
车铣复合加工中心加工变导程变深度螺杆的工艺技术
2018-01-17 10:41沈爽唐斌
锋绘 2018年7期
沈爽 唐斌

摘要:变导程变深度螺杆在实际机械中的应用中的作用非常重要。为了提高变导程变深度螺杆的加工效率、改善工件表面质量,本文研究采用车铣复合加工中心加工变导程变深度螺杆的工艺技术,通过实际应用验证了车铣复合加工中心加工在加工变导程螺杆上具有精度高,效率高的优势。
关键词:车铣复合加工中心;变导程螺杆加工;工艺技术1车铣技术的主要特点
(1)车铣是间断切削,因此无论加工何种材料的工件都能得到较短的切削,易于自动除屑。
(2)间断切削使刀具又充足的冷却时间,刀具切削温度相对较低。
(3)与传统车削相比,车铣极易实现高速切削,而高速切削的一切优点可在车铣中得以体现。
(4)由于切削速度是由工件和刀具的回转速度共同合成,因此不需要使工件高速旋转也能实现高速切削,有利于对大型工件进行高速切削。尤其重要的是对于大型锻件毛坯,工件的超低转速将消除因工件偏心而引起的振动或径向切削力的高频周期变化,这些特点使得此类工件的切削过程十分平稳,有利于减少加工件的形状误差。
(5)转速相对较低,加工薄壁件几乎没有由于离心力产生的变形。
(6)当采用高速车铣时,切削变形过程主要是绝热剪切,所以切屑和刀具带走热量较多,因此工件温度相对较低,热变形小。
(7)使用较大的纵向进给也能得到较小的表面粗糙度。
(8)如采用CNC车铣中心,需用车、铣、钻、镬等不同方法进行加工的工件能在一次装夹中完成,不需要更换机床,大大缩短了生产周期,防止了重复装夹误差。
(9)车铣是多刃切削,结合高速切削可较大地提高生产效率。
(10)多刃切削过程平稳,刀具磨损小,这对新型难加工材料和大型回转体毛坯的加工十分有益。2变导程变深度螺杆加工工艺技术
2.1 变导程变深度螺杆
变导程变深度螺杆在实际机械中的应用有着不可或缺的作用,如新型挤塑机变导程推进丝杠在其等速旋转过程中,由于丝杠导程的不断变化,使丝杠螺旋槽的容腔逐渐变小,从而使得丝杠螺旋槽内的物料受到的挤压力逐渐增大,被挤压物料的密度也逐渐增大;又如变导程锥形钻头和变导程锥形立铣刀,当加大切削用量时,因变距螺旋槽的容腔逐渐加大,使容屑和排屑更加流畅,避免刀具在加工中温度的急剧上升,有效地提高了刀具的使用寿命。本文中加工的变导程变深度螺杆参数如下表:
材质为铝合金,螺杆槽为等宽8mm,在50mm长度范围内螺距由15mm渐变到20mm,渐变系数K=1.06,螺旋槽为右旋。螺杆模型件的表面粗糙度要求达到3.2,精度达到0.lmm,三维模型如下图1。
2.2 加工螺旋槽的球头铣刀的选择
数控机床上使用的刀具应满足安装调整方便、刚性好、精度高、耐用度好等要求。
铣刀的选择因遵循铣刀类型与工件表面形状和尺寸相适应的原则。加工较大的平面应选择面铣刀;加工凹槽、较小的台阶面及平面轮廓应选择立铣刀;加工空间曲面、模具型腔或凹槽成形表面等多选用球头铣刀;加工封闭的槽选择槽铣刀;加工变斜角零件的变斜角面应选用鼓形铣刀;加工各种直的或圆弧形的凹槽、斜角面、特殊孔等应选用成形铣刀。工件材料不同,选择不同材料铣刀。一般硬质合金刀具适合加工中等硬度的材料,对于一些工件材料硬度高、切削性较差的特点,为了提高加工效率和加工质量,应選用超细晶粒硬质合金铣刀。超细晶粒硬质合金铣刀强度高、耐冲击,是加工难加工材料的首选刀具。螺杆的材料是铝合金,这类材料硬度较低,螺杆槽深不是很大、刀具磨损不是很严重。基于以上因素,选择球头铣刀作为螺旋曲面的加工刀具。
球头铣刀基本参数如下:
材料:硬质合金刀片;
刀片头数:1头;
规格:R3X6X30X80。
2.3 工艺技术分析
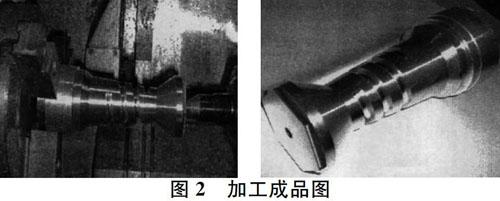
首先在普通机床上进行了粗加工,粗加工后毛坯长度为180mm,直径为74 mm。在加工完非装夹端面之后钻一个中心孔便于在车铣复合加工中心上装夹,防止工件由于夹紧力不够造成变形,进而影响到加工精度,甚至发生损坏机床的事件。由此可见,加工一个中心孔是十分必要的。粗加工之后,使用车铣复合加工中心进行试切。加工完毕的工件图2所示。加工过程中主要切削参数:第一道工序车削外圆廓,主轴转速1000r/min,进给140mm/min。第二道工序铣螺旋槽,铣刀转速3000r/min,第三道工序铣六方体,铣刀转速3000r/min。3结论
变导程变深度螺杆零件是一类具有代表性且造型比较规范的、典型的回转类复杂零件。本文针对螺杆三坐标加工工艺和编程中常用的方法,提出了采用了车铣复合加工中心实现了较为有效的加工方法,使加工效率获得了提高。
参考文献[1]数控技能教材编写组.数控车床编程与操作[M].复旦大学出版
社,2006:110-124.[2]刘雄伟.数控加工理论与编程技术[M].机械工业出版社,2001.
猜你喜欢
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
橡塑技术与装备(2018年20期)2018-10-20
橡塑技术与装备(2018年10期)2018-05-18
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
发明与创新(2016年5期)2016-08-21
金属加工(冷加工)(2014年21期)2014-12-02
制造技术与机床(2014年1期)2014-03-11
机电信息(2014年29期)2014-02-27