社,2001.
[3] 康大韬,叶国斌.大型锻件材料及热处理[M].北京:龙门书局出版社,1998.
猜你喜欢
周口师范学院学报(2022年2期)2022-06-23 11:23:50
矿冶工程(2022年1期)2022-03-19 07:07:02
机械管理开发(2021年12期)2022-01-27 06:29:04
金属加工(热加工)(2020年3期)2020-05-13 04:20:00
机械管理开发(2020年1期)2020-03-14 10:25:58
山东工业技术(2019年1期)2019-02-08 13:02:24
大型铸锻件(2015年4期)2016-01-12 06:35:10
冶金与材料(2015年5期)2015-08-20 02:14:18
铸造设备与工艺(2015年1期)2015-01-21 02:09:38
冶金设备(2014年1期)2014-11-06 06:16:12
