L-CNG加气站低温高压管道的弯曲变形分析及补偿方法
2018-01-19 04:54罗开洪廖江南
石油库与加油站 2017年5期
罗开洪 廖江南
〔成都华气厚普机电设备股份有限公司 四川成都 611730〕
液化天然气(LNG)沸点为-162℃,设计温度为-196℃,是在液化工厂常压下将天然气冷却到-162℃形成的,液气态体积比为1∶600,便于输送及储存。需要使用压缩天然气时,通过设备和管道将LNG气化转换为常温压缩状态的CNG后,能直接使用。LNG输送管道常见的设计为06Cr19Ni10不锈钢无缝钢管,一般在常温条件下安装。根据热胀冷缩的原理,LNG转换为CNG在不锈钢管道内工作温度为-196~40℃(如在夏季安装)下进行,在温差和压力的骤变下,会产生较大的冷收缩量和应力,如果设计和安装不合理,输送LNG的管道极易脆化,发生弯曲、变形、脆裂和拉断等,造成天然气泄漏。本文通过实例分析低温高压下管道变形的原因,并介绍几种对弯曲变形的补偿方法。
1 实例介绍
以“阆中市康美大道中国石化加油加气一站(新建)”的项目安装为例,站内设施在加气部分有1台60 m3LNG地上卧式储罐,1台LNG单泵撬供2台单枪LNG加气机使用,1台L-CNG柱塞泵撬(双泵)供3台双枪CNG加气机使用;在CNG部分有:1台组合式汽化器、2台高压空温式气化器、1台程序控制盘、1台高压EAG加热器、1台水容积为3.99 m3的储气瓶组,构成了LNG/L-CNG复合式加气站。
LNG的加注工艺流程:液化天然气由LNG槽车运至LNG加注站,用低温泵将LNG槽车中的液态天然气卸入LNG储罐中。当有车辆前来加气时,通过低温泵和加气机将LNG送入受气车辆的车载LNG气瓶中。
L-CNG加气工艺流程:先将低温(-162~-137℃)、低压(0.3~0.7 MPa)的LNG转变成常温、高压(22~25MPa)的天然气,然后将压缩天然气(CNG)通过加气机给汽车加气。见图1所示L-CNG工艺流程简图。
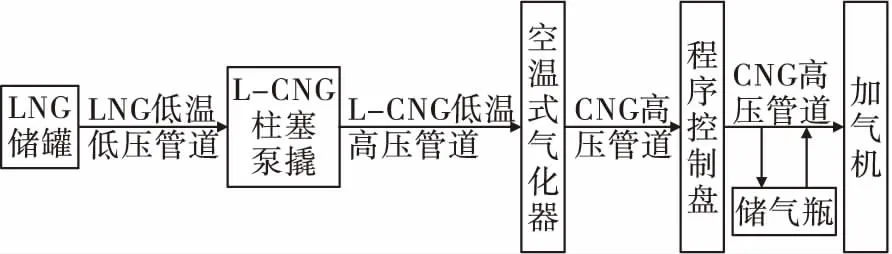
图1 L-CNG工艺流程简图
在L-CNG工艺流程中,L-CNG柱塞泵前的LNG低温低压管道是进行了保温处理的低温低压管道,而泵后连接到高压空温式气化器的L-CNG低温高压管道由两根φ25 mm×4 mm不锈钢管道安装完成,为直管安装连接方式。LNG经这两根管道输送到高压气化器后气化转换为CNG。见图2箭头所指的管道和流向,中间为EAG放散管道。

图2 L-CNG低温高压管道
注:箭头所指左为管1,右为管2。
该管道工作温差为-162~+40℃,工作压力为25 MPa,根据LNG的特性,遇常温会急剧气化,形成高压CNG(压力根据柱塞泵而定,一般为25 MPa)。在该站施工完成后的预冷调试阶段,管道产生了弯曲变形。图3为变形后的管道。弯曲变形的管道已不能[1]使用。对其在管道材质、规格、安装方式等各种因素进行了检查分析。

图3 变形的低温高压管道
2 原因分析
2.1 核查验算管道材质和规格
加气站所用管道是06Cr19Ni10材质的φ25 mm×4 mm不锈钢管,材质符合安装标准规范和设计文件。对管道规格的验算如下。
根据公式(1)验算管道壁厚。
(1)
式中:P——设计压力,27.5MPa;
[σ]t——设计温度下材料的(基本)许用应力,MPa;
D0——管外径名义值,mm;
ts——计算厚度,mm;
Y——修正系数;取0.4[2];
Ej——焊接接头系数;按不锈钢对焊方式,取0.8[3]。
注意:对于06Cr19Ni10这样的高合金钢,其许用应力应取表1中的最小值

表1 06Cr19Ni10材料的许用应力
表中:σb——材料标准中抗拉强度下的限值,MPa;
σs——材料标准常温屈服点,MPa;



根据查表,[σ]t取设计温度下的许用应力137 MPa[1-2,4]
考虑壁厚附加量后的计算:
(2)
式中:t1——考虑内压和制造负偏差的管壁厚,mm;
a——以壁厚百分数允许的负偏差,碳钢取0.15,低合金钢取0.125,不锈钢取DN10以下0.15,以上0.2。
经计算,外径为φ25 mm的壁厚为3.56 mm,小于安装管道公称壁厚偏差允许范围±12.5%,故该管道的使用壁厚符合要求。
2.2 管道承受压力校核验算
管道承受压力载荷产生的应力,属于一次薄膜应力。该应力超过某一限度,将使管道变形直至破坏,管道安装应进行材料压力校验计算,如式(3)。
(3)
式中:Ps——管道承受压力,MPa;
[σ]t——设计温度下材料的(基本)许用
应力,MPa;
D2——管道内径,mm;
t——管道壁厚,mm;
Y——修正系数;取0.4;
Ej——焊接接头系数;按不锈钢对焊方式,取0.8。
经计算,该管道所能承受的压力大于设计压力和试验压力,满足使用要求。
2.3 核查管道安装方式及长度
该低温高压管道单根安装长度为35 m,使用高压锻件弯头6个,每根管道采用15个滑动支架进行固定,采用直管安装方式,见图4所示。
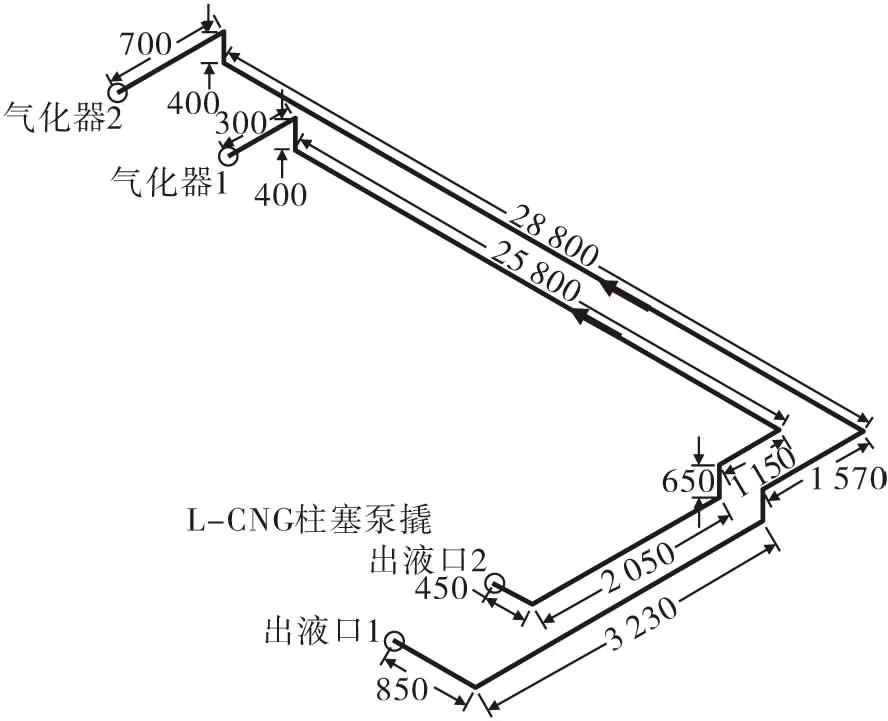
图4 管道轴测图
注:图中尺寸数据的单位为mm。
由于L-CNG柱塞泵到气化撬单根管道安装距离偏长,根据经验法,在更换弯曲的管道,减少固定支架的数量,调整支架位置(考虑管道的冷收缩)后,再进行管道预冷,管道再次出现弯曲变形,图5是在更换管道和调整支架后产生的二次弯曲变形。为此低温高压管道产生弯曲变形还需要合理设置收缩补偿。

图5 低温高压管道二次变形
3 补偿计算
3.1 收缩补偿量
案例中的LNG管道安装完毕,调试预冷时,由于管道温度变化较大,管道产生收缩应力,导致管道弯曲变形,其间产生的冷收缩量,用式(4)计算。
ΔL=αΔtL
(4)
式中:ΔL——管道收缩长度,mm;
α——管材的线膨胀系数,mm/(mm·℃);
Δt——管道设计温度与安装温度之差,℃,-196~40℃;
L——计算管段的长度,m,例中L=35 m。
因采用06Cr19Ni10不锈钢管,故α取14.67×10-6mm/(mm·℃)[1],管道收缩量计算如下:
ΔL=αΔtL=14.67×10-6×(196+40)×35 000=121.2 mm
除此之外,补偿量也可按不小于管道长度的0.3 %的方法进行估算。
3.2 收缩应力
该管道两端均为固定焊接安装在L-CNG柱塞泵和空温式气化器上,工作时的温差变化导致管道内部产生了极大的收缩应力,该不锈钢管服从虎克定律,收缩应力可按式(1)进行计算:
σ=Eε
(5)
式中:σ——单位冷收缩应力,MPa;
ε——管段的相对变形量,ε=ΔL/L;
E——与材料有关的比例常数,不锈钢钢材的弹性模数为210×103MPa[1]。
由式(5)可见,管道受冷时所产生的收缩应力,与管材的弹性模量、线膨胀系数、管段的长度及管道运行时温度的变化幅度有关,将式(4)代入式(5),则收缩应力为:
σ=EΔL/L=EαΔt=3.08Δt
从上式可知,管道特性和温度差Δt是决定收缩应力的最主要的因素。利用此式很容易计算出不锈钢管冷收缩受到限制时的收缩应力。
在LNG管道应力计算时,管道的抗拉强度Rm可根据GB 14976—2012《流体输送用不锈钢无缝钢管》中表4,取520 MPa[4]。例中弯曲钢管的单位收缩应力为:
σ=3.08Δt=727.05MPa
由此可见,该管道弯曲时产生的应力远大于管道在设计温度下的抗拉强度,管道受冷收缩时,产生了较大的收缩应力。
因此,液化天然气低温管道受冷后产生的收缩必须得到有效补偿,否则该低温高压管道极易产生弯曲变形,对管架和设备造成极大的破坏,对生产运营造成影响。
管道设计中可利用管道自身的弯曲或扭转产生的变位来达到冷缩时的自然补偿,当柔性补偿不能满足要求时,可采用调整支架的型式和位置或改变管道走向来满足要求。当受条件限制,不能采用柔性补偿时,应根据管道设计参数和类别选用补偿方式。
4 补偿及安装
4.1 补偿方式选用原则
(1)管道布置上应充分利用管道的转角管段进行自然补偿。
(2)自然补偿不能满足管道伸缩补偿要求时,要选用补偿器进行补偿。
(3)选用补偿器时,应根据敷设条件采用维修工作量小、工作可靠和价格较低的补偿器。
(4)补偿器的位置应使管道布置美观、协调。
4.2 补偿方式的选用
管道的补偿方式有自然补偿、波纹管补偿、π形补偿器补偿等。
(1)自然补偿是根据管道具体走向而形成的自然弯曲来补偿其自身的收缩量的一种补偿方式,自然补偿有L形直角弯补偿、Z形折角弯补偿。
L形直角弯补偿时,弯臂轴向变形是通过另一弯臂的横向位移加以吸收的,为保证弯臂能够产生足够的横向位移,产生侧向变形的弯臂不宜过短,考虑单侧吸收变形时,为增加弯头吸收长臂变形的能力,短臂长度应取弹性臂长Le。Le根据冷收缩量ΔL和管径来确定长度(见图6所示)。
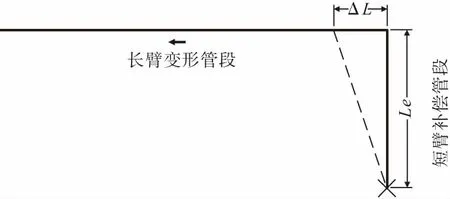
图6 L形直角弯补偿示意图
Z形折角弯补偿时,两侧变形管段靠补偿管段进行吸收,补偿管段长度取1.25~2倍的弹性臂长Le(见图7所示)。
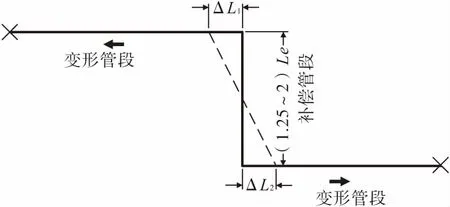
图7 Z形折角弯补偿示意图
自然补偿的管道臂长一般不应超过25 m ,弯曲应力不应超过80 MPa。这种补偿方式的有效补偿能力较差,对于冷收缩管道补偿效果不佳,例中的变形管道受条件限制,不能采用这两种自然补偿。
(2)补偿器有普通套筒补偿器、无推力套筒补偿器、波纹管补偿器。
套管式补偿器有铸铁制和钢制两种,通常用在管径大于100 mm,且工作压力小于1.5 MPa(钢制)及1.2 MPa(铸铁制)的管路中。
波纹管补偿是应用最普遍的一种补偿器,利用波纹管的伸缩来补偿管道的伸缩量,常用于常温介质的管道,由于液化天然气是低温介质,对波纹管的材质要求很高,成本较高,更主要的是波纹管补偿器不安全,补偿长度有限,效果也不明显。因其强度低,补偿能力小,通常只用于工作压力不大于0.7 MPa的气体管道或直径大于150 mm的低压管道上。其结构由波节和内衬套筒组成,内衬套筒一端与波壁焊接,另一端可以自由移动。
(3)π形补偿,也有称方形补偿,是利用钢管自身煨弯所具有的柔性来消除由温差引起的管道应力。当管径较大时,可用焊接弯头制成。该种补偿方式器件制造方便,补偿能力大,轴向推力较小,更换方便,运行可靠,对于液化天然气低温管道来说是一种非常理想的消除内应力方式。其实,π形补偿也是自然补偿方式的一种,因其利用广泛、型式多样、经济实用,单独作为一种补偿器来介绍选择,补偿方式如图8和图9所示。图8所示的π形补偿器是采用锻件直角弯头焊接制作,补偿管段La=(0.8~2)Le,ΔL1=ΔL2=ΔL/2,需根据冷收缩量和管径来确定,适用直径为100mm以下的管道,公称直径大于150mm的管道不建议采用π形补偿方式,外径过大只能制成皱折的π形补偿器。图9所示的π形补偿器是采用冷煨弯的方式制作,其弯曲半径R不得低于5D,补偿量的确认与图8相同。制作形式主要有三种:Ⅰ型,La=Le;Ⅱ型,La=2Le;Ⅲ型,La=0.5Le。
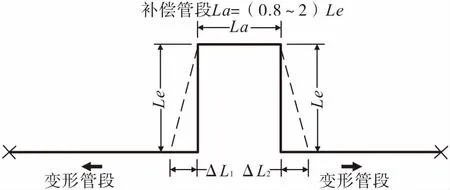
图8 π形补偿器示意图(用直角弯头焊接)
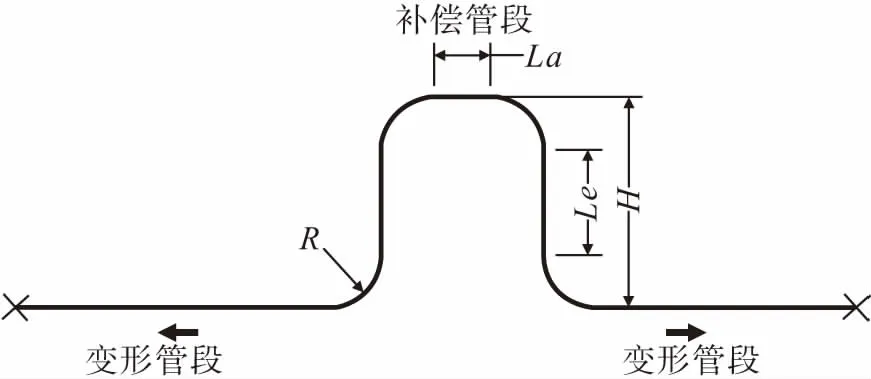
图9 π形补偿器示意图(煨弯)
原则上,π形补偿器的制作不宜采用弯头焊接,常用的为煨弯方式。π形方式补偿时,两侧长臂管段的变形收缩量靠中间补偿管道进行吸收,与其他补偿器相比,作用在支架上的轴向拉力相对较小,缺点是介质流动阻力增大。采用此补偿时,一般采用冷紧的方法,来增加补偿能力。
5 补偿器的制作和使用
考虑到经济因素,案例中的弯曲变形管道采用图9所示的π形补偿器Ⅲ型的方式进行制作安装,即把管道煨弯成π形状的补偿器。原则上不采用弯头焊接,仅采用一根不锈钢无缝钢管弯制而成,弯制的各部位处于同一个平面内,两条补偿臂的长度保持一致,水平臂长度偏差应小于±20 mm。
制作好的补偿器需进行检验,检验的内容如弯曲部位的壁厚、弯曲半径、补偿管段等。检验合格后,再将补偿器安装在天然气管道上。安装方式有水平和垂直两种,因接入空温式气化器,该管道的补偿器安装不存在气堵现象,为减少水平空间,选择垂直安装较为合适。安装时,补偿器的管道中心线应与燃气管道保持在同一轴线上。如图10所示。

图10 π形补偿器的使用
6 结语
低温高压管道,特别是两个设备之间的连接管道,如果管线比较长,一定不能做成刚性连接的直管。管道的冷收缩使管道许用应力降低,配管时应考虑管系要有足够的柔性,要充分利用管系的自身膨胀。当无法自然补偿时,应设置补偿器,提供膨胀环或采用膨胀节,考虑经济成本,应尽量考虑π形等自然补偿器。当管线较长时,可在不同位置安装两个或多个同样的补偿器,使补偿器的补偿能力可消除低温管道所产生的收缩应力。
另外,低温管道的奥氏体不锈钢的线性膨胀系数比碳钢大,不锈钢的位移量也大,且多数不锈钢管的壁厚小,配管设计时应综合考虑设置合理的管道支架。为避免产生刚性变形,在钢管弯头处不能使用固定管托,可采用滑动管托进行限位,让管道轴向自然收缩,以保证低温高压管道安全可靠的运行。
[1] 唐永进.压力管道应力分析(第二版)[M].北京:中国石化出版社,2009:22-32,79-91,106-108.
[2] 国家质量技术监督局,中华人民共和国建设部.GB 50316—2000工业金属管道设计规范[S].北京:中国计划出版社,2009.
[3] 国家质量监督检验检疫总局,国家标准化管理委员会.GB 150.1—2011 压力容器[S].北京:中国标准出版社,2011.
[4] 国家质量监督检验检疫总局,国家标准化管理委员会.GB 14976—2012 流体输送用不锈钢无缝钢管[S].北京:中国标准出版社,2012.
猜你喜欢
真空与低温(2022年6期)2023-01-06
设备管理与维修(2022年19期)2023-01-03
真空与低温(2022年5期)2022-10-13
同济大学学报(自然科学版)(2022年3期)2022-03-18
湖南电力(2021年4期)2021-11-05
劳动保护(2018年8期)2018-09-12
电子制作(2017年2期)2017-05-17
综合智慧能源(2016年9期)2016-11-12
化工设计通讯(2016年5期)2016-09-03
通信电源技术(2016年1期)2016-04-16