风力发电机电机转子焊接工艺
2018-01-18 13:22,,,,,
电焊机 2017年12期
,,,,,
(1.佳木斯大学 材料科学与工程学院,黑龙江 佳木斯 154007;2.佳木斯大学 药学院,黑龙江佳木斯154007;3.佳木斯电机股份有限公司,黑龙江佳木斯154007)
0 前言
随着社会经济的发展,对能源的需求与日俱增。严重的环境污染现状迫使人们寻求包括风能在内的清洁环保能源[1]。风力发电是技术成熟、产业发展较快、成本相对较低的可再生能源利用方式,具有很大的发展潜力。风力发电机是实现风能转换为电能的核心部件之一,随着风力发电的迅速发展,风力发电机主轴采用的钢也向着更高的综合机械性能发展,要求轴与辐板焊接接头应具有足够的强度、刚度和韧性,以满足风力发电机在不同工况环境下的使用[2-6]。风力发电机工作环境极为复杂,受风速波动、交变载荷及电磁场等影响,转子受力复杂,影响电机运行的可靠性和稳定性。试验焊接的电机转子轴材料为25CrMo,辐板材料为Q354D,为了确保25CrMo和Q354D的焊接质量,课题组前期进行了焊接性试验[7],本研究将对其开展焊接工艺实验,评定焊接接头质量,为实际电机转子焊接中的焊接材料选择及焊接工艺参数制定提供参考。
1 试验方法及材料
轴材25CrMo调质处理状态,辐板Q354D热轧状态,试样尺寸为600 mm×160 mm×40 mm。焊接材料选用J507R焊条和ER50-6焊丝,直径分别为φ3.2 mm和φ1.2 mm。采用焊条电弧焊,J507R焊条打底,φ(Ar)80%+φ(CO2)20%气保焊、ER50-6 焊丝填充和盖面。根据GB/985-1998和产品结构形式设计坡口为X型,角度45°,间隙2~3mm。25CrMo合金元素含量高,具有淬硬性和冷裂倾向。依据碳当量、板厚等因素,以焊接性差的25CrMo钢为基准确定预热温度和焊后热处理温度,预热温度250℃,层间温度控制在300℃,后热处理550℃,保温3 h缓冷,其他焊接工艺参数如表1所示。
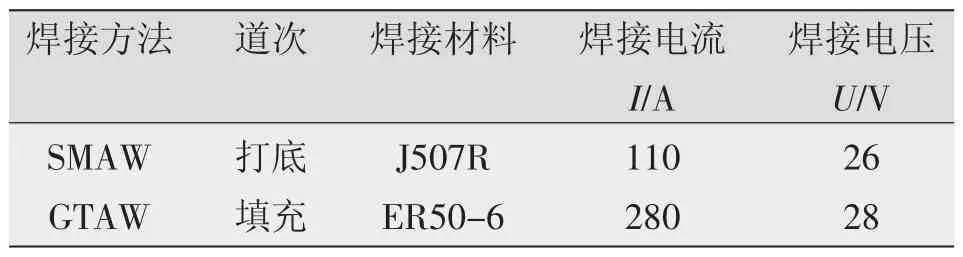
表1 焊接工艺参数
焊接接头拉伸试验和弯曲试验参照GB/T2651-1989和GB/T2653-1989取样。在600 kW电子万能试验机上进行试验,速度5mm/min,截取4个试样,弯曲试验弯轴直径40 mm,弯曲角度180°。接头冲击性能试验参照GB/T2650-1989《焊接接头冲击试验方法》,依据风力电机工作环境,分别在20℃和-40℃下对焊缝金属和热影响区进行冲击试验。采用JSM-6360型扫描电镜对冲击断口进行显微观察,分析断裂形式及机理。参照GB2654-1984《焊接接头及堆焊金属硬度试验方法》用HV-50型维氏硬度计对焊接接头进行维氏硬度计HV-120的测试,加载时间10 s。测量硬度前试样表面经研磨、抛光,4%硝酸酒精溶液腐蚀,显示出焊缝和两侧热影响区。采用OLYMPOSGX71金相显微镜观察焊接接头组织形貌特征。
2 试验结果和分析
2.1 焊接接头维氏硬度测试
25CrMo和Q345D焊接接头维氏硬度分布状态如图1所示。从Q345D侧的热影响区到焊缝,直至25CrMo侧的热影响区,维氏硬度值逐渐升高,25CrMo侧HAZ最高维氏硬度值为241 HV,远小于国际焊接学会推荐的低合金钢热影响区最高硬度350 HV,该焊接工艺下25CrMo与Q345D淬硬倾向较小,不易产生冷裂纹。
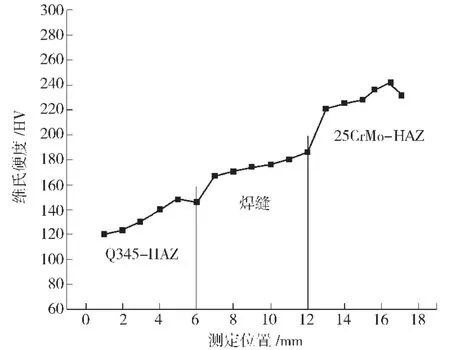
图1 25CrMo与Q345D焊接接头维氏硬度曲线
2.2 焊接接头拉伸和弯曲试验
25CrMo和Q354D焊接接头的拉伸试验和弯曲试验宏观图分别如图2、图3所示。

图2 对接接头拉伸试样
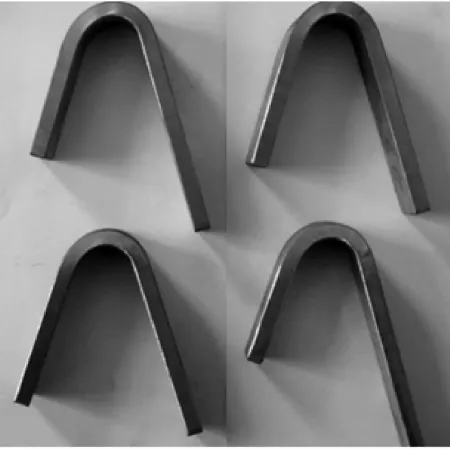
图3 25CrMo与Q345D接头弯曲宏观形貌试样
由图2可知,拉伸试验断裂位置远离焊缝区,在辐板Q354D一侧的母材上,抗拉强度平均值为520 MPa,大于规定值,满足设计要求。由图3可知,横向弯曲试验弯曲角达到180°,在20倍放大镜下观察,焊缝和两侧热影响区上表面光滑,无裂纹产生,棱角处无开裂。由于母材Q354D强度低,弯曲变形向母材Q354D侧发展(短侧Q354D,长侧为轴材料25CrMo),弯曲试验结果合格。
2.3 焊接接头冲击试验
20℃和-40℃下25CrMo与Q345D焊接接头的冲击试验结果如表2所示。
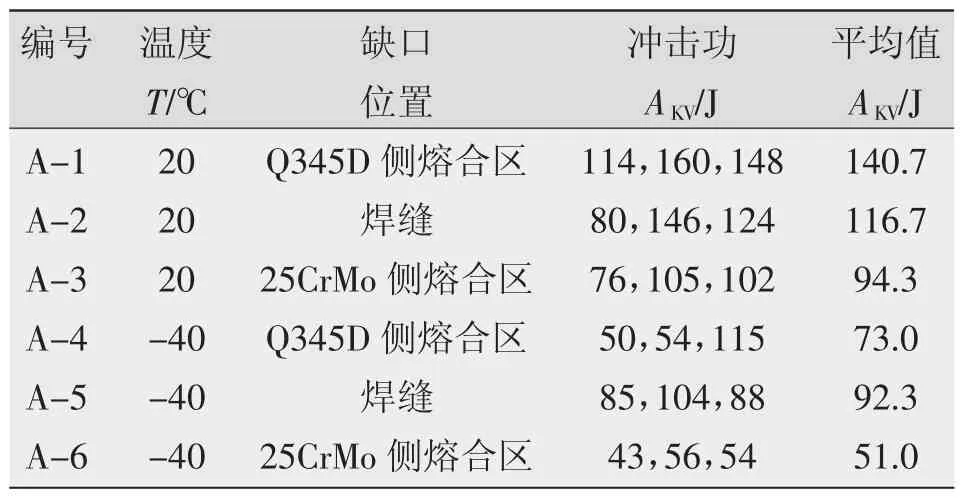
表2 25CrMo与Q345D焊接接头冲击试验结果
在20℃时,焊缝区、Q345D侧熔合区、25CrMo侧熔合区的冲击功平均值均大于母材标准规定及设计要求最低值。-40℃时,Q345D侧熔合区和25CrMo侧熔合区冲击功均有所下降,根据JB/T6 963-93可知,冲击试验的3个冲击试样的冲击吸收功算术平均值大于设计规定值(45 J),满足设计要求。
2.3.1 20℃冲击断口微观形貌分析
20℃时Q345D侧熔合区、焊缝区、25CrMo侧熔合区冲击试验断口形貌如图4所示。断口形貌均为韧窝,韧窝形态不同,Q345D侧熔合区由大尺寸韧窝和细小韧窝组成,大尺寸韧窝底部有夹杂物或第二相粒子,且密度较小,减少微孔形核率,增加断裂时的韧性;焊缝区和25CrMo侧熔合区韧窝较小且密集,伴有二次裂纹,有明显的塑性变形,表面凸凹不平,冲击韧性次之。
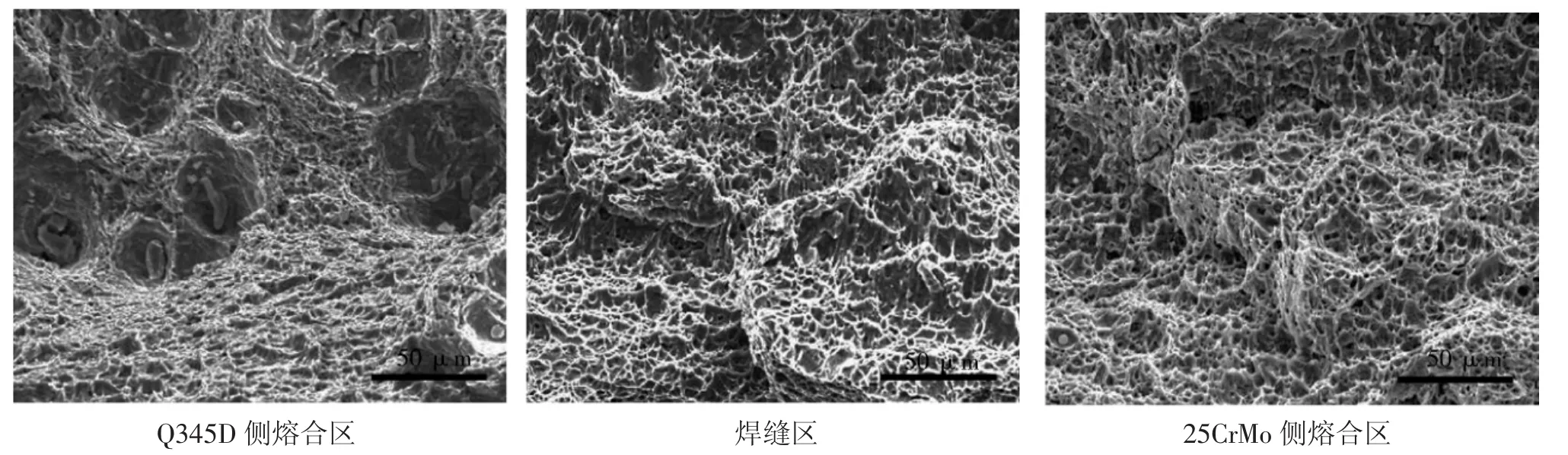
图4 20℃焊接接头冲击断口微观形貌
2.3.2 -40℃冲击断口微观形貌分析
进行-40℃冲击试验,观察Q345D侧熔合区、焊缝区、25CrMo侧熔合区的宏观断口形貌。Q345D侧熔合区冲击功为50 J的冲击断口形貌如图5所示。由图5可知,起裂区可见韧性和脆性相的撕裂岭,以准解理扩展,断裂区可见大量的韧窝,Q345D侧熔合区起裂区和扩展区有一定粗晶呈准解理断裂,断裂区晶粒较为细小,韧性较好。

图5 -40℃时Q345D侧熔合区冲击断口微观形貌
焊缝区冲击功为85 J的冲击断口形貌如图6所示。起裂区有裂纹产生,扩展区有环状韧窝带,并伴有孔洞和脆断,此区晶粒尺寸大小不一,环状韧窝带由细晶粒区构成,断裂区呈韧性撕裂,可见非常均匀的小韧窝。
25CrMo侧熔合区冲击功为56 J的冲击断口形貌如图7所示。起裂区有孔洞、裂纹和起裂台阶,扩展区呈解理脆性和细长韧带,并伴有孔洞和裂纹,断裂区为解理断裂,同时伴有大量韧窝。
2.4 焊接接头金相组织分析
25CrMo与Q345D焊接接头及母材金相组织如图8所示,由图8a可知,Q345D母材金相组织为铁素体和珠光体。图8b为靠近焊缝的热影响区粗晶区,多道焊后热处理作用,晶粒细化,该区域不会成为焊接接头的薄弱地带。由图8c、8d可知,Q345D与焊缝界面不明显,外延成长为细小晶粒,焊缝底层由焊条电弧焊打底,又经MAG焊多道焊接,焊缝组织细小,大部分柱状晶消失。由图8f可知,多层多道焊过程中,后道焊对前道焊缝组织有正火处理作用,但后道焊填充量小,使正火处理温度偏低,未消除部分晶粒较大现象,沿晶界析出先共析铁素体和侧板条铁素体,晶内为针状铁素体和珠光体。由图8g可知,25CrMo母材金相组织为铁素体和珠光体。由图8h可知,靠近焊缝的热影响区粗晶区,晶粒细小,主要为板条马氏体,该区域不是焊接接头薄弱地带。由图8i可知,25CrMo与焊缝界面处没有形成过渡带,晶粒细小。
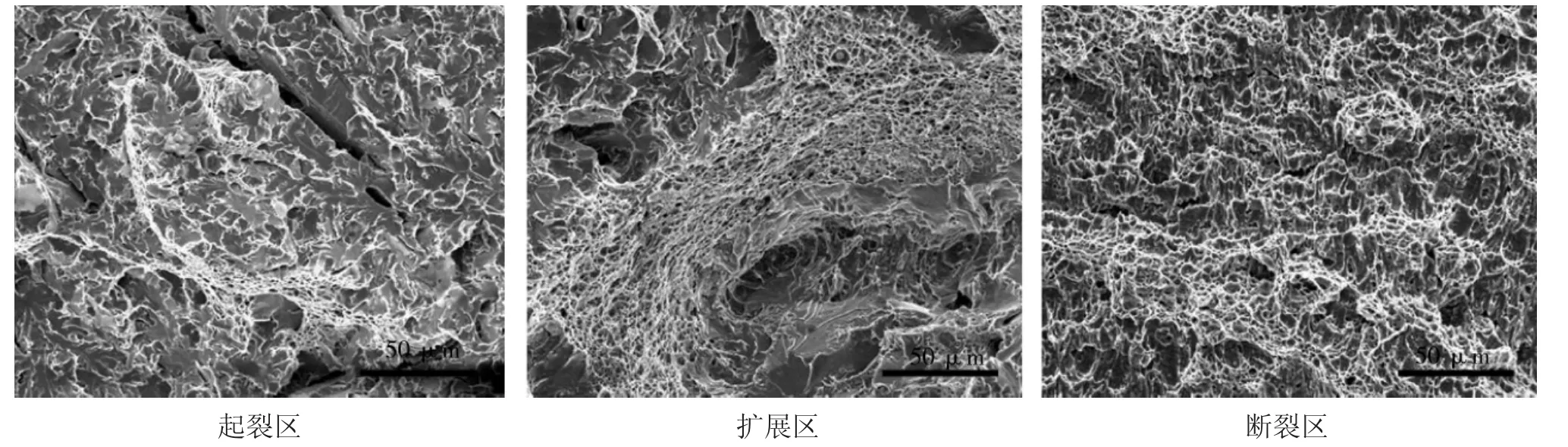
图6 -40℃时焊缝冲击断口微观形貌
25CrMo与焊缝界面、25CrMo热影响区粗晶区具有淬硬倾向,若不采取特殊的工艺措施,焊后易产生冷裂纹。25CrMo与Q345D焊接时,采用低氢韧性焊条J507R打底,焊缝组织主要为细小针状铁素体和珠光体,可获得强度和韧性的匹配;通过控制一次填充焊缝量,ER50-6填充焊缝明显柱状晶减弱或消失,晶粒不会过于粗大,通过多道焊达到后热处理的目的。25CrMo侧粗晶区显微组织为板条马氏体和少量的片状马氏体。同时,力学性能表明,25CrMo和Q345D焊接接头的抗拉强度高于Q345D,断口发生在Q345D母材处,焊缝处未发生塑性变形。弯曲180°未发生裂纹,但变形偏向Q345D侧。20℃、-40℃时的焊缝,25CrMo侧HAZ和Q345D侧HAZ的冲击性能均满足焊接工程设计要求,-40℃时25CrMo侧熔合区低温冲击试验发现,冲击功值有所下降,但由25CrMo侧熔合区组织及冲击断口形貌分析可知,25CrMo侧熔合区并未成为焊接接头的薄弱地带。
25CrMo与Q345D焊接时采用焊条电弧焊J507R焊条打底,MAG焊ER50-6焊丝多道焊,采用焊接预热+焊后热处理缓冷,控制层间温度和一次焊缝的填充量,选择合理的焊接工艺参数控制焊缝及热影响区粗晶区晶粒长大,减少25CrMo粗晶区的晶粒长大和焊接接头组织的不均匀性,使25CrMo与Q345D焊接接头综合机械性能满足设计要求。
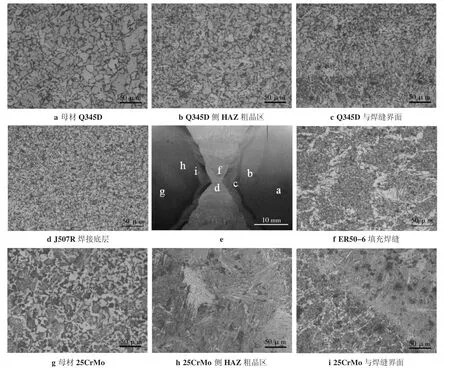
图8 25CrMo与Q345D焊接接头及母材金相组织
3 结论
(1)针对25CrMo与Q345D焊接,焊接材料选用依据“强度过渡匹配”原则,采用J507R、ER50-6填充多道焊接,焊前预热温度250℃,层间温度300℃,550℃/3 h焊后热处理缓冷以保证焊接接头质量。
(2)25CrMo与Q345D接头抗拉强度520 MPa,断裂在Q345D母材;横向弯曲试验弯曲角180°,未产生裂纹;20℃、-40℃焊接接头冲击韧性满足设计要求。
(3)打底层焊缝组织主要为细小的针状铁素体和珠光体,填充多道焊未经正火区域沿晶界析出先共析铁素体和侧板条铁素体,晶内为针状铁素体和珠光体,25CrMo侧熔合区没有产生明显过渡带,粗晶区显微组织为板条马氏体。
[1]刘奇威,丁中平,武月达,等.EPR核电机组蒸发器异种钢焊接工艺研究[J].焊接,2015(11):63-65.
[2]程明,张运乾,张建忠.风力发电机发展现状及研究进展[J].电力科学与技术学报,2009,24(3):2-8.
[3]杨湘洪.电机轴的断裂分析及优化设计[J].机床与液压,2005(3):109-110
[4]R Viswanathan.Damage mechanism and life assessment of high temperature components[C].ASM.Intemational,1989:289-308.
[5]张庆锋,李生智.大型电动机35CrMoA辐板轴焊接工艺[J].机械工人(热加工),2009(2):32-33.
[6]程筱武.发电机转轴的焊接[J].机械制造,2000,38(3):3-8.
[7]李雪东,连军,马振,等.25CrMo与Q345D焊接裂纹敏感性研究[J].焊接,2012(8):34-38.
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
上海工程技术大学学报(2021年3期)2022-01-22
齐鲁工业大学学报(2021年2期)2021-04-23
电焊机(2020年4期)2020-09-10
理化检验(物理分册)(2020年3期)2020-03-22
中国金属通报(2020年5期)2020-01-06
吉林建筑大学学报(2019年2期)2019-07-17
现代传输(2016年2期)2016-12-01
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27