
中海拔地区钢轨焊接工艺及质量对比
2018-01-18 13:22:56
电焊机 2017年12期
(兰州铁路局兰州工务机械段,甘肃兰州730030)
0 前言
铁路的施工建设离不开钢轨焊接技术的发展。目前我国铁路铺设无缝线路的长轨条,要经过基地焊接、线下焊、锁定焊和合拢锁定焊等步骤[1]。基地焊接采用固定式闪光焊,现场线下焊接多采用移动式闪光焊。近两年随着我国自主研发的YHGQ-1200型气压焊轨车的推广[2],移动式气压焊已被用于现场线下焊,同时逐渐取代铝热焊进行锁定焊、合拢锁定焊以及伤损接头焊复。
随着我国列车运行速度的提高,对钢轨焊接接头质量,包括焊缝的强度、接头的平直度、焊缝质量的均匀性和一致性等要求也进一步提高。由于中海拔地区相比平原地区气候有所变化,为了解中海拔地区基地焊接、移动式闪光焊、移动式气压焊及铝热焊接头性能的差异,对比研究了兰州铁路局4种焊接方式焊接的包钢U75V热处理钢轨接头的型式检验结果。
1 焊接工艺
基地焊接和移动式闪光焊分别采用GAAS80/580焊机和LR1200型焊机,其焊接阶段主要工艺参数如表1、表2所示。
基地焊接接头和移动式闪光焊接头均采用双频感应加热设备进行正火,其工艺参数见表3、表4。
YHGQ-1200型气压焊轨车采用GPW-1200型气压焊轨机,焊接、热处理一机化作业,其主要焊接和正火参数如表5、表6所示。
2 焊接质量对比
为比较四种焊接方式的质量情况,研究不同焊接接头的型式检验报告,根据硬度、拉伸、冲击等数据结果对比分析接头性能。

表1 基地焊接包钢U75V淬火轨焊接阶段主要工艺参数

表2 移动式闪光焊包钢U75V淬火轨顶锻阶段主要工艺参数

表3 基地焊接包钢U75V淬火轨双频感应正火主要工艺参数

表4 移动式闪光焊包钢U75V淬火轨双频感应正火主要工艺参数

表5 移动式气压焊主要工艺参数

表6 移动式气压焊正火主要工艺参数
2.1 基本条件
型式检验单位为国家铁路产品质量监督检验中心,检验依据为TB/T 1632《钢轨焊接》[3]。
检验项目为:落锤,静弯,断口,疲劳,硬度,拉伸性能,冲击吸收能量,宏观、显微组织和晶粒度。
报告基本信息如表7所示。

表7 4种焊接方式型式检验报告基本信息
2.2 硬度试验结果
硬度试验条件为HBW10/3000,试验结果见表8。Hp为母材硬度平均值,HJ为焊接接头硬度平均值,HJI为焊接接头软点硬度平均值。
对比表8可知:(1)接头硬度由高到低依次为铝热焊、基地焊接,移动式闪光焊和气压焊软化区最小且基本一致。铝热焊的焊接接头与母材硬度平均值的比值比基地焊接头高约3%,比移动式闪光焊和气压焊高约5%。(2)接头软化区宽度由宽到窄依次为:铝热焊、基地焊接,移动式闪光焊和气压焊软化区最小且基本一致。铝热焊的左右平均软化区宽度较基地焊接头高约24%,较移动式闪光焊和气压焊高约55%。
2.3 冲击试验结果
根据TB/T1632标准,采用夏比U型缺口冲击试验方法对焊接接头试件取样进行冲击试验,结果如表9所示,KV2为冲击吸收能量平均值。
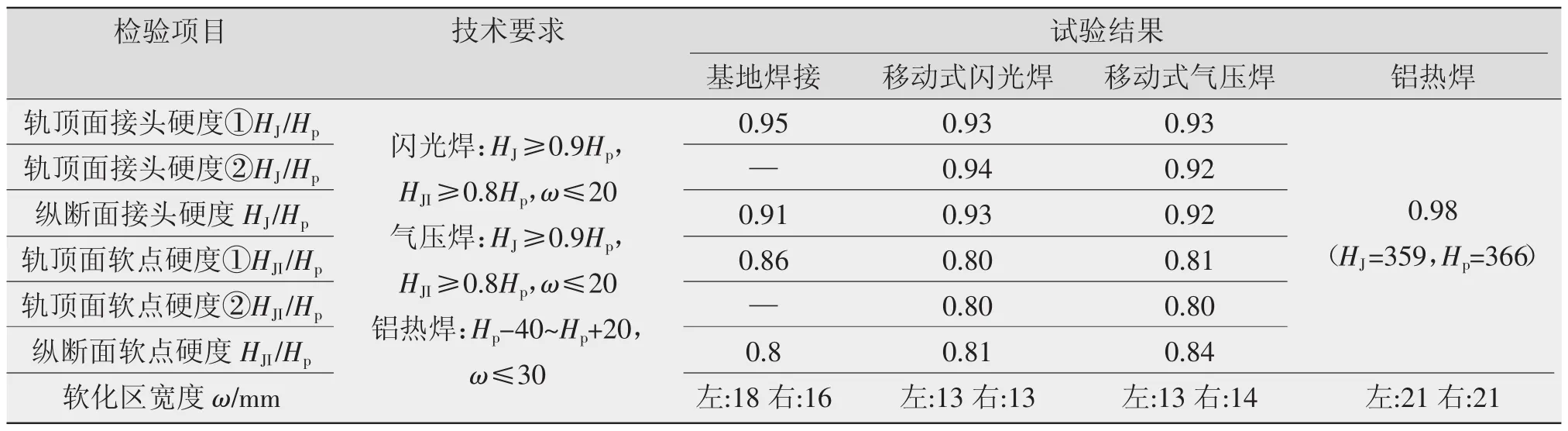
表8 4种焊接方式硬度试验结果
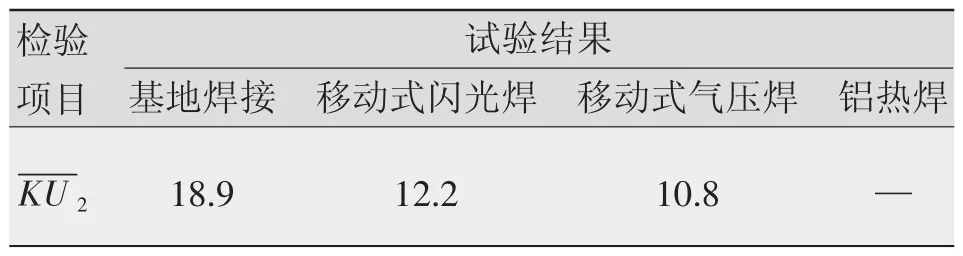
表9 4种焊接方式冲击试验结果
对比表9数据可知:基地焊接接头平均冲击值最高,移动式闪光焊和气压焊接近。基地焊接接头的平均冲击值比移动式闪光焊高54%,比移动式气压焊高75%。
2.4 拉伸试验结果
根据TB/T1632标准,对焊接接头试件进行拉伸性能试验,结果如表10所示,其中Rm为平均抗拉强度,A为断后伸长率平均值。
对比表10数据可知:(1)基地焊接接头平均抗拉强度最高,移动式闪光焊和气压焊接近。基地焊接接头的平均抗拉强度较移动式闪光焊和气压焊高约7%。(2)基地焊接接头平均断后伸长率最高,移动式闪光焊和气压焊接近。基地焊接接头的平均断后伸长率比移动式闪光焊和气压焊高约23%。
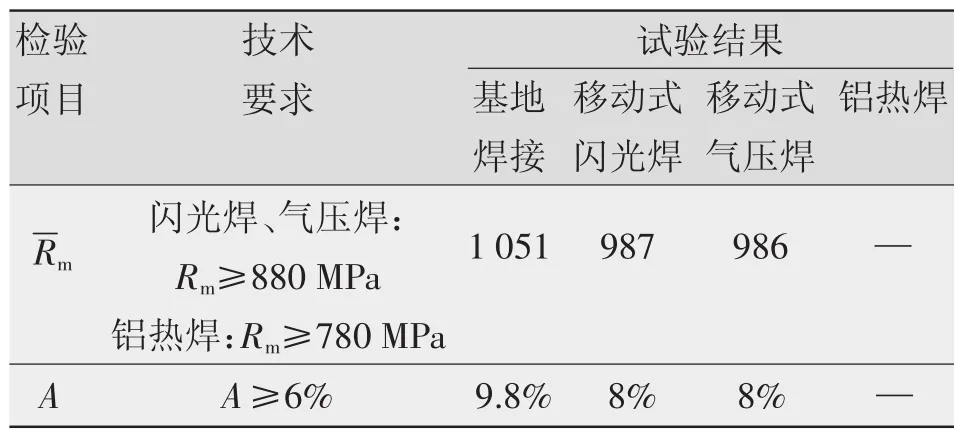
表10 4种焊接方式拉伸试验结果
2.5 显微组织和晶粒度
根据标准对焊接接头试件进行焊缝显微组织和晶粒度检测,结果如表11所示。其中P表示珠光体,F表示铁素体。
对比表11数据可知:基地焊接接头晶粒度等级最高,移动式闪光焊和气压焊一致。基地焊接接头晶粒度等级较移动式闪光焊和气压焊高0.5~1级。
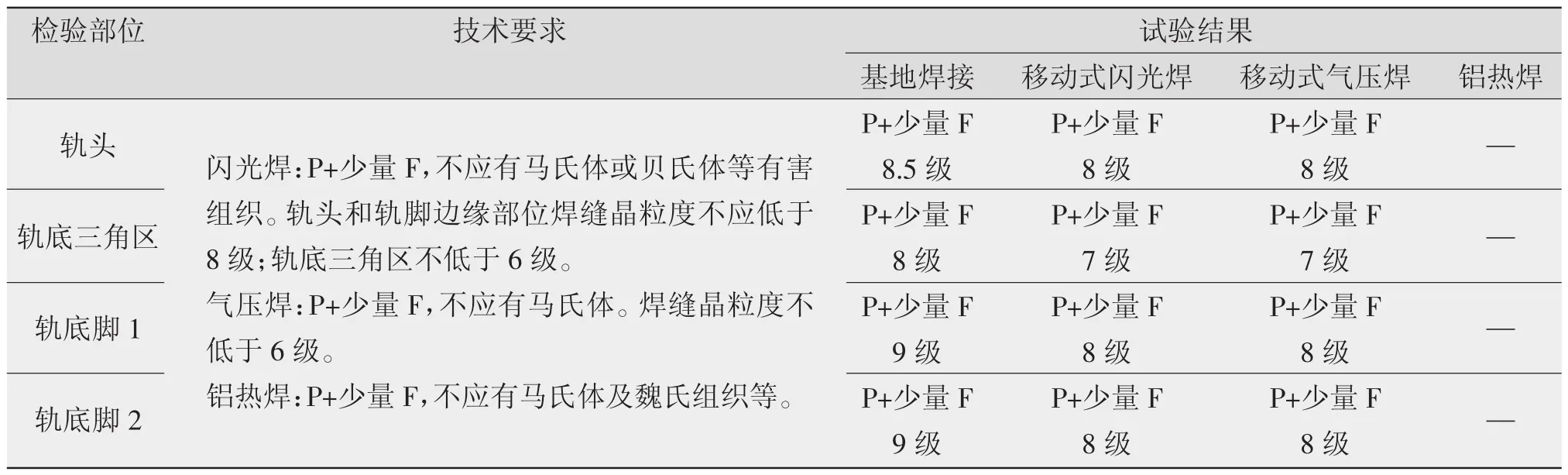
表11 4种焊接方式焊缝显微组织和晶粒度检验结果
3 结果分析
(1)基地焊接采用GAAS80/580固定式二次整流闪光焊机,对错口或扭曲的对中功能强大,电阻预热式焊接加热均匀,工艺稳定且机身刚度大,工艺过程机械化、自动化程度高,控制系统精准,配有质量监控系统,可保证质量、精度均达到标准要求[4]。
(2)现场移动式闪光焊由于受现场自然环境、气候、钢轨材料、机具以及操作人员经验和水平的影响,接头质量具有一定的波动性[5]。
(3)随着YHGQ-1200型气压焊轨车的问世,相比小型气压焊,大型气压焊轨车作业时采用恒位移控制新工艺,且机身刚度大,顶锻力高达1 200 kN,焊接、正火一机化稳定控制,焊接质量受现场自然环境、气候影响小,气压焊接头质量尤其是落锤性能十分稳定[6]。一次合格通过。但与移动式闪光焊轨车一样,均为野外焊接作业,其质量仍受外界因素干扰。
(4)铝热焊也用于野外焊轨作业,由于其焊接结合原理是铁水灌铸,接头显微组织为铸造组织,易形成气孔、夹杂,焊接质量较差,接头质量的稳定性和可靠性不易保证。铝热焊剂通过添加额外的合金成分,提高焊缝区域硬度[7]。铝热焊过程中,铝热反应释放大量热量,铸造轨缝较宽,远大于闪光焊和气压焊的加热宽度,导致其形成较宽的软化区。
(5)一般晶粒度级别越高,晶粒越细,材料的强度、韧性越高。从显微组织结果看,各种焊接方法焊缝的显微组织均为“珠光体+少量铁素体”,基地焊接接头的晶粒度等级最高,因此其接头强度、韧性最好,铝热焊接头为铸造组织,性能最差。
4 结论
(1)在中海拔地区,基地焊接、移动式闪光焊、移动式气压焊及铝热焊均能满足TB/T 1632《钢轨焊接》的技术要求。
(2)在中海拔地区,受各焊接方法的原理和焊接环境影响,基地焊接头综合性能最好,移动式闪光焊和气压焊相近,铝热焊最差。
(3)铝热焊接头硬度最高,基地焊接接头次之,移动式闪光焊和移动式气压焊硬度相对最低,且相近。但铝热焊软化区最宽,基地焊接头其次。
(4)基地焊接接头的冲击性能和抗拉强度最大,晶粒度等级最高,移动式闪光焊和移动式气压焊对应性能接近。
[1]戴虹,吴细水.钢轨现代焊接技术装备综述[J].铁道建筑,2005(8):10-12.
[2]张民安.气压焊轨车研究[D].四川:西南交通大学,2010.
[3]TB/T 1632,钢轨焊接[S].
[4]陈禄.浅谈无缝长钢轨厂焊工艺中热处理技术对焊缝质量的影响[J].工程技术:全文版,2016(12):221.
[5]丁韦,白国庆,李力,等.移动式钢轨闪光焊设备及工艺[J].铁道建筑,2010(2):106-108.
[6]刘国用.自行式焊轨车线上焊施工技术与标准研究[D].四川:西南交通大学,2014.
[7]常文强.钢轨铝热焊接头质量的影响因素分析[J].建筑工程技术与设计,2016(14):[页码不详].
猜你喜欢
小资CHIC!ELEGANCE(2021年36期)2021-10-15 02:25:24
智慧少年·故事叮当(2020年12期)2020-12-25 02:55:27
制造技术与机床(2017年8期)2017-11-27 02:10:22
肿瘤预防与治疗(2015年1期)2015-09-26 07:26:23
中国铁道科学(2015年5期)2015-06-21 06:53:20
中国铁道科学(2015年4期)2015-06-21 06:46:04
海峡姐妹(2015年8期)2015-02-27 15:12:54
水电站机电技术(2014年1期)2014-09-26 11:59:53
中国铁道科学(2014年6期)2014-06-21 06:35:22
中国交通信息化(2014年3期)2014-06-05 03:07:18
