
精铣叶根的叶片测频问题分析与对策
2018-01-05 03:06向志杨谢鸿刘光耀冷进明包兴进
东方汽轮机 2017年4期
向志杨,谢鸿,刘光耀,冷进明,包兴进
(东方汽轮机有限公司,四川 德阳,618000)
精铣叶根的叶片测频问题分析与对策
向志杨,谢鸿,刘光耀,冷进明,包兴进
(东方汽轮机有限公司,四川 德阳,618000)
文章主要针对精铣加工叶根后,对引起测频叶片的频率值偏低的原因进行了分析。为验证分析结论的正确性,进行了相关验证试验,最终指出影响精铣叶根的叶片频率值偏低的主要因素,并针对这些主要影响因素,提出相应解决对策。
精铣,叶根,叶片,测频,对策
1 问题背景
为提高叶片叶根加工效率,降低加工成本,将叶片叶根磨削加工方式改成用铣削加工方式进行,该工艺方案简称 “以铣代磨”。以型线号为G4.34的叶根为加工对象,在实施 “以铣代磨”工艺过程中,出现以下问题。
采用精铣加工叶根型线的叶片,对其进行装配振动频率测试,部分频率不达标。经喷丸处理后,测频合格率明显提高,但仍有少部分测频不合格。测频不合格的叶片,采用磨削修整,测频满足要求。
2 原因分析
2.1 因铣削力影响使叶根对称度变差
铣削加工时装夹方式如图1所示,先将叶片放入夹具中,侧面螺钉预压紧,再用上面两个压板压紧,分别从叶根上侧和下侧走刀切削,因装夹刚性有限,分别从上、下两侧铣削时,铣削力作用使叶根远离铣刀,但上、下两侧偏移量不同,造成叶根相对中心对称度精度降低。
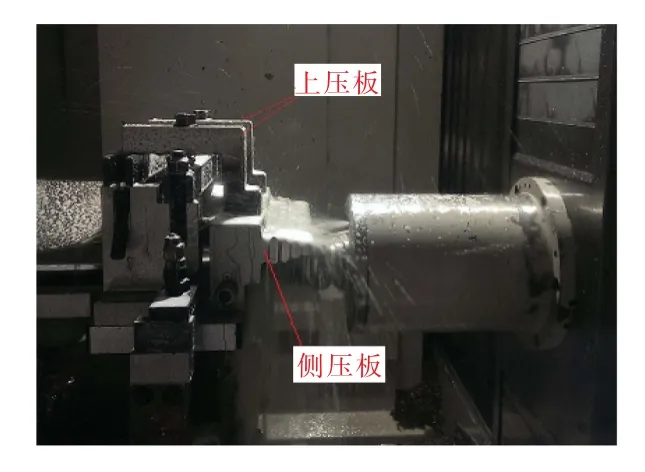
图1 铣削工况

图2 磨削装夹
精铣参数为:n=530 r/min,F=90 mm/min,切削余量ae=0.3 mm,切削深度方向为整个叶根型线同时参与切削。
磨削时装夹方式与铣削类似,见图2,进刀方式也与铣削一致。精磨时切削参数为:vc=16 m/s,F=96 mm/min,切削余量ae=0.05 mm,切削深度为整个叶根型线同时参与切削。
由其切削参数可见,精铣加工余量较大,铣削力对叶根变形影响可能性较大。
2.2 叶根表面形貌不同影响测频值
2.2.1 不同表面形貌对接触刚性影响
理论分析:主要考虑工件表面形貌不同,叶片装在测频工装上,在一定压紧力 (相当于转子旋转过程中的离心力)作用下,叶根与轮槽接触,见图3[1]。压紧后叶根与测频工装安装面接触,接触形貌和面积大小将会影响叶片与测频工装的接触刚性[2],进而影响了测频值。

图3 叶根与轮槽安装接触情况
叶根
测频工装
(轮槽)
不同加工方式叶根表面状况不同,磨削、铣削后喷丸、铣削叶根表面形貌放大150倍后进行对比,见图4。

图4 不同加工方式叶根表面形貌
由图4可见,经对加工表面放大150倍观察,磨削叶根表面相对最均匀平整。喷丸处理表面次之,虽然表面有凹坑,但表面比铣削表面均匀。铣削表面有相对较深沟槽,且纹路不均匀。与测频工装轮槽表面接触,铣削叶根的接触面积最小,接触刚性最低,且因其不均匀,接触刚性分散度应该更大。
2.2.2 不同加工方式的叶片频率测试与分析
经2.2.1中理论分析,为证实其推论,分别进行了如下实验对其加工的叶片进行测频分析。
(1)磨削与铣削加工叶根的叶片测评值分析
随机抽查了铣削与磨削叶根的叶片,对其测频时压紧方式采用下顶紧,测量结果见表1。
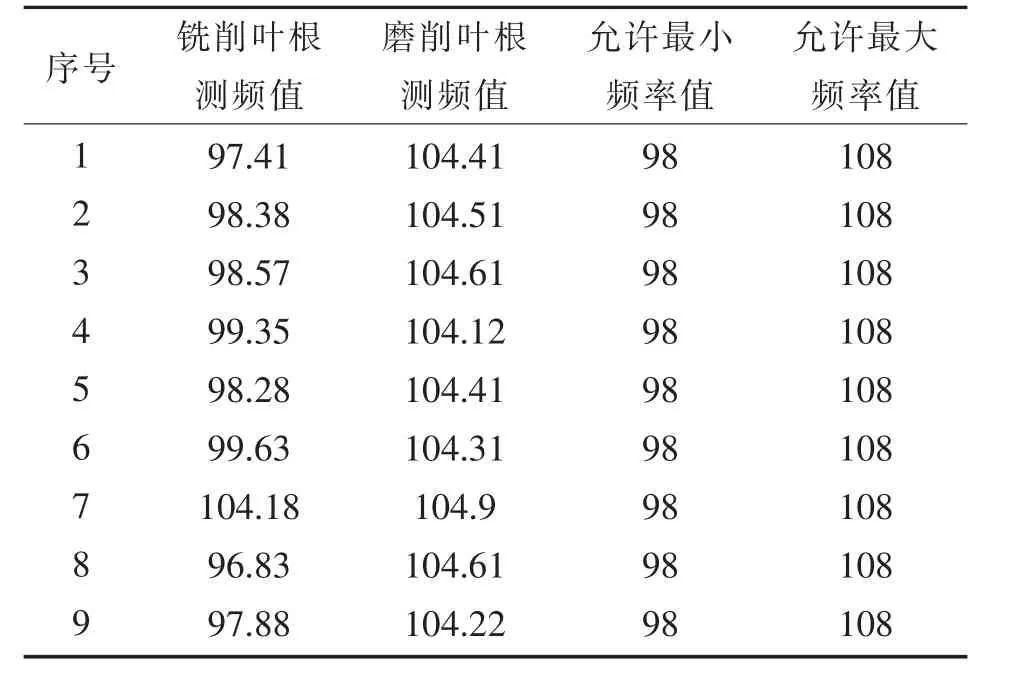
表1 铣削与磨削叶根的叶片频率测试值

图5 铣削与磨削加工叶根叶片的测频值对比
由表1数据绘制出图5对比曲线图可见,磨削叶根的叶片频率值稳定,而铣削加工的频率值较分散,变化相对较大。这与2.2.1推论相符,证实了均匀表面对叶片测频有利。
(2)铣削叶根喷丸前后测频值对比
另一组对比数据也可对此原因分析有一定支持作用:就是精密铣削后叶片测频不达标,经过喷丸处理,多数达标,部分测试数据见表2,由表2数据绘制出如图6所示的对比曲线图。
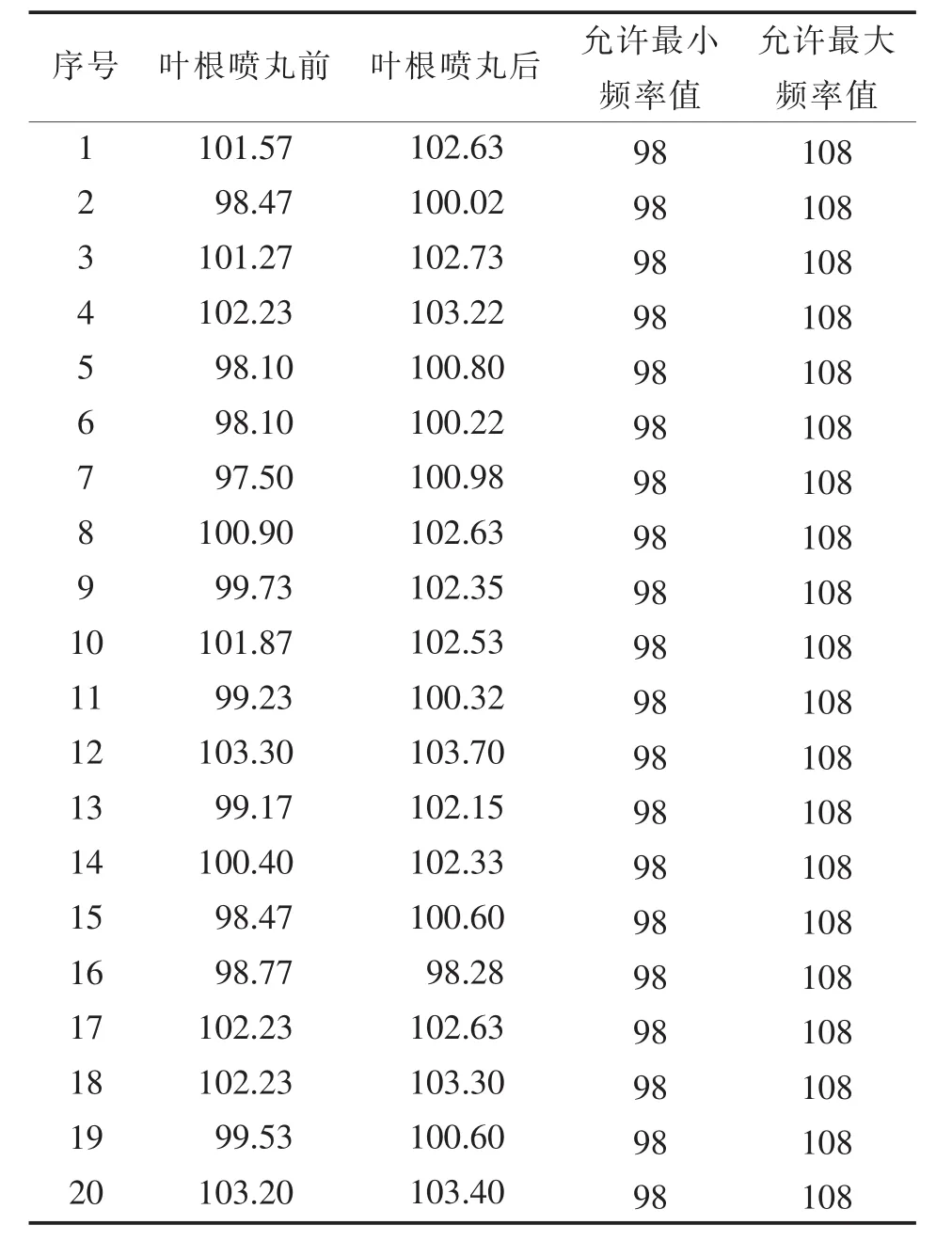
表2 铣削叶根部分喷丸前后测频值对比表

图6 喷丸前后测频对比
由图6可见,喷丸前后其振动频率值有一定改变,喷丸后频率值稍有提高,且相对分散度小些,即喷丸后叶片频率值变化相对小些。虽然喷丸前后对叶根表面微观组织及应力状态有改善作用,更大的是对工件表面形貌影响 (见图4)。表面微观组织和应力状态对叶根测频的影响可以忽略,由此推论,叶根表面形貌的改变影响叶根与测频工装的接触状态从而影响测频不合格率,与推论一致。
3 结论和对策
通过上述对叶片测频频率值偏低的问题分析,得出以下结论:
采用铣削加工方式加工的叶根,其型线精度均满足设计技术要求,但部分叶片频率值相对设计值稍偏低。经测量与分析,造成铣削叶根叶片频率值偏低的主要因素是叶根与测频工装接触强度相对标准值偏低,在叶根型线精度满足要求的条件下,影响接触强度主要因素是叶根表面质量。
为提高叶根表面质量,满足测频设计要求,建议从以下几方面对铣削工艺进行改进:
(1)改进叶根装夹方式提高装夹刚性,以减小铣削力对叶根变形影响。
(2)减小精铣余量,以减小铣削力对叶根变形影响。
(3)通过试验,适当提高切削速度,降低进给量,提高叶根表面质量。
[1]黄小波,王敬.非接触测量技术在叶根应力测试中的应用[J].东方汽轮机,2015,(2):53-55.
[2]许本文,焦群英.机械振动与模态分析基础[M].北京:机械工业出版社,1998.
Analysis and Countermeasure of Blade Frequency Measurement in Finish-milling Blade Root
Xiang Zhiyang, Xie Hong, Liu Guangyao, Leng Jinming,Bao Xingjin
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
In the paper,the reasons were analyzed which the measure frequency was lower than the standard relevant validation experiments.In order to verify the correctness of the analysis conchcsion,the relevant verification test was carried out.Finally,the key factors that affected the low frequency value of the finish-milling blade were pointed out,and the corresponding contermeasure were put forward according to the main influencing factors.
finish-milling,turbine blade root,blade,measure frequency,countermeasure
TH16
B
1674-9987(2017)04-0039-03
10.13808/j.cnki.issn1674-9987.2017.04.009
项目说明:国家科技支撑计划,项目名称——面向大型汽轮机及发动机等关键零部件制造的数字化车间
项目编号:2015BAF02B00
向志杨 (1982-),男,硕士,2009年毕业于东北大学机械制造及自动化专业,现主要从事工艺技术研究工作。
猜你喜欢
柳州职业技术学院学报(2021年6期)2022-01-26
中国核电(2021年4期)2021-08-25
表面技术(2021年4期)2021-05-08
遥测遥控(2020年3期)2020-09-17
机械工程师(2020年6期)2020-07-14
科学技术创新(2020年6期)2020-04-18
热力透平(2019年4期)2019-12-18
电子技术与软件工程(2017年24期)2018-01-17
新技术新工艺(2016年11期)2016-12-14
西南交通大学学报(2016年6期)2016-05-04
