醇铜装置甲酸废水制甲酸钾工艺研究
2018-01-11 06:28:34郭宇楠童凯宁张晓娟
化工时刊 2017年11期
郭宇楠 童凯宁 张晓娟 赵 云 田 伟 杨 楠
(沈阳工业大学石油化工学院,辽宁 辽阳 111003)
醇铜装置甲酸废水制甲酸钾工艺研究
郭宇楠 童凯宁 张晓娟 赵 云 田 伟 杨 楠
(沈阳工业大学石油化工学院,辽宁 辽阳 111003)
以甲酸废水为原料,考察不同工艺条件对氢氧化钾法和碳酸钾法制取甲酸钾的影响。以废水中甲酸的去除率、产品产率为考察指标,采用单因素条件实验法,确定了制取甲酸钾的最佳工艺条件。实验研究结果表明:氢氧化钾法的在最佳工艺条件下,甲酸去除率在96.99%左右,甲酸钾产品的含量达到90.28%,产品的收率为92.79%;碳酸钾法处理该甲酸废水在最佳工艺条件下,甲酸去除率为98.83%,甲酸钾产品的含量为91.58%,产品的收率为93.7%。
甲酸废水 甲酸钾 甲酸去除率 产品产率 产品含量
甲酸钾作为一种重要的化工产品,可用于配制钻井液、完井液、溶雪剂,也是饲料添加剂的原料,是合成新型发泡剂、制造碳黑表面改性剂的重要原料,目前国内各个油田对于甲酸钾的需求量较大,同时在融雪剂行业里得到了广泛的应用,根据原料与路线不同,甲酸钾合成方法主要有吸收法、复分解法、酸碱中和法、海水吸附法、一种以阳离子交换树脂为反应载体生产甲酸钾的方法和以一定比例的甲醛、氢氧化钾和在水中于一定温度条件下生产甲酸钾的方法等,其中酸碱中和法具有工艺简单,易操作,可规模化生产,成本低,无“三废”排放等特点[1];辽阳石化公司尼龙厂醇酮装置,每年产生的甲酸含量约7%的酸性废水中甲酸含量超过400t,该酸性废水的COD值高达10~16万mg/L[2],若将此类废水直接排放则污染环境,浓度超过2%则能对生化处理系统造成严重伤害,同时,也造成资源浪费[3],人们采取不同方法处理该类废水,例如回收废水中的甲酸[4]、将废水中甲酸分解掉[5]、将废水中甲酸转换为其他有用物质[6,7]。为此,本文以该废水为原料,将废水中甲酸转化为甲酸钾,废水中的甲酸量会得到有效控制,达到排放标准,而且还可以得到有价值的甲酸钾产品。
1实验部分
1.1 实验试剂
实验中酸性废水取自辽阳石化分公司尼龙厂,氢氧化钾为工业级,其他试剂均为分析纯。
1.2 实验原理
本文采用氢氧化钾和碳酸钾与甲酸废水中的甲酸发生中和反应生成甲酸钾。
1.3 废水处理流程
本研究对醇酮装置产生的甲酸废水采用两种方法进行处理,即氢氧化钾法和碳酸钾法。两种方法的实验研究过程见图1。
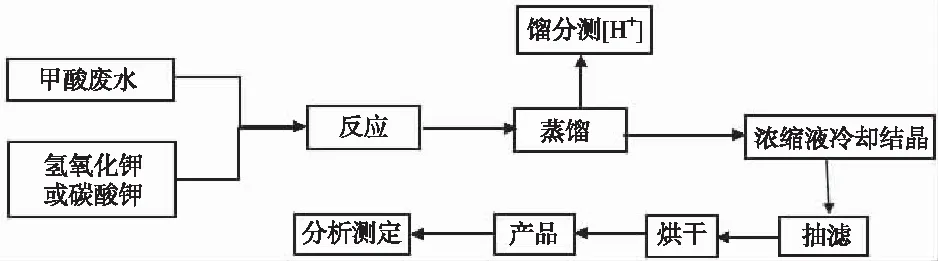
图1 实验操作流程图Fig 1 Experimental operation flow chart
1.4 分析方法与计算
试验中对废水和馏出液中甲酸含量进行[H+]的测定,对产品甲酸钾进行熔点和产品含量测定。计算[H+]去除率与产品的产率。产品甲酸钾含量测定采用高锰酸钾-草酸氧化-还原法,反应方程式为:

甲酸钾含量(X%)的计算为:
式中:m——未知含量甲酸钾的质量g;
X——甲酸钾的含量%;
V2——样品消耗高锰酸钾的体积mL;
V1——空白样消耗高锰酸钾的体积mL;
C——高锰酸钾浓度mol/L.
2结果与讨论
用含甲酸废水生产甲酸钾,由于甲酸钾在水中的溶解度非常大,100 g水中能溶解310 g甲酸钾,不能直接结晶析出,故应对反应液浓缩。通过多次循环不断除去滤液中的水份,使滤液达到过饱和状态,从而得到甲酸钾结晶。
2.1 氢氧化钾法
2.1.1浓缩方式的确定
在反应时间3 h、投料比1∶1,反应温度40 ℃,考查常压浓缩和减压浓缩对蒸出废水的甲酸去除率和[H+]含量的影响。实验结果见表1。
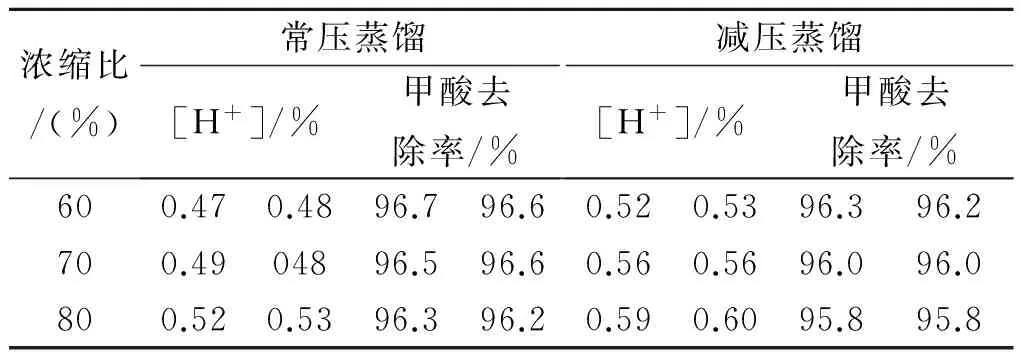
表1 不同浓缩方式实验结果Table 1 Experimental results of different enrichment methods
由表1可以看出:常压蒸馏的甲酸去除率明显高于减压蒸馏,一种原因是在负压情况下甲酸的挥发速度快,使蒸出水中甲酸的浓度增大;另一种原因由于常压蒸馏温度较高,加速反应,减少与水蒸出的甲酸量。甲酸的随水蒸出会降低产品产率,同时减压蒸馏操作也比较麻烦,增大设备投资。故选择常压蒸馏方式进行浓缩。
2.1.2反应时间的确定
在常压下、投料比1∶1,反应温度40 ℃,浓缩比为70%,考查不同反应时间对甲酸废水中甲酸去除率及[H+]含量的影响。实验结果见表2。
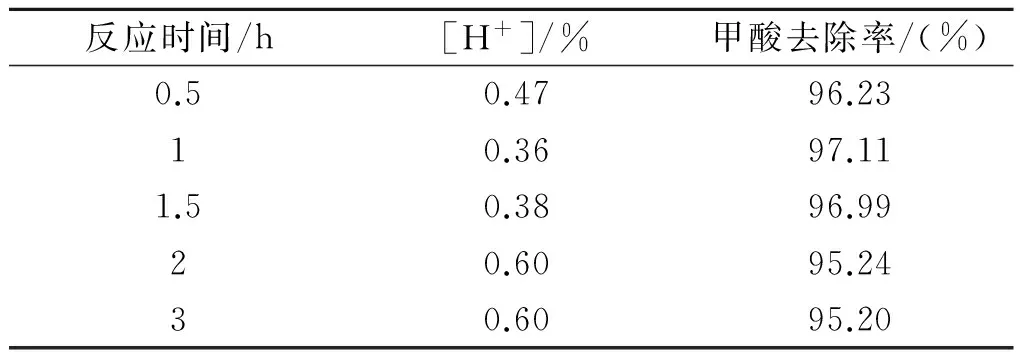
表2 不同反应时间实验结果Table 2 Experimental results of different reaction times
由表2可以看出,随着反应时间的延长,废水中的[H+]和甲酸去除率值均呈先是减小,然后再增大趋势。当反应时间为1小时,废水中甲酸含量最低,甲酸去除率最高,确定适宜的反应时间为1 h。
2.1.3浓缩比例的确定
固定其他条件,考查不同浓缩比对甲酸废水中甲酸去除率及[H+]含量的影响。实验结果表3。
由表3看出,随着浓缩比例的增大,废水中的甲酸含量在不断增大,甲酸去除率在不断减小,在达到90%以后,变化趋势明显。基于实验研究目的,一方面去除废水中的甲酸,另一方面能更方便的得到甲酸钾晶体,选择合适的浓缩比例为85%。

表3 不同浓缩比例的实验结果Table 3 Experimental results of different enrichment ratios
2.1.4滤液循环次数的考察
由于甲酸钾在水中的溶解度非常大,滤液中残留部分产品,首次浓缩液在自然冷却条件下没有晶体析出,为了提高产品收率,需要将浓缩液(滤液)与反应液再次进行浓缩,即对滤液进行循环使用,循环到与前一次收率平行时,这才是每一次反应后甲酸钾的真正产量。按上述确定的条件进行实验,即反应1 h、反应温度40 ℃、投料比为1∶1、常压浓缩反应液、浓缩比例为加入废水量的85%进行实验,浓缩液在室温下(25℃)进行冷却结晶,过夜后抽滤,对抽滤得到滤液循环,实验结果见表4。
表4的数据说明当滤液循环到3次数时,实验结果开始稳定,这时的产率才是每次反应后的真正产率,即在上述实验条件下,甲酸钾的产率达到92%以上,废水中甲酸去除率均达到96%以上。

表4 滤液循环实验结果Table 4 Filtrate cycle test results
2.2 碳酸钾法
2.2.1投料比考查
在常压下,50 ℃反应2 h,浓缩比为85%,考查不同投料比对甲酸废水中甲酸去除率和[H+]含量的影响。实验结果见表5。
根据表5可知,随着投料比的增大,蒸馏出来的废水中的甲酸含量不断的增大,甲酸去除率随之减小。当投料比为1∶2时,废水中[H+]值最低,甲酸去除率最高。确定最佳投料比为1∶2。
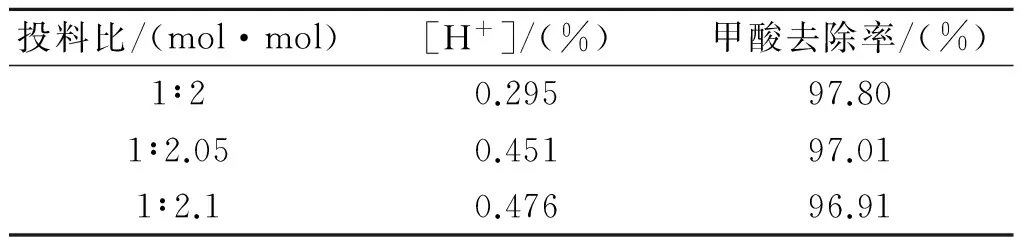
表5 不同投料比的实验结果Table 5 Experimental results of different feed ratio
2.2.2反应时间考察
固定上述已知条件,改变反应时间,考查不同反应时间对甲酸废水中和甲酸废水中[H+]含量和甲酸去除率的影响。实验结果见表6。
通过表6可以看出,随着反应时间的延长,废水中的[H+]在不断的上升,甲酸去除率在不断的下降。当反应时间为1h时,废水中的[H+]最低,甲酸去除率最高。故选择最佳反应时间为1 h。
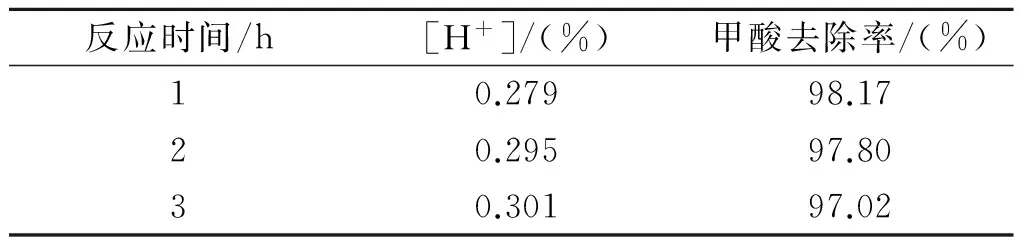
表6 不同反应时间实验结果Table 6 Experimental results for different reaction times
2.2.3反应温度考查
固定上述已知条件,改变反应温度,考查不同反应温度对实验结果的影响。实验结果见表7。

表7 反应温度对实验结果的影响Table 7 Experimental results fordifferent reaction temperatures
从表7中可以看出,在其他条件不变的情况下,随着反应温度的上升,废水中的[H+]值在不断的上升,甲酸去除率不断的下降。当温度为40 ℃时,废水中的[H+]值最低,甲酸去除率最高。确定的反应温度为40 ℃。
2.2.4滤液循环实验
基于2.1.4同样的原因,对碳酸钾法处理甲酸废水的滤液进行循环实验。在常压蒸馏、投料比为1∶2、反应温度为40 ℃、反应时间为1 h、浓缩比例为85%的条件下进行实验,实验结果见表8。
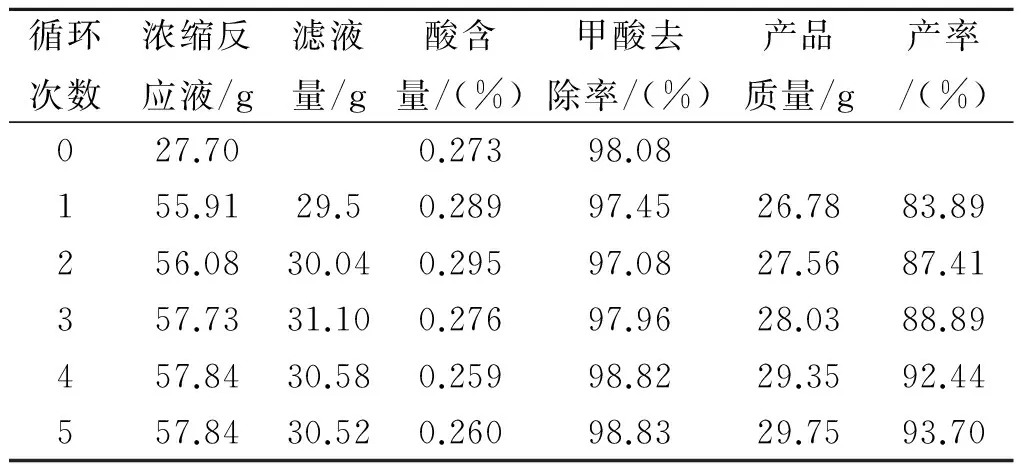
表8 滤液循环实验结果Table 8 Filtrate cycle test results
根据表8这种的结果,当滤液循环到第4次时,甲酸的去除率和产品产率都开始保持在一个较小范围内波动,这时的产率才是每次反应后的真正产率。即碳酸钾法处理甲酸废水,废水中甲酸去除率达到98%以上,产品收率在92%以上。
2.3 实验产品与市售产品的分析对比
无论是哪种方法制取甲酸钾后,产品中都可能含有一定的氢氧化钾或碳酸钾残留,这就需要对产品的纯度测定,同时用熔点仪分别对实验产品好市售产品的熔点进行了测定, 测定结果见表9。
通过表9中数据可以看出,碳酸钾法得到产品质量优于氢氧化钾法,碳酸钾法得到产品质量与市售产品相当。
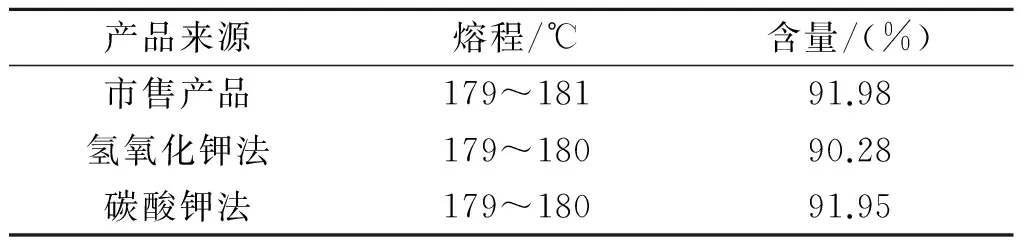
表9 合成产品与市售产品含量分析结果Table.9 Analysis of synthetic product andcommercially available product content
4结 论
通过实验得到了以下结论:
(1)氢氧化物法的最佳工艺条件为常压蒸馏、投料比为1∶1、反应温度为40 ℃、反应时间为1 h、浓缩比例为85%、滤液循环2次后达到平衡,甲酸去除率在96.99%左右,甲酸钾产品的含量达到90.28%,产品的收率在92.79%左右。
(2)碳酸盐法的最佳工艺条件为常压蒸馏、投料比为1∶2、反应温度为40 ℃、反应时间为1 h、浓缩比例为85%、滤液循环5次后达到平衡,甲酸去除率在98.83%左右,甲酸钾产品的含量达到91.95%,产品的收率在93.7%左右。
(3)通过对比得出碳酸盐法处理醇酮生产装置甲酸废水的效果要好于氢氧化物法。实验得到的甲酸钾产品的纯度与市售产品相当。
[1] 何茜.甲酸钾市场及生产工艺浅析[J].广州化工,2011,39(6):191~193.
[2] 张晓娟,唐丽华,陈恩之,等.一种从有机酸废水中获取甲酸的方法[J].环境污染与防治,2006,28(4):302~305.
[3] 杨清香,贾振杰,潘峰,等.酵母菌在废水处理中的应用[J].环境污染治理技术与设备,2005,6(2):1~5.
[4] 张敏卿,叶丽莉.EDI 用于处理含甲酸废水[J].化工进展,2013,32(4):936~941.
[5] G.S.Luo,S.Pan,J.G.Liu. Use of the electrodialysis process to concentrate a formic acid solution [J].Desalination, 2000,150: 227~234.
[6] 张晓娟,陈旭,唐丽华 等.从环己醇和环己酮甲酸废水中回收甲酸酯[J].沈阳工业大学学报,2008,60(6):716~720.
[7] 赖凌雁,叶活动,陈建洪 等.环氧化生产中废甲酸水的回收利用探讨[J].广东化工,2013,40(19):114~115.
ResearchonSynthetizingPotassiumFormatewithFormicAcidWastewaterfromCyclohexanol/CyclohexanoneInstallation
Guo Yunan Tong Kaining Zhang Xiaojuan Zhao Yun Tian Wei Yang Nan
(Petrochemical College of Shenyang University of Technology, Liaoning Liaoyang 111003)
With formic acid wastewater as raw material, the influence of different process conditions on preparing potassium formate with potassium hydroxide and potassium carbonate respectively was inspected. With removal rate of formic acid in wastewater, formic acid potassium product yield as examining index, and with the single factor condition experiment, the optimum process conditions for making potassium formate were determined. The experimental results indicated that: under the best process conditions for the potassium hydroxide method, the formic acid removal rate was about 96.99%, the content of potassium formate product reached 90.28%, the product yield was up to 92.79%. Those of potassium carbonate method were:the formic acid removal rate was about 98.83%, the content of potassium formate product reached 91.58%, the product yield was up to 93.7%.
formic acid wastewater potassium formate formic acid removal rate product yield product content
10.16597/j.cnki.issn.1002-154x.2017.11.007
2017-08-09
辽宁省大学生创新项目(项目编号201610142019)
郭宇楠(1994~),女,本科生,研究方向为化工污水处理及精细化工产品的合成研究,E-mail:314855900@qq.com;通讯作者:张晓娟(1965~),女,教授,研究方向为化工污水处理及精细化工产品的合成研究,E-mail:1664392140@qq.com
猜你喜欢
当代化工研究(2023年16期)2023-09-11 04:24:45
中国烟草学报(2021年4期)2021-09-26 07:30:38
环境卫生工程(2021年3期)2021-07-21 05:34:36
水泵技术(2021年4期)2021-01-22 03:31:13
环境卫生工程(2020年3期)2020-07-27 01:19:18
供水技术(2020年6期)2020-03-17 08:18:22
山东煤炭科技(2018年1期)2018-12-05 08:22:22
中国蜂业(2018年4期)2018-05-09 06:25:08
当代化工研究(2016年6期)2016-03-20 16:21:46
环境科技(2015年2期)2015-11-08 12:11:24