
防护钢的焊接冷裂纹敏感性研究
2018-01-03 07:42
电焊机 2017年9期
(三一重工股份有限公司,湖南长沙410100)
防护钢的焊接冷裂纹敏感性研究
邓才智,陈 欣
(三一重工股份有限公司,湖南长沙410100)
通过冷裂纹敏感指数计算、焊缝接头硬度试验和斜Y型坡口试验,分析防护钢板的焊接冷裂纹敏感性。结果表明,防护钢板冷裂纹敏感指数Pcm=0.329%,不产生冷裂纹的预热温度为172℃。在常温和预热172℃条件下,热影响区的最高硬度分别为475 HV和310 HV;斜Y型坡口试验在室温条件下焊接时,焊缝表面裂纹率为0,平均断面裂纹率为10.5%,在172℃预热条件下焊接时,焊缝表面和断面裂纹率均为0。
防护钢板;预热;焊接冷裂纹敏感性
0 前言
防护钢板具有高强高硬的特点,主要应用于防护车辆结构件。防护钢一般属于低合金钢,母材容易淬硬,在未采用预热保温以及缓冷等措施下焊接,冷却速度较快,热影响区容易产生马氏体组织。马氏体硬而脆,当焊缝接头氢含量较高以及焊接应力较大时,容易产生冷裂纹。根据产品的结构特点和实际工况,焊缝正面不承受较大的冲击力,其主要功能是保证母材受到冲击后仍然能保持可靠的连接,因此要求焊缝接头具有较高的焊接强度和冲击韧性[1]。张元杰等人[2]以及张录鹤[3]分别通过焊接热模拟试验、斜Y型坡口试验等方法研究了Q890、700 MPa低合金高强钢的抗冷裂纹敏感性,但是国内针对1 000 MPa以上的低合金高强钢研究甚少。为了有效评价这种超高强度防护钢板的焊接可行性,通过冷裂纹敏感指数计算、热影响区最高硬度和斜Y型坡口试验,分析防护钢板焊接热影响区的冷裂纹敏感性。
1 试验材料和方法
1.1 试验材料
试验采用厚度为8 mm的防护钢,母材化学成分和力学性能如表1、表2所示。
1.2 试验方法
1.2.1 斜Y型坡口试验
试验按照GB4975.1规定进行[4]。采用MAG焊,保护气体为 φ(Ar)98%+φ(O2)2%,采用直流反接,焊接电流为200±10 A,电弧电压为26±2 V,焊接速度为300 mm/min,热输入量小于等于1.2 kJ/mm。采用瑞典ESAB公司研制的实心焊丝OK16.95,其化学成分及熔敷金属的力学性能如表3、表4所示。试验分两部分进行,即室温下施焊和预热条件下施焊。预热温度根据理论结果计算。

表1 防护钢板的化学成分%

表2 防护钢板的力学性能

表3 实心焊丝OK 16.95的化学成分%

表4 熔敷金属的力学性能
1.2.2 焊缝接头硬度试验
按照GB/T 27552规定取样,对横截面经粗磨、抛光后,使用4%的硝酸酒精腐蚀,并用Olympus金相显微镜观察热影响区附近的金相组织,然后用Wilson显微硬度计测试焊缝区、热影响区和母材附近的硬度,每隔0.5 mm进行取样。
1.2.3 冷裂纹敏感指数
一般认为,单纯以合金元素含量来评定钢的冷裂纹敏感性是片面的,必须加入板厚、扩散氢、拘束度等因素。贾坤宁等人[5]指出,当钢板化学成分冷裂纹敏感系数Pcm≤0.2%时,防止冷裂纹的预热温度可以不超过50℃。若考虑焊缝金属中扩散氢含量和不同板厚的影响,在Pcm指数的基础上进一步得到Pc指数。根据Pc可计算不产生冷裂纹的预热温度To
式中 Pcm为钢的化学成分冷裂纹敏感指数;Pc为焊接冷裂纹敏感指数(单位:%);[H]为焊丝焊缝扩散氢含量(单位:ml/100g);t为钢板厚度(单位:mm);To为防止产生焊接冷裂纹的预热温度(单位:℃)。
2 试验结果及分析
2.1 冷裂纹敏感指数
根据防护钢的化学成分,计算结果如表5所示。

表5 Pcm、Pc和焊前预热温度To
结果表明,防护钢板的Pcm为0.329%,大于0.2%,具有一定的冷裂纹敏感性,在焊接过程中需要进行预热处理,并尽量采用能够形成低氢焊缝的焊接材料和工艺方法,以降低钢板的焊接冷裂纹倾向。表5中To计算出的温度是以斜Y坡口对接裂纹试验结果为依据,其他接头形式只作参考,不能直接套用。
2.2 斜Y型坡口试验结果
试板焊接完毕48 h后,检测焊缝表面裂纹。首先用肉眼观察焊缝表面,第一组和第二组焊缝根部均没有发现裂纹。然后采用着色渗透法分别检测焊缝表面,没有发现裂纹。结果表明:在室温条件下焊接时,焊缝表面裂纹率为0,平均断面裂纹率为10.5%;在172℃预热条件下焊接时,焊缝表面及断面裂纹率均为0,具体如表6所示。断面的金相组织如图1所示。

表6 斜Y型坡口焊接裂纹试验结果
2.3 焊缝接头硬度试验结果
焊接接头的硬度分布曲线如图2所示。由图2可知,在室温条件下,焊缝热影响区接头的硬度梯度曲线大致呈现以焊缝中心线对称分布。接头硬度值约为200~475 HV,焊缝中心的硬度最低,随着与焊缝中心距离的增加,硬度明显上升。但在热影响区距焊缝中心约6 mm处出现硬度最低值。而经过预热处理后,热影响区的峰值硬度下降为310 HV,并出现软化,HAZ宽度增加。证明在适当的预热温度下可以进一步降低焊接冷裂纹敏感性。
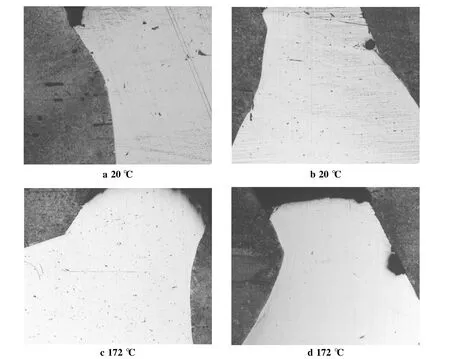
图1 不同预热温度下斜Y型坡口焊接裂纹试样断面形貌

图2 焊接接头的硬度分布曲线
冷裂纹的产生主要取决于三个因素:热影响区组织、扩散氢含量和接头的拘束应力。氢是焊接冷裂纹产生的主要因素之一,而氢的扩散和聚集需要一定时间,因此冷裂纹的产生具有一定的延迟性。在预热条件下焊接时,焊接接头冷却速度减慢,可以有效避免淬硬组织的出现。预热温度越高,接头冷却速度越缓慢,可供扩散氢逸出的时间越长,导致热影响区的扩散氢含量就越低。同时,预热还能进一步降低接头的残余应力,从而避免焊缝冷裂纹出现[6]。
过热区的金相组织如图3所示,在未预热的条件下,过热区的金相组织为板条状马氏体。而经过172℃预热,过热区的金相组织为上贝氏体和少量的针状、块状铁素体。这表明预热处理后,过热区组织中发生了过冷奥氏体向贝氏体的转化过程。
3 结论
(1)防护钢板的冷裂纹敏感指数为Pcm=0.329%,具有一定的冷裂纹倾向,不产生冷裂纹的理论预热温度为172℃。
(2)在室温条件下焊接时,焊缝表面裂纹率为0,平均断面裂纹率为10.5%,在172℃预热条件下焊接时,焊缝表面和断面裂纹率均为0。
(3)经过172℃焊前预热后,焊缝热影响区的最高硬度明显下降,冷裂倾向减小。
预热极大降低了防护钢板的冷裂纹倾向性。焊后不需要热处理,具有较低的焊接冷裂纹敏感性。

图3 过热区的金相组织
[1]谭俊,张勇.装甲钢焊接技术研究进展[J].兵工学报,2013,34(1):115-117.
[2]张元杰,彭云,马成勇,等.Q890高强钢焊接淬硬倾向和冷裂纹敏感性[J].焊接学报,2013,34(6):53-56.
[3]张录鹤.屈服强度700 MPa级低合金高强钢的焊接冷裂纹敏感性[J].新乡学院学报,2013,30(4):299-301.
[4]GB4975.1-1984.焊接性试验斜Y型坡口焊接裂纹试验方法[S].
[5]贾坤宁,王海东,姜秋月.高强度桥梁钢焊接冷裂纹敏感性研究[J].电焊机,2012,42(2):23-25.
[6]蒋庆梅,陈礼清,许云波,等.一种微合金高强钢焊接冷裂纹敏感性[J].中国科技论文在线,2011,6(2):103-108.
Study on weld cold cracking sensitivity of protective steel
DENG Caizhi,CHEN Xin
(Sany Heavy Industry Co.,Ltd.,Changsha 410100,China)
Theweldcoldcrackingsensitivityofprotectivesteelwasstudiedthroughthecoldcrackingsensitivityindexcalculations,hardness test of heat affected zone(HAZ)and oblique Y-groove cracking test.The results indicate that cold cracking sensitivity index Pcmof steel is 0.329%,preheat temperature that avoid cold crack is 172 ℃;the maximum hardness of heat affected zone at ambient and preheating temperature are respectively 475HV and 310HV;oblique Y-groove test shows that the weld surface crack is 0,the average rate in the crack section is 10.5%at ambient temperature,the surface of welding and section of the crack rates are 0 at 172 ℃.
protective steel;preheating;weld cold cracking sensitivity
TG457.11
A
1001-2303(2017)09-0075-04
10.7512/j.issn.1001-2303.2017.09.15
本文参考文献引用格式:邓才智,陈欣.防护钢的焊接冷裂纹敏感性研究[J].电焊机,2017,47(09):75-77+84.
2016-12-12;
2017-01-04
邓才智(1982—),男,湖南邵阳人,工程师,硕士,主要从事结构件焊接工艺的研究工作。E-mail:cai12.zhi15@163.com。
猜你喜欢
中国金属通报(2022年1期)2022-06-02
中国新技术新产品(2020年6期)2020-06-19
世界有色金属(2019年4期)2019-05-11
中国有色金属学报(2018年2期)2018-03-26
山东工业技术(2017年9期)2017-05-16
焊接(2016年1期)2016-02-27
应用科技(2015年5期)2015-12-09
新闻传播(2015年8期)2015-07-18
肿瘤预防与治疗(2014年2期)2014-11-24
船海工程(2013年2期)2013-06-12
