
油田废旧射孔枪修复再制造技术
2018-01-03 07:42靳朋礼庄明辉牟立婷郭士强李慕勤
电焊机 2017年9期
马 振,靳朋礼,庄明辉,牟立婷,王 军,郭士强,李慕勤
(1.佳木斯大学 材料科学与工程学院,黑龙江 佳木斯 154007;2.佳木斯大学 药学院,黑龙江 佳木斯 154007;3.大庆高新区北油科技有限公司,黑龙江 大庆 163000)
油田废旧射孔枪修复再制造技术
马 振1,靳朋礼1,庄明辉1,牟立婷2,王 军1,郭士强3,李慕勤1
(1.佳木斯大学 材料科学与工程学院,黑龙江 佳木斯 154007;2.佳木斯大学 药学院,黑龙江 佳木斯 154007;3.大庆高新区北油科技有限公司,黑龙江 大庆 163000)
射孔完井是目前国内外使用最广泛的一种完井方法,目前射孔枪管通常为一次性使用,一旦经过射孔作业,多数做报废或降级处理,造成很大的浪费,因此对射孔枪进行再修复制造十分必要。通过对射孔枪管体的结构分析,开发设计了射孔枪体和补贴片的新结构,采用焊条电弧焊打底,φ(Ar)80%+φ(CO2)20%气体保护焊填充和盖面,模拟实际井下条件检测射孔枪管耐压性。结果表明,优化的废旧射孔枪管体结构和补贴片的设计使接头焊接质量达到设计要求指标。
射孔枪管;盲孔;补贴片;焊接工艺
0 前言
近年来,优化开采动态和提高油气采收率引起人们的广泛关注,射孔技术是其中的关键技术[1-3]。射孔作业的成败直接关系到油井出油率的高低,射孔枪则是保证成功射孔的重要工具之一[4]。针对现有射孔枪增加炸高难度较大的问题,出现了一种新型的内盲孔射孔枪,孔枪可行性较高,与外盲孔射孔枪相比,可有效提高穿透深度[5]。目前,油田射孔枪大都是从欧美进口,价格较贵,每米约600元。且射孔枪管通常为一次性使用,一旦经射孔作业,多数做报废产品或降级使用,浪费很大,若能将射孔枪修复再制造,达到性能等级而重复利用,意义重大[6]。按70%修复率,修复后的射孔枪拟定300元/米计算,每年可节约成本近千万元,提高利用效率,降低施工成本[7]。
1 射孔枪管子修复设计特点
1.1 射孔枪管材
实验材料为油田废旧的射孔枪管。选用判废处理的射孔枪若干根并截成带有单一盲孔的若干节,要求每小节枪身试样盲孔周围无爆破裂纹,表面无严重腐蚀、锈蚀。射孔枪管材为中碳调质钢35CrMo,直径180 mm,长度2 000 mm。射孔作业后的枪管如图1所示,射孔眼分布在整个枪管的表面,排列不规则,孔径大小不等,35CrMo钢的化学成分见表1。

图1 枪管射孔示意

表1 35CrMo钢的化学成分 %
1.2 枪管修复设计要求
一根完好的射孔枪中间截断并在断口处加工出焊接坡口,补好的盲孔试样放在两截射孔枪中间并将两端分别焊接在一起,将带有试样的盲孔枪的两端与水压检测装置装配好,启动打压泵,水被注入到射孔枪内进行打压,在50 MPa、稳压30 min后观察。盲孔枪要求无渗漏和泄漏现象,枪体没有变形,修复的盲孔承压能力满足设计要求。
2 射孔枪管体拆解与结构设计
2.1 枪管的拆解与清理
按管材规格分类后,放入液压自动拆解设备中进行拆解工序,夹层枪枪管体与内部中心管分离。射孔作业后的枪管通常附有一层厚厚的原油和沙土等形成的污垢,施焊前要彻底清除,而后进行管体表面喷砂处理,露出金属光泽。坡口采用机械加工,坡口处不得出现油漆、油,焊口要求平整,无凹坑、凸起等。
2.2 坡口的设计和加工
射孔枪外径180mm,内径150mm,壁厚25mm。为了满足设计要求,达到射孔作业的效果,修复时采用特殊的结构形式,将废旧射孔枪上的孔加工成30 mm,结构尺寸如图2所示。
为便于补贴片的加工和制造,选用强度等级较低的Q345钢板,采用特种钻具或专业铣床将盲孔枪上原有的盲孔进行加工扩充,如图3所示,直径28 mm,并在中心外侧开 5 mm×5 mm×5 mm×5mm雪花人造裂纹,宽度0.3mm,深度1mm。内侧开凹槽(半径9.1mm,弧长8.28mm)。补贴片厚度5mm。补贴片进行内凹槽,外部雪花人造裂纹处理。凹槽使射孔弹能定向炸穿,有导向作用。人造雪花裂纹及凹槽能使盲孔在射孔过程中容易穿透,射孔枪与补贴片焊接时不焊透,为射击穿枪管创造条件,提升采油率。
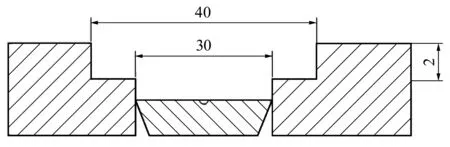
图2 坡口结构和补贴片示意

图3 补贴片示意
3 枪管修复焊接工艺
经射孔作业后的枪管常常附有一层厚厚的由原油及沙土等形成的污垢,在施焊前须彻底清除,并清除坡口及附近的油污锈,使之露出金属光泽;采用钻床加工的坡口、车床上加工的补贴片,难免会沾上油污,可用化学清洗剂清洗,清洗后立即晾干,然后焊接。
管材35CrMo与补贴片Q345异种钢焊接,物理性能、焊接性差别较大,焊接困难。为使焊缝接头满足设计要求,采用“过渡匹配”原则,选用J507R焊条打底、焊丝ER55-G填充和盖面。焊条经350℃×2h烘干,放入150℃保温筒内保温,随用随取。焊条烘干后在保温筒内超过4 h后应重新烘干,烘干次数不宜超过2次。
管材35CrMo与补贴片Q345焊接,35CrMo淬硬倾向较大,制定异种钢焊接工艺时以焊接性差的钢材为基准。为减小淬硬倾向和避免冷裂纹的产生,焊前采用履带式加热器须对射孔枪管体进行150℃预热。
射孔枪的修复焊接工艺:焊条电弧焊时焊接电流 90A,φ(Ar)80%+φ(CO2)20%气体保护焊时焊接电流为180 A,电压24 V,直流反接。焊后需对射孔枪枪管进行及时缓冷处理,焊后热处理温度为500℃,保温时间2 h,降低冷却速度,减小焊接应力作用,以保证焊接接头的组织和性能。
4 射孔枪焊接和检测
4.1 射孔枪焊接
采用上述焊接工艺,将管材35CrMo与补贴片Q345装配焊接,焊接热处理后采用打磨机或砂轮加工,将焊缝余高打磨平,保持与原射孔枪管同高同弧度,并使表面光滑。
4.2 水压检测与分析
将一根完好的射孔枪从中间截断并在断口处加工出焊接坡口,把补好的盲孔试样放在两截射孔枪中间并将两端分别焊接在一起,将上述焊好的带有试样的盲孔枪进行水压检测。将带有试样的盲孔枪的两端与水压检测装置装配好,如图4所示,启动打压泵,水被注入到射孔枪内进行打压,打压过程中分两级加压,第一级加压到40 MPa,稳压5 min观察现象,盲孔枪完好无渗漏与泄漏现象;第二级加压是在第一级加压到40 MPa的基础上再次加压到50 MPa,稳压10 min后观察现象,盲孔枪依然完好、无渗漏与泄漏现象,修复后的盲孔承压能力满足实验要求,盲孔打压检测实验成功。
4.3 模拟井射孔检测和分析
修复后的盲孔枪在实际使用之前,还要经过模拟井射孔检测。在井温50℃、井压10 MPa的模拟井上,采用单发装药量为37.7 g的SL52YD-1型射孔弹,总装弹数量32发,实验结果如表2所示。由表2可知,本实验获得的性能指标均满足标准或设计要求,修复后的射孔枪满足油田环境的使用要求。

表2 枪管模拟井射孔试验结果
5 结论
(1)盲孔加工形状应加工成带有肩的新制造孔眼,并带有坡口,此结构容易装配,贴片根部与肩故意不焊透,在满足强度的基础上为击穿射孔创造条件。补贴片Q345加工形状为表面带花纹,内侧带有凹槽,提高射孔率。
(2)采用盲孔与补贴片Q345的结构与制造工艺和焊接工艺规程进行焊接修复的射孔枪管,经焊接分析、焊后检测、耐温耐压和模拟井射孔实验检测后,其质量完全达到设计要求指标,证明本实验修复工艺切实可行,修复后的射孔枪可以在油田油井环境下使用,满足使用质量要求。
[1]谢克特.油井增产技术[M].刘德铸,等译.北京:石油工业出版社,2003:151-170.
[2]张昭,刘亚丽,胡海飞,等.射孔枪射孔过程数值模拟及参数控制[J].塑性工程学报,2008,6(15):151-156.
[3]李臣,张国华,孔令海,等.内盲孔射孔器在吉林油田的应用[J].国外测井技术,2008,23(1):19-21.
[4]刘良,苏督芳.油田井用射孔枪[M].北京:石油工业出版社,1993.
[5]孙剑波,王娟,杜远宗.优化射孔技术的研究及应用[J].油气田地面工程,2003,22(8):55-58.
[6]李保民,赵大华.复合射孔技术在长庆油田的应用效果[J].石油勘探与开发,2005,32(1):103-104.
[7]刘河秀,张伟民.增效射孔工艺技术现状及发展[J].测井技术,2003,27(5):437-440.
Repair and remanufacturing technology of oilfield waste perforating gun
MA Zhen1,JIN Pengli1,ZHUANG Minghui1,MU Liting2,WANG Jun1,GUO Shiqiang3,Li Muqin1
(1.College of Materials Science&Engineering,Jiamusi University,Jiamusi 154007,China;2.College of Pharmacy,JiamusiUniversity,Jiamusi 154007,China;3.Daqing High-tech Zone North Oil Tech.Co.,Ltd.,Daqing163000,China)
Perforated completion has been widely applied in oilfields at home and abroad.But the perforating barrel is usually single-use,once after perforating operation,most of them will be scraped or demoted,which causes great waste,so it is very necessary to repair and remanufacture the perforating gun.A new structure is designed for perforating gun and subsidies piece based on barrel structure analysis andtheoreticalcalculation.Takingmanualarc welding as backing welding,φ(Ar)80%+φ(CO2)20%gas shielded welding asfillandcosmetic welding,and the pressure resistance of perforating gun barrel is detected by simulating actual working conditions.The results show that the optimized scrap perforating gun barrel structure and subsudies piece make the quality of welded joints completely meet the design and technology demands.
perforation casing;blind hole;allowance slice;welding procedure
TG44
B
1001-2303(2017)09-0095-03
10.7512/j.issn.1001-2303.2017.09.20
本文参考文献引用格式:马振,靳朋礼,庄明辉,等.油田废旧射孔枪修复再制造技术[J].电焊机,2017,47(09):95-97.
2017-04-29
黑龙江省大学生创新创业训练计划项目资助(2014xj11)
马 振(1983—),男,讲师,在读博士,主要从事焊接及材料表面改性的研究。E-mail:jmsdxmz@163.com。
李慕勤,女,教授,E-mail:jmsdxlimuqin@163.com。
猜你喜欢
化工管理(2021年7期)2021-05-13
装备制造技术(2020年4期)2020-12-25
科学技术创新(2020年10期)2020-01-05
测井技术(2019年4期)2019-12-25
轻兵器(2018年3期)2018-04-03
印制电路信息(2015年6期)2015-12-30
兵工学报(2015年12期)2015-09-18
中国海上油气(2015年3期)2015-07-01
印制电路信息(2015年3期)2015-02-05
油气田地面工程(2014年10期)2014-03-08
