
钻削技术在反应堆螺栓咬死故障处理中的应用
2018-01-16 22:56:56桑广义
设备管理与维修 2018年1期
桑广义
(国核示范电站核电有限公司,山东荣成 264300)
0 引言
反应堆压力容器(Reactor Pressure Vessel,RPV)是寿期内不可更换的核一级设备,运行压力15.5 MPa,由数十个螺栓和螺孔提供密封压力,是一回路最大和最重要的压力边界之一。
RPV在整个电站寿期中需要经历40多次开关盖操作,全部螺栓需要经历3000多颗次的拆装操作。螺栓拆装易受多种因素影响,螺牙有磕碰、毛刺、异物、润滑不当、螺栓入扣速度过快、力矩过大以及长期高温、高应力、不同工况的循环载荷等,都会影响螺栓拆装的顺利进行,造成螺栓卡涩甚至咬死。
由于螺栓硬度比螺孔大,在螺栓咬死情况下加大力矩继续强行拆除往往会加剧螺孔损伤。RPV螺孔是盲孔结构,螺孔空间狭小,螺纹加工精度高,一旦受损,修复操作难度大、耗时长,处理螺栓咬死故障是一项棘手问题。
1 螺栓咬死故障简介
国内某CPR1000机组RPV有58个螺栓,螺栓长1972 mm,材料为 40NCDV7.03,螺纹规格 M155×4 mm,螺孔材料为16MND5。在热试阶段,操作整体螺栓拉伸机拧入螺栓过程中,3根螺栓出现卡涩现象(图1),采取松动剂浸泡、铜棒敲击、加大反转力矩等手段拧出数圈后再无效果(表1)。初步分析,可能有异物卡在螺纹内导致螺栓咬死,继续强行拧出很可能加剧螺孔损伤。尝试采用钻削方式取出螺栓,以分析卡涩原因、检查和修复螺孔缺陷。
螺栓钻削技术是近些年出现的一种螺栓咬死处理技术,该方法使用便携式设备在生产现场以镗削的方式取出螺栓,不损伤螺孔,时间短、质量高,在电力、石化等行业的大直径螺栓咬死处理中逐渐得到推广应用,效果显著。
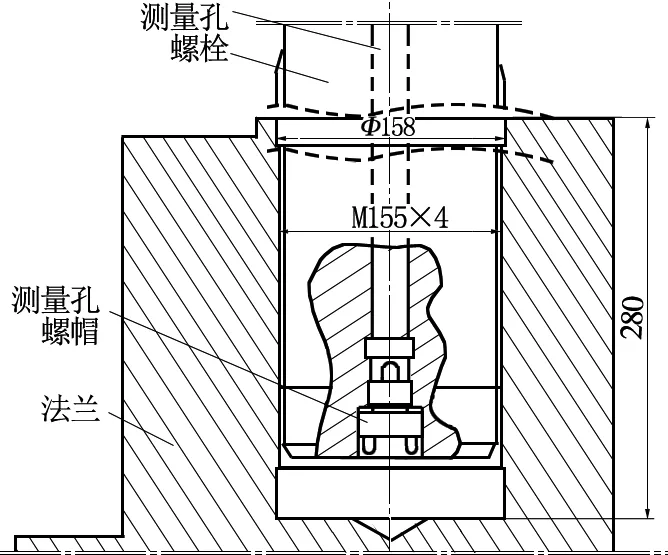
图1 螺栓与螺孔咬死示意
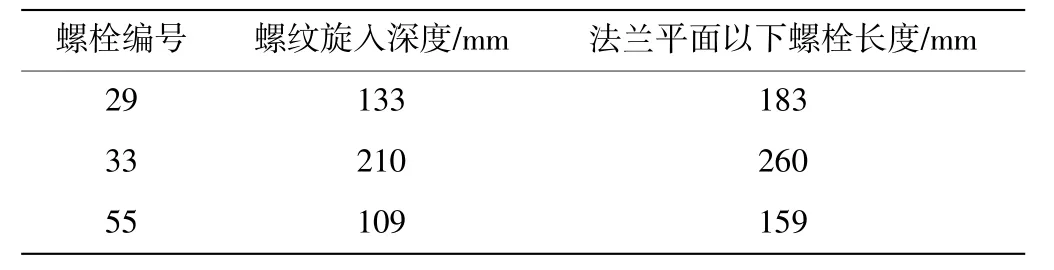
表1 螺栓咬死情况
2 RPV螺栓钻削工艺
首先在车间进行了螺栓钻削模拟试验,确定RPV螺栓钻削主要工序为:切断螺栓—去除测量杆螺帽—钻孔—扩孔—镗削。
2.1 切断螺栓
由于螺栓太长,首先切断螺孔上部螺栓为加工设备腾出安装空间,同时减少后续钻削加工量。螺栓切断主要工序和注意事项:①用1 mm厚不锈钢板中心挖孔,套入螺栓,为RPV法兰面提供保护,防止角磨机切割时不慎伤及法兰;②用记号笔在螺栓凸出法兰平面约25 mm处的一圈划线标记;③被切割螺栓顶部安装吊耳,吊住螺栓,防止割断瞬间上部螺栓跌落或摆动伤及周围设备及人员;④使用角磨机沿着标记处切割螺栓。
2.2 去除测量杆螺帽
由于螺栓底部安装有1个M30×3.5 mm的测量孔螺帽,妨碍了后续螺栓扩孔作业,因此螺栓扩孔前需要通过钻孔去除螺帽(图2)。主要工序和注意事项如下:①在螺孔法兰上安装LRMMD-100T磁力钻;②用 Φ25×500 mm长钻头沿着测量孔钻除底部螺帽或者在钻削中旋出螺帽;③拆除钻床,观察测量孔底部情况,确认M30×3.5 mm底塞的螺纹是否因钻削力而旋出并掉入螺孔底部,或者底塞螺纹仍然在原来位置,底部只是Φ25 mm的钻削孔;④清理铁屑。
2.3 螺杆测量孔扩孔
通过扩孔,将Φ25 mm测量孔扩大至Φ120 mm,除去大部分螺栓材料,减少后续镗削切削量(图3)。主要工序和注意事项如下:①在咬死螺孔左右两旁的螺孔内分别拧入M155×4 mm的工装固定螺栓,做钻床工装固定基础;②安装螺栓防转工装;③在工装上安装LRM-HD-400便携式液压钻床;④调整钻床中心使其与测量孔同轴;⑤扩孔加工至Φ120 mm。
2.4 镗削去除螺栓
通过镗孔加工,将空心螺栓孔由 Φ120mm扩大至 Φ(149.60~149.80)mm,镗孔后的直径接近螺栓螺纹小径Φ(149.849~150.249)mm,这时螺栓小径以里部分几乎镗削完毕,只剩螺牙部分贴合在螺孔壁上,主要工序和注意事项如下:①安装镗床工装;②在工装上安装镗床;③在咬死螺栓上拧上找中心螺母,以找中心用螺母外圆为基准找镗床中心(图 4);④粗镗;⑤当镗削直径达到Φ142 mm时,露出螺孔止口,拆除镗床找中心用螺母,以止口内径为基准打表精确找镗床的回转中心(图4);⑥小心精镗,直至看清螺纹线;⑦手工卷出螺牙(图 5)。
重复步骤2.1至2.4,成功取出3根咬死螺栓。
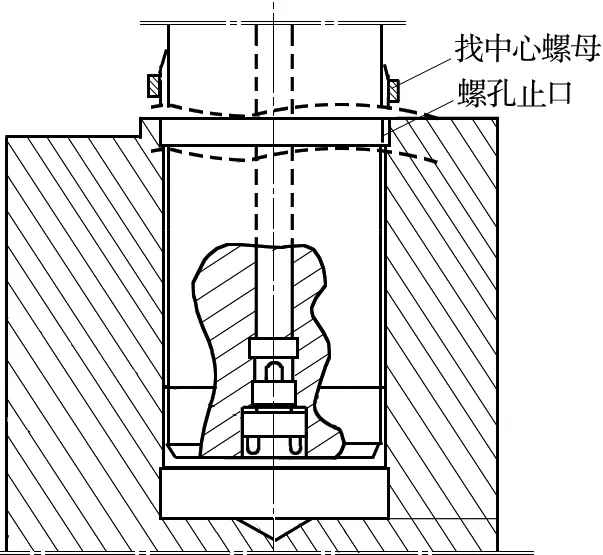
图4 镗孔找中心
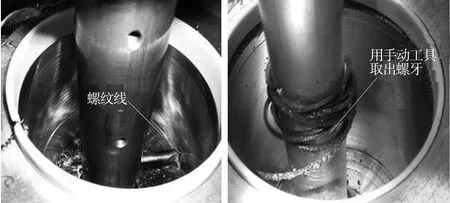
图5 螺栓镗削及取出螺牙
3 结论
螺栓拆装是RPV开关盖中重要而频繁的操作,螺孔是RPV的薄弱部分,应采取多种措施尽量避免螺栓卡涩和咬死事件发生:在关盖阶段,应做好螺栓、螺孔清洁,做好螺纹检查、润滑和保护,螺栓旋入螺孔时控制好速度和力矩,避免碰伤螺孔;在开盖阶段,应对螺孔充分润滑,减少旋出摩擦力;螺栓旋入、旋出出现咬死时,慎重选择处理方案。
螺栓咬死是RPV寿期内可能发生的事件,此次螺栓钻削技术在国内RPV的首次应用实践,为咬死螺栓的取出提供了一种安全、稳妥的办法。
[1]王仁科,张超,韩丽英.反应堆压力容器主螺栓卡涩分析[J].核安全,2013,12(S1):110-113.
[2]李连江.反应堆压力容器螺栓孔与螺栓连接件专用检修设备[J].核动力工程,1999,20(4):360-362.
猜你喜欢
轨道交通装备与技术(2021年4期)2021-09-16 07:23:14
启蒙(2020年11期)2020-12-21 03:53:50
启蒙(3-7岁)(2020年11期)2020-11-28 10:08:22
中国建筑金属结构(2018年4期)2018-05-23 11:09:26
制造技术与机床(2017年9期)2017-11-27 02:13:53
山东工业技术(2017年13期)2017-07-14 13:15:39
科技创新导报(2017年12期)2017-06-30 23:30:53
中国科技博览(2017年9期)2017-05-18 16:15:18
科技视界(2016年8期)2016-04-05 11:25:36
河南科技(2015年2期)2015-02-27 14:20:26
