
一种钢筋弯曲设备的伺服电机控制设计
2018-01-05 04:39胡良辉杜鹏飞
电机与控制应用 2017年12期
胡良辉, 杜鹏飞,尤 德
[1. 上海理工大学,上海 200093; 2. 上海电器科学研究所(集团)有限公司,上海 200063]
一种钢筋弯曲设备的伺服电机控制设计
胡良辉1,2, 杜鹏飞1,2,尤 德2
[1. 上海理工大学,上海 200093; 2. 上海电器科学研究所(集团)有限公司,上海 200063]
为提高钢筋生产过程中的安全性和可靠性,提供了一种钢筋弯曲设备的伺服电机控制设计,包括PLC控制单元、行走伺服电机、弯曲伺服电机、电磁阀、气缸、信号采集单元及触摸屏。信号采集单元包括光电开关、磁性开关及钢筋弯曲设备的开关按钮。该伺服电机控制设计通过PLC控制器运动控制技术及数据处理技术实现设备的全数字化控制,通过伺服控制技术实现设备的精准高效的运动及生产节能,从而实现系统操作界面更人性化、操作简单快捷、钢筋弯曲准确、生产效率高、节能,同时也大大降低了工人的劳动强度及废品率,进而降低了生产成本。
钢筋弯曲;伺服电机;触摸屏
0 引 言
现有的钢筋弯曲设备,通常通过人工手动定尺,手动调整弯曲角度。这种方式的钢筋弯曲机全是人工参与,所以设备的加工效率很低、安全隐患大,生产的产品精度低、废品率高、生产成本高。随着钢筋加工行业对钢筋加工装备的要求越来越高,传统钢筋加工设备已不能满足我国基础建设的需要。因此市场需要一种自动化程度高、加工效率高、加工精度高的设备。本论文通过对钢筋弯曲设备的伺服电机控制设计,实现一种不但自动化程度高,而且操作简单、直观性强的钢筋弯曲设备的控制。
1 钢筋弯曲机结构及控制方案
该钢筋弯曲机由二机头、夹具及4个伺服电机构成,结构示意图如图1所示。首先把钢筋送入钢筋固定夹具上固定,然后根据实际要求,行走伺服电机工作,机头开始运动到指定位置,接着钢筋弯曲夹具夹紧,旋转伺服电机工作,实现钢筋的弯曲。本文介绍的是把钢筋弯曲成四边形的建筑行业使用,主要用于房屋立柱的钢筋结构。
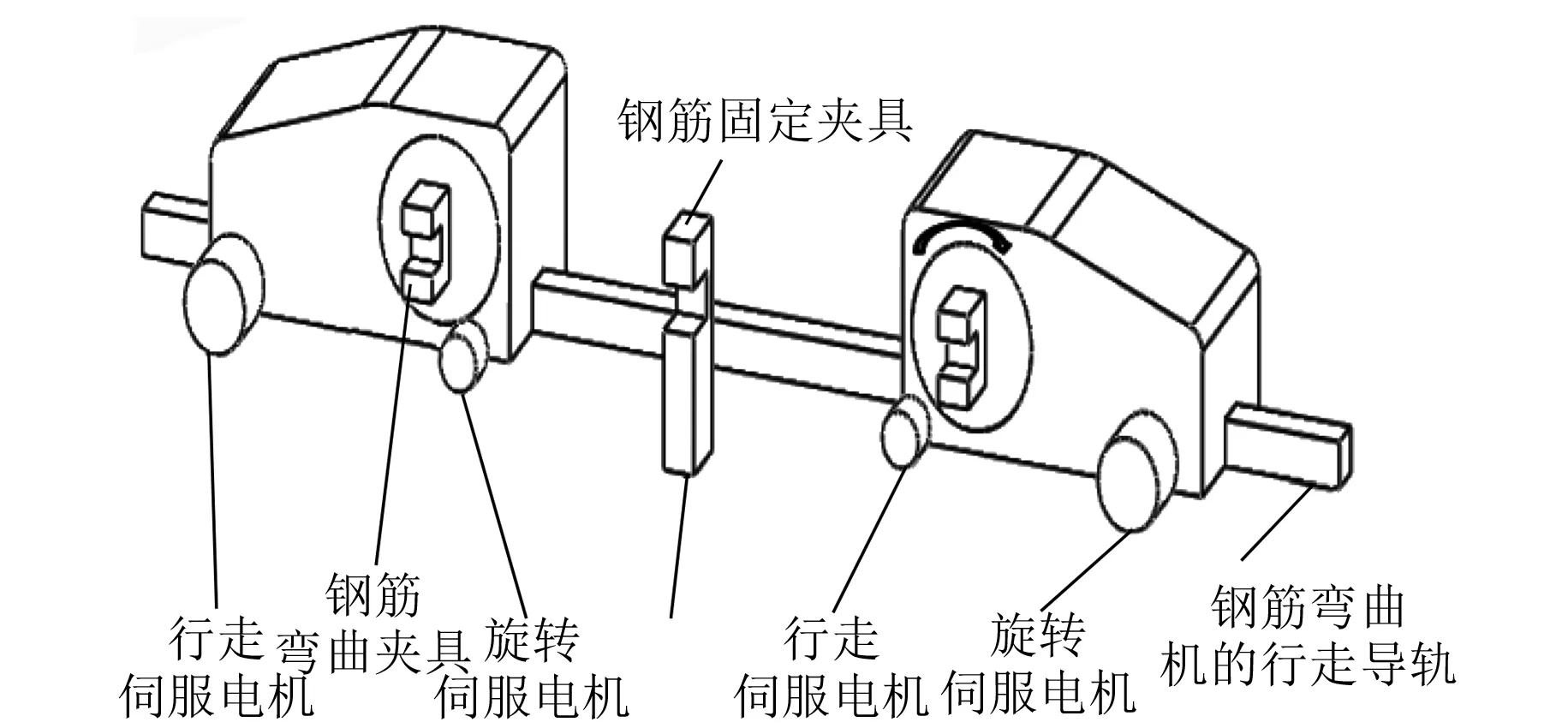
图1 钢筋弯曲机系统结构组成
2 伺服电机控制原理及电气控制设计
2. 1 伺服电机控制原理
伺服电机控制是通过控制信号电压的大小和相位变化来控制伺服电机的转矩和转速的;当没有信号时,转子能立刻停止转动,能达到精确定位,且精度是1 mm级别。伺服电机是通过脉冲定位,当其接收到1个脉冲,就能旋转一定的相对应的角度,达到角位移或者直线位移。伺服电机自身能发出脉冲,因此伺服电机转动某一个角度,就会
发出相对应的脉冲数量,这样就形成了闭环控制。
2. 2 系统硬件设计
PLC控制是该伺服电机控制设计的核心。此种钢筋弯曲设备的伺服电机采用上电科的PLC来控制,利用触摸屏来显示其工作情况以及简单的执行其工作内容,使伺服电机能安全高效的运行。为满足钢筋弯曲设备的需要,在此选取上电科VPC2系列的PLC,主要是根据伺服电机的工作内容、输出方式、所需内存大小、输出输入工作点的具体数量来选择最合适的PLC。钢筋弯曲机硬件系统组成框图如图2所示。
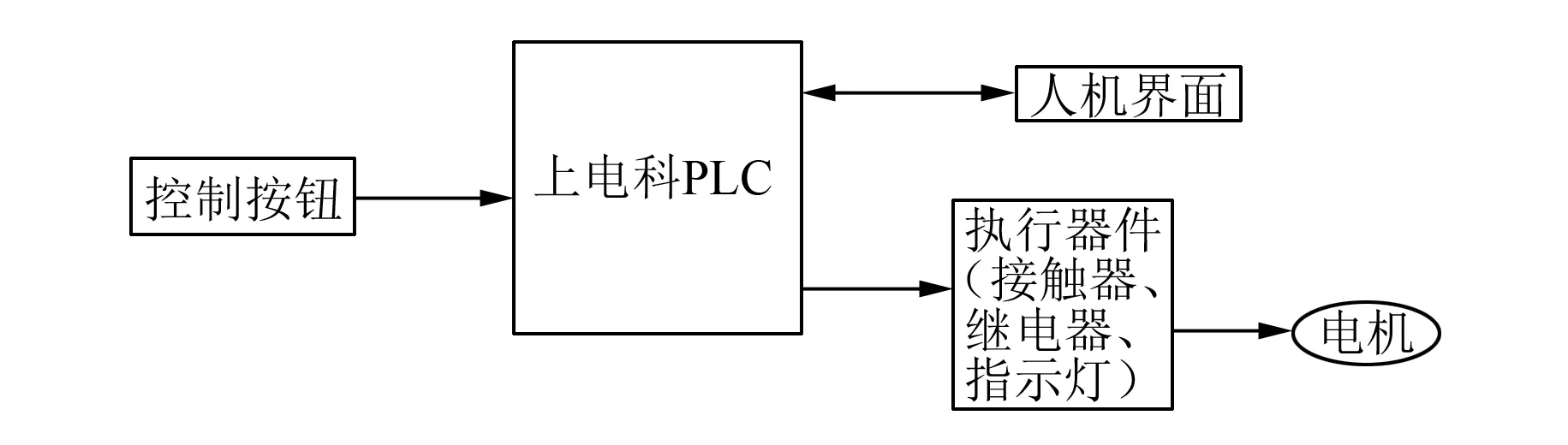
图2 钢筋弯曲机硬件系统结构
2. 3 电气原理
该钢筋弯曲设备中,伺服电机为正反转控制,气缸为双作用气缸。钢筋弯曲机接线原理图如图3所示。
图3中,①、②为右移动、右折弯伺服驱动器,③、④为左移动、左折弯伺服驱动器。图3也包含设备所需的其他部件的接线原理。
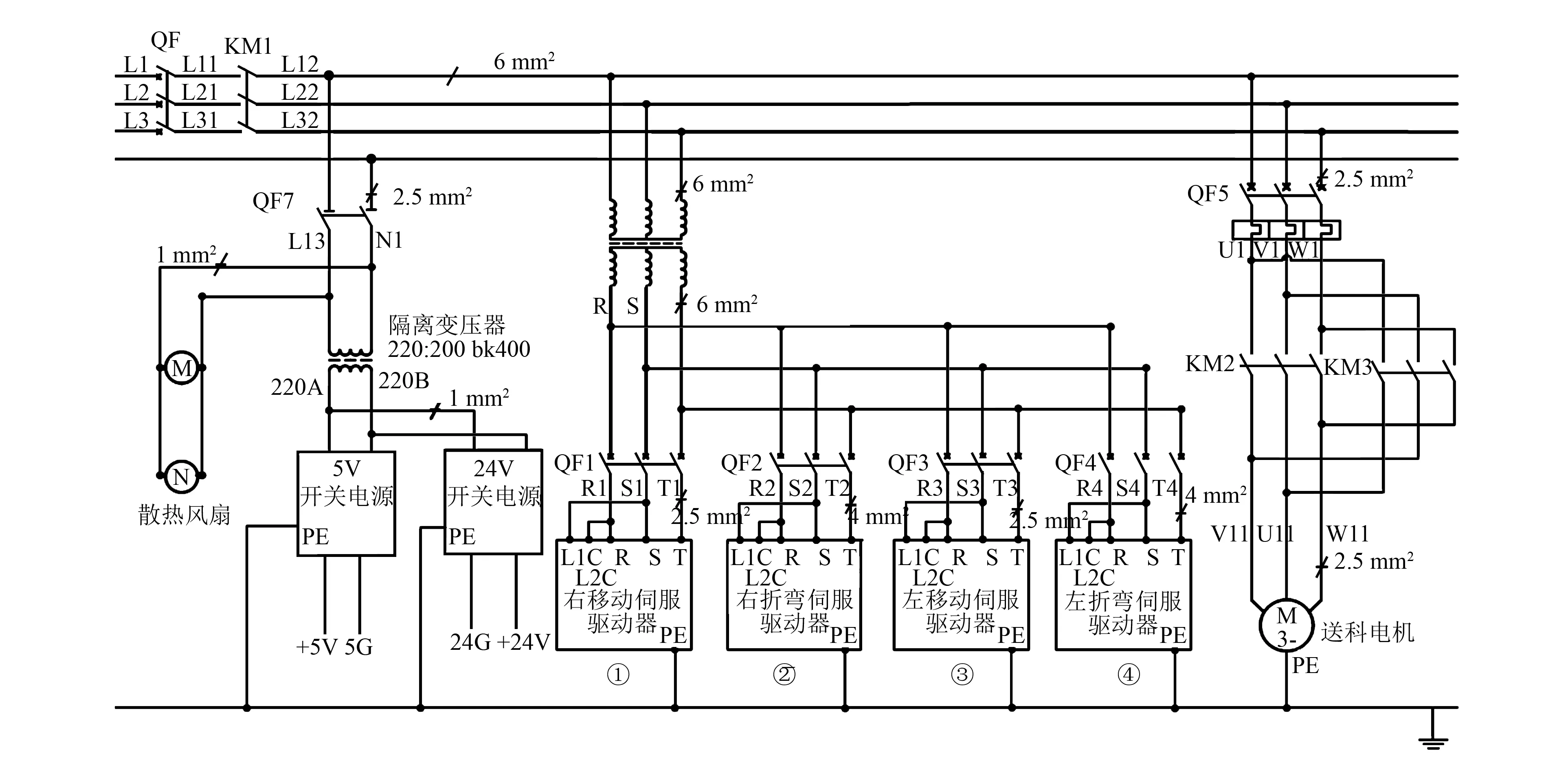
图3 钢筋弯曲机接线原理图
3 程序编写和伺服驱动器PID控制算法
控制系统的设计核心是程序的编写,因此,高质量的程序设计显得尤为重要,可以提高机构运动性能并且使机构更加平稳,从而让人操作起来更加方便和安全。
3. 1 程序的模块化设计
本伺服电机控制设计在生产流水线上是连续、稳定的,为了使各动作不会相互干扰,程序采用模块化来设计,将不能相互干扰的动作用模块的方式隔离,让程序能紧凑有效的执行。根据动作顺序流程图的要求,将程序划分为:初始化、主程序、手动、行程换算、零位调整、测试等模块。
3. 2 梯形图设计
梯形图语言沿袭了继电器控制电路的形式,通过简化常用的继电器与接触器逻辑控制符号转化而成的,方便电气技术人员的学习和实际应用,是一种运用最广泛的PLC的编程语言。该系统用的是上海电器科学研究所的VPC系列PLC,自动控制程序部分梯形图如图4所示。
图4中,Network75-77是弯曲机行走功能部分梯形图,Network78-80为弯曲机弯曲钢筋功能部分梯形图。
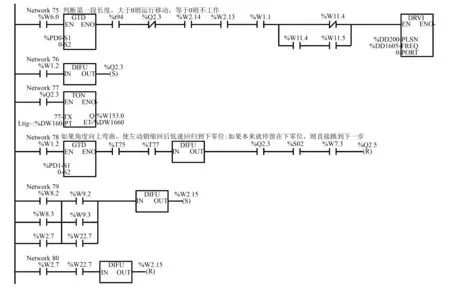
图4 行走及弯曲功能部分梯形图
3. 3 伺服驱动器PID控制算法
由于实际转速与给定转速的差值,即存在“偏差”,因此驱动器需按照一定的计算方法调整相应的电压供给,如此反复,直到达到给定转速。这里介绍PID控制算法。PID调节器的控制规律为
u(t)=

式中:Kp——系统的比例系数;
TI——系统的积分常数;
TD——系统的微分常数;
u0——系统的控制常量。
PLC控制是一种采样控制,为了计算控制量,需要获得采样时刻的偏差值,并不是连续输出控制量,而是通过离散的方式,进行离散控制。根据以上所述的特点,因此不能直接使用式(1)中的积分和微分项,需要进行离散化处理。处理的秘诀是:用n作为采样序号,用m作为采样周期,则连续时间t=mn,利用求和的方式求积分,微分则用增量替代,利用近似变换:
t≈mn(n=0,1,2,…)(2)
式(4)中,将e(mn)简化成en。将其代入式(1),可获得离散的PID表达式
u(n)=

式中:u——第n次采样时刻的计算机输出值;
n——采样序号,n=0,1,…,n;
en——第n次采样时刻输入的偏差值;
en-1——第n-1次采样时刻输出偏差值;
u0——原始初值;
Ki——积分常数,Ki=KpTIm;
Kd——微分常数,Kd=Kpdm/m。
为了使定位的精确度越高,需要采样周期足够小,这样计算结果越精确。
3. 4 触摸屏界面设计
通过图形自生成技术实现钢筋弯曲控制的人机界面更人性化。人机界面即触摸屏,通过ModbusRTU协议或以太网与PLC控制系统进行数据交互。人机界面可实现设备I/O状态监视;设备手自动操作;产品配方存储,可保存多达500种常见产品配方;特别是具有钢筋弯曲图形自动生成技术,只需操作工在触摸屏中输入钢筋弯曲的各个边长及角度,显示屏中会自动生成所需的图形。
4 误差分析
该设备调试成功后,在现场测得数据如表1所示。
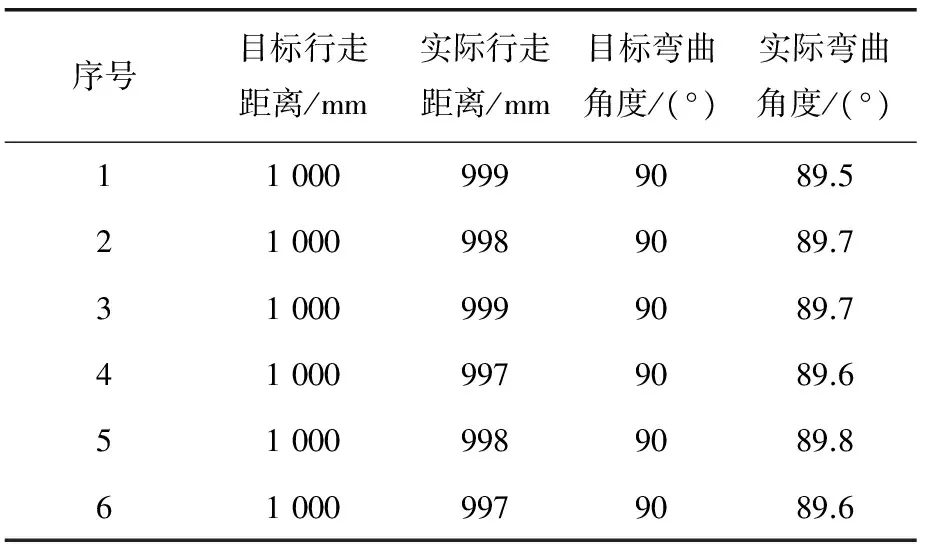
表1 钢筋弯曲机误差检测数据表
由表1数据可知,行走距离满足误差小于等于5 mm的国家标准,弯曲角度满足误差小于等于1°的要求。说明此钢筋弯曲机满足生产需求。本伺服电机控制设计能达到实际应用的要求。
5 结 语
本文所设计的钢筋弯曲机能达到工作要求,运行平稳,生产的产品精度、斜度等其他工艺要求也都能达到预期要求。该钢筋弯曲机通过PLC控制伺服电机来实现自动化,同时利用触摸屏使工作人员操作更加方便与简单,从而提高了自动化水平和生产率,并更加注重了生产的安全性。
[1] 周永志,袁少帅.PLC实现机器人的自动控制[J].机电一体化,2010(1): 68-70.
[2] 王永华.现代电气控制及PLC应用技术[M].北京:北京航空航天大学出版社,2005.
[3] 柏才行,孟遂民,何娇娇.一种多功能钢筋弯曲机的结构设计[J].三峡学报(自然科学版),2012,34(4): 72-76.
[4] 施林康.钢筋弯曲机[J].建筑机械化,1985(2): 21-23.
[5] 席巍.人机界面组态与应用技术[M].北京:机械工业出版社,2010.
[6] 万百五.控制论创立六十周年[J].控制理论及应用,2008,25(4): 597-602.
[7] 上海电器科学研究所(集团)有限公司.VPC系列可编程逻辑控制器 使用手册[Z].2015.
[8] 舒迪前,李春涛,尹怡欣.具有二次型性能指标的单神经元自适应PID控制器及其应用[J].电气自动化,1997,19(1): 4-7.
DesignofServeMotorControlinaConcrete-BarBending
HULianghui1,2,DUPengfei1,2,YOUDe2
[1. University of Shanghai for Science and Technology, Shanghai 200093, China;2. Shanghai Electrical Apparatus Research Institute (Group) Co., Ltd., Shanghai 200063, China]
In order to improve the security and reliability in the process of producing steel, a servo motor control design of reinforced bending equipment was provided, which include PLC control unit, servo motor, bending servo motor, solenoid valve, cylinder, signal acquisition unit and a touch screen. The signal acquisition unit included the photoelectric switch, magnetic switch and the switch button of the bending equipment. The servo motor control strategy was implemented by PLC controller motion control technology and data processing technology to realize the full digital control equipment, where servo control technology was used to achieve the accurate and efficient movement of the equipment and the energy saving in the process of production. A more humanized operation interface was included for easy operation and bending accuracy. The system accomplished not only high efficiency, energy-saving, but also considerable reduction of the labor intensity and the rejection rate, whereby lowers the cost.
reinforcementbending;servomotor;touchscreen
胡良辉(1992—),男,研究方向为精密仪器控制。
杜鹏飞(1985—),男,研究方向为工业自动化控制。
尤 德(1989—),男,研究方向为工业自动化控制。
TM 301.2
A
1673-6540(2017)12- 0043- 04
2017 -03 -02
猜你喜欢
微特电机(2020年11期)2020-12-30
装备制造技术(2019年12期)2019-12-25
电子制作(2018年17期)2018-09-28
知识就是力量(2018年7期)2018-07-11
通信电源技术(2018年3期)2018-06-26
成都工业学院学报(2017年2期)2017-06-28
电子制作(2016年15期)2017-01-15
工业设计(2016年6期)2016-04-17
制造技术与机床(2015年10期)2015-04-09
河南科技(2014年12期)2014-02-27
