
我国铁路钢轨型面优化研究
2018-01-09 08:52周清跃刘丰收俞喆张金田常海张银花
中国铁路 2017年12期
周清跃,刘丰收,俞喆,张金,田常海,张银花
(中国铁道科学研究院 金属及化学研究所,北京,100081)
我国铁路钢轨型面优化研究
周清跃,刘丰收,俞喆,张金,田常海,张银花
(中国铁道科学研究院 金属及化学研究所,北京,100081)
针对我国铁路轮轨匹配存在的问题,研发了钢轨打磨设计廓形60D和新轨头廓形钢轨60N。优化后的轨头廓形与LM、S1002CN和LMA型面车轮接触时的光带基本居中,轮轨接触应力显著降低,可有效抑制车轮踏面凹磨后等效锥度的增大,提高车辆运行稳定性。高速铁路按廓形60D打磨到位,钢轨打磨周期可延长至4~5年,且不易出现动车组构架报警和车体晃车。60N钢轨在普速铁路上的铺设使用结果表明,在直线上运行轮轨接触光带居中,在曲线上运行可有效避免或抑制钢轨使用初期轨距角剥离掉块及疲劳核伤;在高速铁路试验段的铺设使用结果表明,采用1遍预打磨后钢轨服役近5年,光带保持在30 mm左右,从未出现动车组构架报警和车体晃车,可有效改善轮轨匹配关系,大幅降低轮轨维修养护成本。建议加快新轨头廓形钢轨系列化,以尽快在我国铁路形成统一的钢轨轨头廓形。
钢轨;轨头廓形优化;打磨廓形设计;60N钢轨
我国铁路的运营实践表明:普速铁路轮轨关系存在轮轨接触点不在理想区域[1]导致钢轨过早出现轨距角剥离掉块、轨头核伤等疲劳伤损的问题。高速铁路运营初期,轮轨型面不匹配导致动车组构架横向加速度报警、车体抖车和晃车等问题。通过轮轨型面优化来改善轮轨关系已成为我国铁路轮轨关系研究需要解决的重要问题。全面介绍我国铁路钢轨型面优化方面的研究及应用情况[1-10],并提出我国钢轨型面发展的相关建议。
1 轨头廓形优化设计
1.1 总体目标
(1)适应我国铁路1/40轨底坡、1 353 mm轮背内侧距的工况要求。日本、法国和德国高速铁路的轨底坡分别为1/40、1/20和1/40,轮背内侧距均为1 360 mm。由于轨底坡和轮背内侧距直接影响轮轨接触关系,在轨头廓形优化时要首先考虑我国铁路的实际情况。
(2)轮轨接触达到理想状态:在直线上运行时,轮轨接触在轨头踏面中心区域;当轮缘贴靠钢轨时,形成共形接触。
(3)研发一种轨头廓形,适应我国铁路服役使用的多种型面车轮。从理论上讲,针对我国铁路运行的4种型面车轮(LMA、S1002CN、XP55和LM)对应设计4种轨头廓形钢轨,可以实现比较理想的轮轨匹配;但从可操作性上讲,具有不同车轮型面的车辆均有可能在同一线路上运行,设计1种钢轨轨头廓形适应4种不同车轮型面最为有利。因此,轨头廓形优化的总目标是设计研发1种新轨头廓形钢轨,在与普通铁路用LM型面车轮匹配时,做到显著减少轨距角剥离掉块、轨头核伤等伤损;在与高速铁路动车组车轮匹配时,特别是与S1002CN车轮型面匹配时,轮轨接触具有合适的等效锥度,以显著改善车辆动力学性能,减少动车组构架横向失稳,延长车轮镟修和钢轨打磨周期。从轮轨匹配的几何关系可知,为使设计的1种钢轨轨头廓形满足与4种不同车轮型面理想匹配的需要,轨头廓形优化时要重点考虑锥度较大车轮型面的适应性。
(4)新轨头廓形钢轨系列化。新轨头廓形优化取得成功后,在其他轨型上推广使用,最终在我国铁路形成统一的钢轨轨头廓形。这样便于车轮踏面的进一步优化,以彻底改善我国铁路的轮轨匹配关系。
1.2 优化途径
(1)通过大型养路机械(简称大机)打磨形成新的轨头廓形,解决已上道钢轨的轨头廓形优化问题。为此研究提出打磨设计廓形。打磨廓形的设计目标是在最大限度改善轮轨匹配关系的基础上,使钢轨打磨量最少。因此,打磨设计廓形优化重点是发生轮轨接触的轨头顶面和轨距角侧部位。
(2)直接通过钢厂轧制生产出新轨头廓形钢轨。在按照对称断面设计新轨头廓形钢轨时,尽量少改动原有钢轨几何尺寸,尤其要保证轨冠以外的几何尺寸不变,便于钢轨的铺设和更换,减少对钢轨焊接、养护和维修的影响。
1.3 钢轨新轨头廓形的提出
为了实现上述目标,在长期跟踪我国铁路钢轨轨头廓形随线路通过总质量变化规律的基础上,借鉴国外成功经验并结合我国高速铁路动车组构架报警、车体抖车和晃车事件的处理经验,通过动力学轮轨接触理论,设计了钢轨打磨廓形60D和新轨头廓形钢轨60N(见图1、图2)。
2 优化廓形与现有车轮匹配的仿真计算分析
2.1 新轮新轨匹配仿真计算

图1 钢轨打磨设计廓形60D(虚线所示)
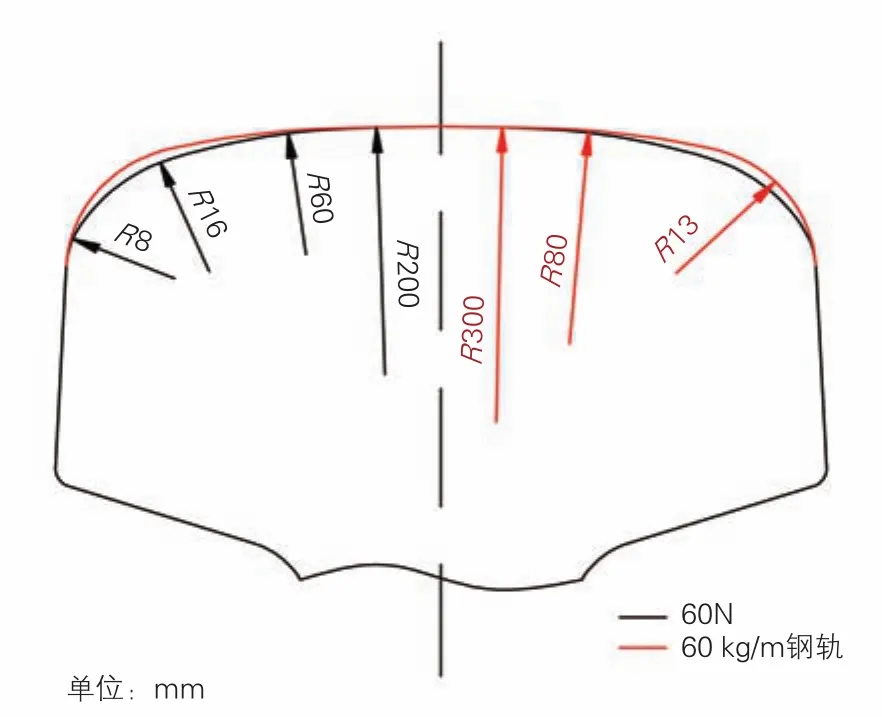
图2 60N轨头廓形
文献[1]和文献[9]对我国运行的LMA、S1002CN和XP55车轮型面,与60 kg/m钢轨(简称60钢轨)标准廓形、打磨设计廓形60D和新轨头廓形60N新轮新轨状态下的几何接触关系及动力学性能进行计算分析,得出如下结论:
(1)60N、60D的接触位置比较居中,60D等效锥度、接触角差系数最小,侧滚角和重力刚度等指标差别不大。其中,60N钢轨与S1002CN和LM型面的等效锥度分别为0.118和0.097;60钢轨与S1002CN、LM和XP55型面的等效锥度分别为0.168、0.089和0.055。新轮和新轨匹配时的等效锥度均不大。
(2)针对直线和曲线等不同工况条件下,同一类型车轮与不同轨头廓形钢轨匹配时的动力学参数差别不大,所有值均在国家标准规定安全限值以内。
2.2 新轨与服役磨耗车轮匹配仿真计算
文献[9]选取4组服役磨耗后车轮型面与3种钢轨型面(60、60D、60N)对轮轨匹配关系进行计算分析,其中2组磨耗车轮型面为京沪高铁实测车轮磨耗型面,在踏面处的垂直磨耗量约为0.25 mm和0.60 mm。另外2组车轮来自武广高铁实测车轮磨耗型面,在踏面处的垂直磨耗量约为0.40 mm和0.50 mm,4组服役磨耗后车轮型面具有一定代表性。对上述12种匹配组合进行非线性接触几何关系、车辆动力学响应的计算分析,得出如下结论:
(1)综合比较4种磨耗后的车轮与3种轨头廓形相匹配时的轮轨非线性接触几何关系计算结果可知,60N钢轨与4种磨耗后车轮踏面相匹配时,轮轨接触点集中度最高,轮对横移量在-10~10 mm范围内变化时,接触点基本分布在轨顶踏面中心,轮轨接触等效锥度最低,可有效抑制车轮踏面凹磨后等效锥度的增大,从而抑制动车组出现蛇形失稳,提高车辆运行稳定性。与文献[1]仿真计算结果一致。
(2)综合4种磨耗后车轮与3种轨头廓形相匹配时,从脱轨系数、轮重减载率、轮轨横向力、轮轨垂向力、构架横向加速度、车体横向加速度、磨耗指数等主要动力学指标的对比分析结果可知,4种磨耗车轮廓形与60N钢轨廓形相匹配时的车辆动力学性能最优。
3 优化廓形钢轨的应用
3.1 打磨廓形使用效果
3.1.1 联调联试期间构架横向加速度超限
若联调联试时采用的综合检测车车轮踏面未出现明显凹磨,即使钢轨未预打磨,一般也检测不到构架横向加速度超限。但若综合检测车已运行15万km以上、车轮出现明显凹磨,钢轨未打磨或未按设计廓形打磨到位,则在联调联试期间就会检测到构架横向加速度超限,导致动车组动力学响应测试不合格。
(1)武九客专联调联试期间构架横向加速度超限。2017年7月25日,武九客专联调联试期间,在250~275 km/h速度级上、下行线路多个区段出现构架横向加速度超限。经查可知,所用CRH380AJ-0203综合检测车已运行17万km,且钢轨未进行预打磨。按中国铁道科学研究院(简称铁科院)设计廓形对钢轨进行打磨后,构架横向加速度数值由未打磨的大于8 m/s2降低至小于3 m/s2(见图3)。构架横向加速度评判标准:采用0.5~10.0 Hz滤波处理,峰值连续振动6次以上且大于等于8 m/s2为不合格。这一例子说明通过预打磨优化轨头廓形适应动车组轮轨关系的重要性。
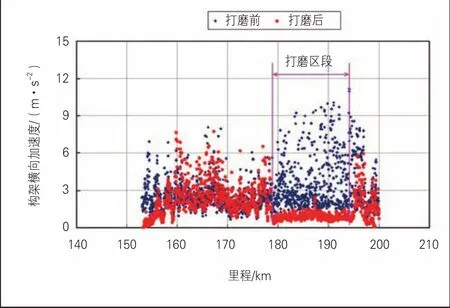
图3 武九客专上行线钢轨打磨前后构架横向加速度最大值对比
(2)沪昆高铁联调联试期间构架横向加速度超限。2015年4月,沪昆高铁联调联试期间,CRH380AJ-0202综合检测车检测出构架横向加速度报警,典型散点图见图4。经查可知,所用综合检测车已运行19万km,车轮最大凹磨达1.5 mm;另外钢轨未按设计廓形打磨到位,与设计廓形相比,轨头R80 mm部位出现欠打磨,误差大于0.2 mm(见图5)。重新按设计廓形打磨到位后,构架横向加速度超限消除。等效锥度计算结果表明:在车轮踏面出现1.5 mm凹磨的情况下,钢轨打磨未到位,其等效锥度达到0.80,打磨到位后等效锥度下降到0.23,之后综合检测车未出现横向加速度报警。该案例说明严格按设计廓形打磨到位的重要性。
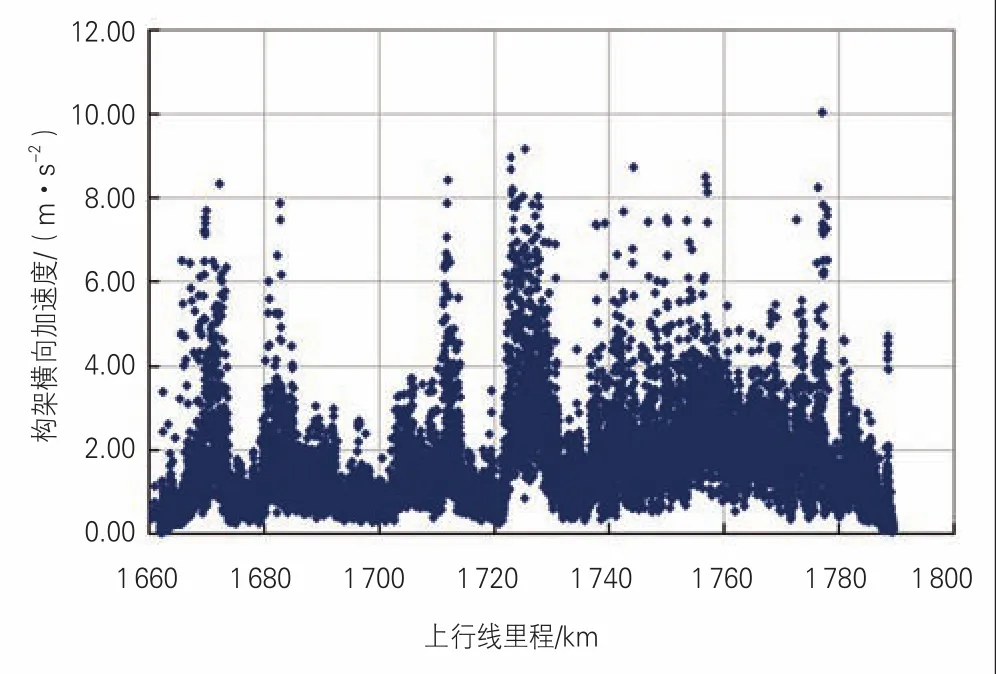
图4 构架横向加速度随里程分布散点图
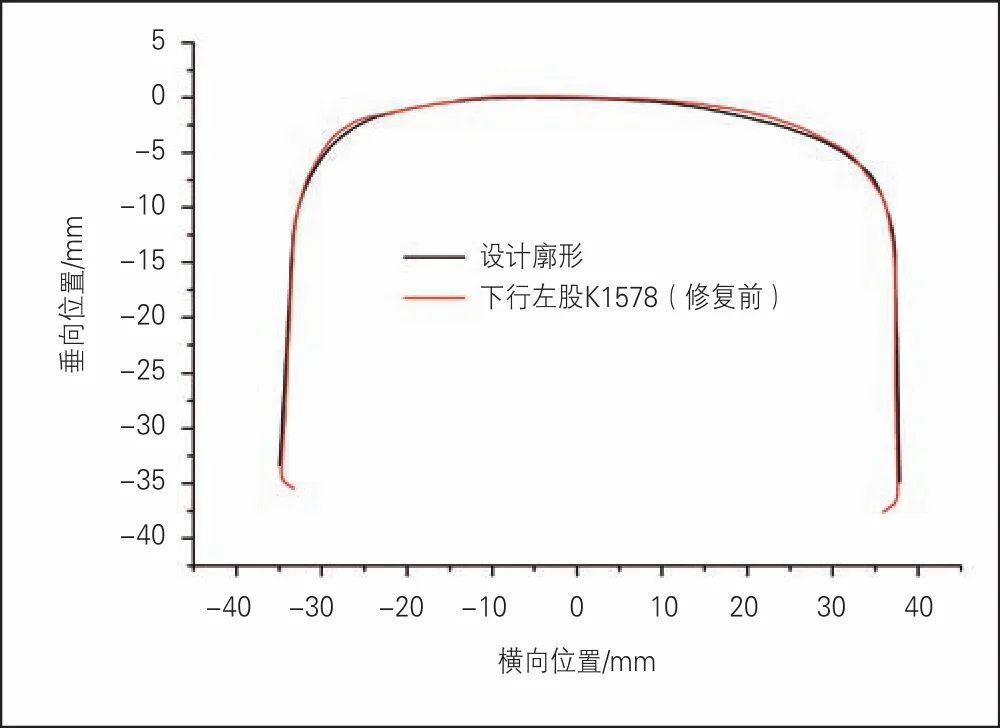
图5 沪昆高铁钢轨打磨未到位示意图
自2014年以来,高速铁路钢轨预打磨均采用铁科院设计廓形,取得了良好效果。
3.1.2 线路开通运行后构架横向加速度超限
(1)武广高铁动车组构架横向加速度报警。2010年2月,武广高铁下行汩罗东—长沙南间发生动车组构架横向加速度超限报警甚至停车,在中国铁路总公司运输局组织下,铁科院项目组提出通过钢轨打磨改善轮轨匹配关系的思路,设计了钢轨打磨廓形,按设计廓形进行钢轨打磨,打磨后动车组构架横向加速度最大值由打磨前的8 m/s2以上下降到5 m/s2以下;钢轨光带宽度由打磨前55 mm左右、位置偏向轨距角侧,变为光带宽度22 mm左右、位置基本居中,成功治理了武广高铁动车组构架横向加速度超限报警[3-6]。
(2)其他线路构架横向加速度超限和车体晃车。2010—2015年,部分铁路局相关人员对轮轨匹配关系认识不足,轨距角侧钢轨欠打磨,导致动车组运行一定时间后等效锥度过大,相继出现了武广、哈大、京沪等高铁动车组构架横向加速度报警;之后,在中国铁路总公司运输局组织下,按设计廓形进行打磨修复,轨头廓形满足设计廓形要求后,动车组构架横向加速度报警现象消失[3-6]。2014年底,在总结我国高铁钢轨打磨技术的基础上,铁科院起草了《高速铁路钢轨打磨管理办法》,并由中国铁路总公司颁布执行(铁总运〔2014〕357号),2015年后全路基本未出现构架横向加速度报警,得到彻底治理。
2015年以后,部分铁路局在打磨过程中出现轨距角侧打磨过量或非轨距角侧打磨不足现象,导致等效锥度过小(小于0.06),合武、秦沈、海南东环、沪昆、沪杭、衡柳等线路先后发生了动车组车体晃车,铁科院项目组对上述动车组车体晃车区段进行钢轨打磨整治,按设计廓形进行打磨修复,消除了动车组车体晃车。
实践证明,只要按照铁科院设计廓形打磨到位,既不会出现构架横向加速度超限报警,也不会出现车体晃车,钢轨预防性打磨周期可延长至4~5年。
3.2 新轨头廓形钢轨60N的研发与应用
为了简化钢轨打磨工艺、减少金属磨削量,进一步改善轮轨匹配关系,2011年铁科院项目组与相关厂家合作,研发了新轨头廓形钢轨60N[1,7],并在普速和高速铁路铺设上道进行使用考核。
2015年9月,中国铁路总公司颁布铁总科技〔2015〕248号文,决定实施由铁科院项目组起草制定的TJ/GW142—2015《60N、75N钢轨暂行技术条件》;2017年7月,将新轨头廓形钢轨纳入铁道行业标准《钢轨 第1部分:43~75 kg/m钢轨》;2016年起决定在我国高速铁路全面推广使用60N钢轨。
3.2.1 既有线铺设使用效果
2011年11月,首次在沪昆高铁上行K1825—K1828铺设60N U71Mnk钢轨;2012年以后,先后在成都、昆明和兰州等铁路局推广使用60N钢轨。60N和60钢轨在铺设使用初期轨头廓形和轨面状态见图6、图7(其中蓝线为原始原形,红线为使用后廓形)。
60N钢轨使用结果表明:
(1)在直线线路上铺设的60N钢轨轮轨接触光带基本居中;由于钢轨轨距角不与车轮踏面接触,轨距角不会出现飞边和剥离掉块伤损。
(2)在曲线线路上铺设60N钢轨,既可避免在钢轨使用初期出现轨距角剥离掉块,又可显著抑制轮轨长期接触后出现的轨距角剥离掉块和核伤。
(3)由于显著改善轮轨接触关系,可省去钢轨预打磨,有利于降低钢轨打磨工作量和难度。
综上所述,铺设使用60N钢轨显著减少了钢轨的剥离掉块和核伤疲劳问题,达到了轨头廓形优化的预期目标。截至目前,已在我国普速铁路铺设使用1万km以上60N钢轨,受到用户的普遍欢迎和认可。
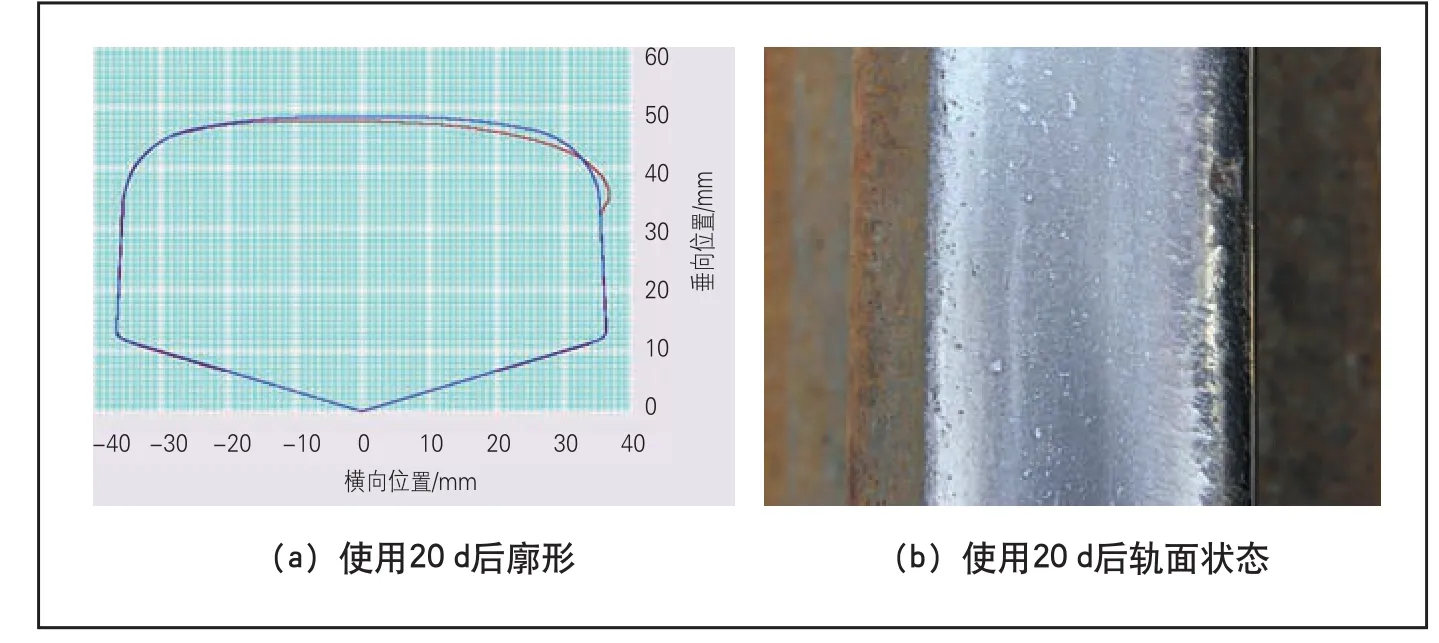
图6 60钢轨铺设使用初期廓形和轨面状态(R 600 m曲线上股)

图7 60N钢轨铺设使用初期廓形和轨面状态(R600 m曲线上股)
3.2.2 高速铁路铺设使用效果
2011年8月,在京石高铁下行K59+616—K74+616区间铺设了15 km百米定尺60N U71Mnk钢轨。2012年9月,采用GMC96-B型钢轨打磨车对60N钢轨进行预打磨,其中下行K59+616—K65+616间打磨1遍;期间铁科院项目组多次对轨头廓形变化情况进行跟踪观测,2017年6月的跟踪观测结果见图8。结果表明,京石高铁运营4年7个月以来,60N钢轨轨头廓形与60N钢轨标准廓形基本相同;预打磨1遍的钢轨光带宽度约为30 mm,且基本居中。
跟踪测试后的计算结果表明:与铺设60钢轨相比,60N钢轨减少钢轨打磨量约为48%,可见在高速铁路铺设使用60N钢轨不仅可大幅减少钢轨预打磨工作量,更为重要的是降低了通过钢轨预打磨获得所需轨头廓形的难度。钢轨预打磨后,运行近5年,光带宽度30 mm左右,且从未出现动车组构架横向加速度报警、车体抖车或晃车。铺设使用60N钢轨显著改善了高速铁路轮轨匹配关系,减少了轮轨维修养护成本。
目前,60N钢轨已先后在呼张、宝兰、西成、石济等高铁上铺设使用,并将在我国高铁线路全面推广应用。
4 其他轨型钢轨轨头廓形优化
我国铁路主要钢轨轨型有50 kg/m、60 kg/m和75 kg/m;道岔用非对称断面钢轨轨型有50AT1、60AT1、60AT2、60AT3和60TY1。其中大秦重载铁路已全部采用75N钢轨[11],50N钢轨正在研发中,60N廓形高速铁路道岔已于2016年下半年在京沈高铁铺设上道即将开始使用考核[12],新轨头廓形系列化工作正在稳步进行中。
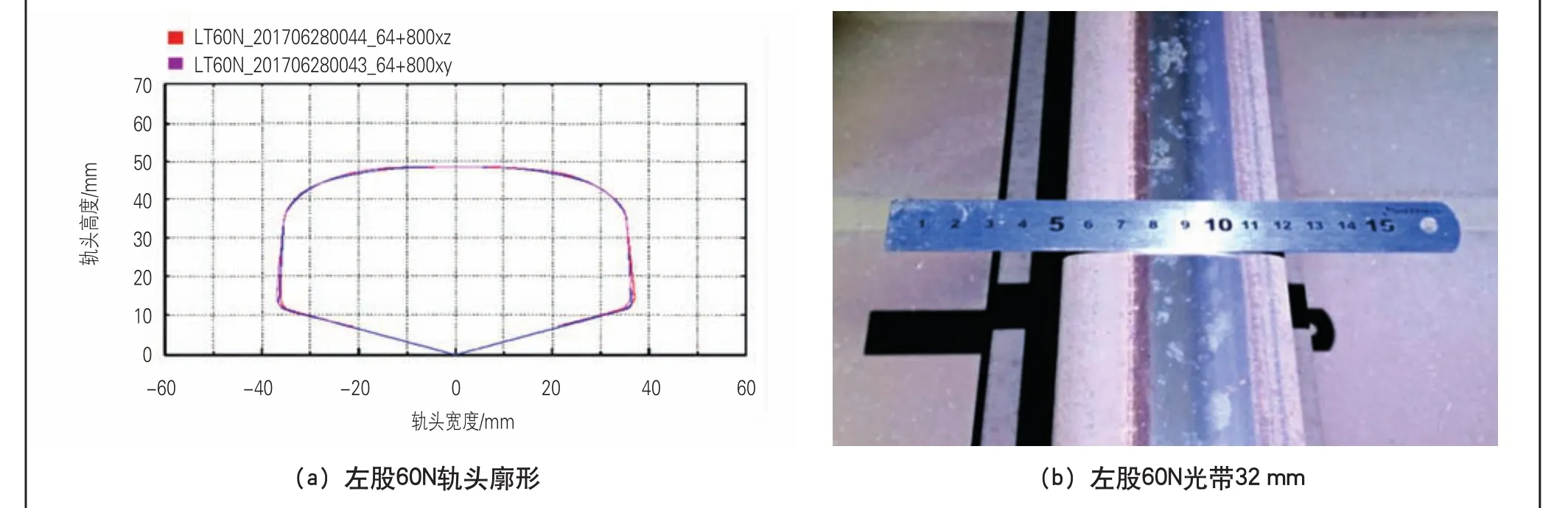
图8 京石高铁下行K64+800钢轨2017年6月的廓形及光带情况
5 结论与建议
(1)针对我国铁路轮轨匹配存在的问题,研发了钢轨打磨设计廓形和新轨头廓形钢轨60N,以适应我国铁路1/40轨底坡、1 353 mm轮背内侧距、与多种车轮型面匹配达到理想状态的需求。
(2)仿真计算结果表明:优化后的轨头廓形与LM、S1002G和LMA型面车轮接触时的接触点基本在轨头踏面中心区域;轮轨接触应力显著降低;可有效抑制车轮踏面凹磨后等效锥度的增大,从而抑制动车组出现蛇形失稳,提高车辆运行的稳定性。
(3)按铁科院设计廓形打磨到位,钢轨打磨周期可延长至4~5年,且不易出现动车组构架横向加速度报警和车体晃车。
(4)60N钢轨在普速铁路上的铺设使用结果表明,在直线上运行轮轨接触光带居中,可避免在轨距角部位出现肥边和剥离掉块,在曲线上运行可有效避免或抑制轨距角剥离掉块及疲劳核伤;在高速铁路试验段的铺设使用结果表明,采用1遍预打磨后运行近5年,钢轨光带保持在30 mm左右,从未出现动车组构架报警和车体晃车,可有效改善轮轨匹配关系,大幅减少轮轨维修养护成本。
建议加快新轨头廓形钢轨系列化,尽快在我国铁路形成统一的钢轨轨头廓形。
[1]周清跃,张银花,陈朝阳,等.高速铁路轮轨廓面及硬度匹配技术研究[R].北京:中国铁道科学研究院,2011.
[2]周清跃,俞喆,张银花,等.高速铁路无砟轨道维修技术的深化研究:钢轨廓形优化技术研究[R].北京:中国铁道科学研究院,2014.
[3]周清跃,田常海,俞喆,等.CRH3型动车组转向架横向加速度报警成因及处理措施研究:工务部分[R].北京:中国铁道科学研究院,2015.
[4]周清跃,刘丰收,田常海,等.高速铁路轮轨形面匹配的研究[J].中国铁路,2012(9):33-36.
[5]周清跃,田常海,张银花,等.高速铁路钢轨打磨关键技术研究[J].中国铁道科学,2012,33(2):66-70.
[6]周清跃,田常海,张银花,等.CRH3型动车组构架横向失稳成因分析[J].中国铁道科学,2014,35(6):103-110.
[7]周清跃,张银花,田常海,等.60N钢轨廓型设计及试验研究[J].中国铁道科学,2014,35(2):128-135.[8]周清跃,俞喆,刘丰收,等.廓形打磨治理动车组构架报警效果研究[J].中国铁路, 2016(9):35-39.
[9]罗庆中,刘丰收,徐井芒,等.高速铁路轮轨关系深化研究:高速铁路轮轨型面匹配优化研究[R].北京:中国铁道科学研究院,2016.
[10]罗庆中,刘丰收,成棣,等.高速铁路轮轨关系深化研究:轮轨型面匹配优化及适应性研究[R].北京:中国铁道科学研究院,2017.
[11]刘丰收,周清跃,张澎湃,等.75N钢轨的试验研究[C]//2013年铁路和建筑用钢学术研讨会论文集.马鞍山,2013.
[12]周清跃,张银花,李闯,等.新轨头廓形道岔的试制与试验[R].北京:中国铁道科学研究院金属及化学研究所,2016.
Study on the Optimization of Rail Profile in China
ZHOU Qingyue,LIU Fengshou,YU Zhe,ZHANG Jin,TIAN Changhai,ZHANG Yinhua
(Metals and Chemistry Research Institute,China Academy of Railway Sciences,Beijing 100081,China)
The rail grinding design profle 60D and new rail head profle rail 60N are developed to tackle the problem on wheel rail matching in China. For the optimized rail head profle, the light trip of its contact with wheels of LM, S1002CN and LMA profles is basically in the center, which means the contact stress of wheel and rail is dramatically reduced, the equivalent conicity after wheel tread wear is effectively controlled and the stability of train running is improved. The grinding period of well ground rail according to 60D profle can extend to 4~5 years, where few EMU frame alarm or car body shaking occurs. The application of 60N rail on the conventional line shows that: the light trip of wheel rail contact is in the center when running on the straight section, while on the curve section, the shelling at gauge corner or fatigue tache oval which appears at the initial stage of rail service can be efectively avoided or reduced. Its application on the high speed line shows that: for the one-time pre-ground rail in service for 5 years, the light strip remains at about 30 mm and EMU frame alarm or car body shaking never occurs, which means the wheel rail matching is greatly improved and maintenance cost for both wheel and rail is reduced. It is proposed that the serialization of rail head profle shall be accelerated so as to apply unifed rail head profle in China.
rail;rail head profle optimization;grinding profle design;60N rail
U213.4
A
1001-683X(2017)12-0007-06
10.19549/j.issn.1001-683x.2017.12.007
铁道部科技研究开发计划项目(2010G006F);中国 铁路总公司科技研究开发计划项目(2013G008J、 2015G008-A、2016G008-A);中国铁道科学研究院 科技研究开发计划项目(2016YJ092)
周清跃(1960—),男,首席研究员,博士生导师。 E-mail:zhouqingyue93480@126.com
责任编辑 高红义
2017-09-04
猜你喜欢
锻造与冲压(2021年22期)2021-11-30
建材发展导向(2021年7期)2021-07-16
中华养生保健(2020年3期)2020-11-16
VOGUE服饰与美容(2020年1期)2020-04-17
中国铁道科学(2019年3期)2019-06-04
小资CHIC!ELEGANCE(2018年32期)2018-11-05
电子制作(2018年17期)2018-09-28
中华诗词(2018年1期)2018-06-26
小资CHIC!ELEGANCE(2018年17期)2018-06-15
小资CHIC!ELEGANCE(2017年6期)2017-03-20
