基于PMC的数控铣床硬件超程改造方法研究
2017-12-28 05:35:39尹智龙
廊坊师范学院学报(自然科学版) 2017年4期
尹智龙
(九江职业大学,江西九江 332000)
基于PMC的数控铣床硬件超程改造方法研究
尹智龙
(九江职业大学,江西九江 332000)
介绍了基于可编程控制(PMC)的数控铣床的超程解决方法,给出了针对FANUC 0iMate-MD系统的数控铣床硬件超程的梯形图。通过实际中出现的超程报警示例,展现了应用可编程方法进行故障诊断的优势。
PMC;数控铣床;FANUC;硬件超程
0 引言
数控铣床在运行过程中有各类故障,其中超程故障报警是非常常见的一种。现在的数控铣床超程保护,有硬件超程和软件超程两种方式。硬件超程指的是机床在运行过程中碰到坐标轴两边的行程开关而出现的超程报警;软件超程指的是机床在运行过程中达到或超出系统设定的行程范围而出现的超程报警。一般数控铣床设置的软件行程极限值比硬件行程要小几毫米,从而起到防止数控铣床与行程开关的机械碰撞和双重极限保护作用。数控铣床的硬件超程大多已经用可编程控制器控制代替纯硬件的电气控制,不仅简化电路,更起到便于故障诊断的作用。文章针对硬件超程PMC设计进行介绍。
1 硬件超程的诊断与解除方法
大多数控铣床有两种硬件超程保护方式:一种是专门的硬件超程信号地址发出超程报警信号,起到超程保护作用;另一种是利用PMC编程,起到超程保护作用。
1.1 系统专门的超程信号地址
500#和501#为数控铣床的专门超程信号地址。当X/Y/Z轴发生正超程时,提示500#报警,当X/Y/Z轴发生负超程时,提示501#报警。
解决方法如下图1所示:

图1 解决专门超程信号的方法
当然,如果出现系统死机机床不动的情况,这种方法无法解除超程报警。此时需要将参数3004#5设定为“0”,再将系统断电用上电重启,进入手动模式可反向移动机床,再将3004#5恢复为高电平“1”,超程报警解除。
1.2 硬件超程可编程控制

图2 XK7146数控铣床硬件限位正方向PMC梯形图
图2和图3所示为FANUC系统的XK 7146数控铣床中硬件正方向超程和负方向超程的PMC梯形图。

图3 XK7146数控铣床硬件限位负方向PMC梯形图
其中F0003为运行方式确认信号,XK7146数控铣床有7种工作方式,分别对应地址F0003.0-F0003.6,对应关系如表1所示。
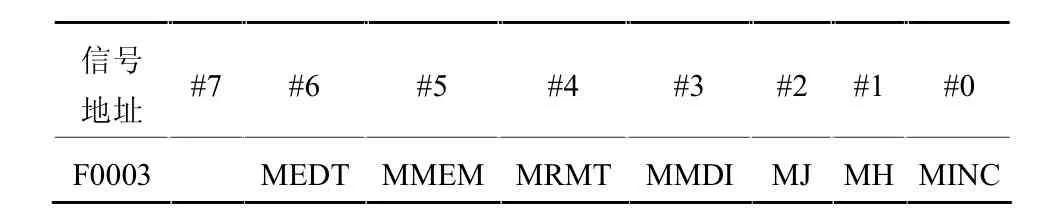
表1 机床运行方式确认信号
F0003.2为手动连续进给工作方式,当机床工作方式为 JOG模式时,F0003.2(MJ)为 1,其常开触点闭合。正常运行时不是JOG模式,F0003.2为0,断开状态。
图中,X0003.0、X0003.2、X0003.4 分别表示 X、Y、Z 轴 正 方 向 的 限 位 信 号 ,X0003.1,X0003.3,X0003.5分别表示X、Y、Z轴负方向的限位信号。大多机床将限位开关的常闭触点与PMC的输入端相接。当没有到达限位时常闭触点导通,PMC对应的各轴限位信号的常开触点读取高电平信号,X0003.0、X0003.2、X0003.4或X0003.1,X0003.3,X0003.5 接通,使得 G114.0、G114.1、G114.2,G116.0、G116.1、G116.2为“1”,表示没有出现超程报警。G114.3和G116.3也是超程报警信号,因XK7146数控铣床只有三个坐标轴,故为了不影响报警显示,将G114.3和G116.3常置为“1”,R9091 为常“1”信号。
图2中,当铣床运行过程中出现X轴正超程时,压下行程开关,X0003.0常开触点断开,G114.0为0,显示X轴正向超程报警。X0001.3表示-X按键,与F0003.2常开触点串联,当系统调至JOG模式时,按下-X按键,机床反向移动,G114.0为高电平,此时X0003.0常开触点恢复高电平,松开-X按键后,G114.0常为“1”,再按下RESET复位按键,报警解除。X0007.6和X0007.5分别表示-Y按键和-Z按键,同理当出现Y轴或Z轴正超程报警时,分析方法类似。
图3中,当铣床运行过程中出现X轴负超程时,压下行程开关,X0003.1常开触点断开,G116.0为0,显示X轴反向超程报警。X0007.4表示+X按键,与F0003.2常开触点串联,当系统调至JOG模式时,按下+X按键,机床反向移动,G116.0为高电平,此时X0003.1常开触点恢复高电平,松开+X按键,G116.0常为“1”,再按下RESET复位按键后,报警解除。X0007.3和X0010.2分别表示+Y按键和+Z按键,同理当出现Y轴或Z轴负超程报警时,分析方法类似。
2 一例假超程报警诊断
某车间数控铣床出现X轴正向超程报警。解决此类故障的过程如图4所示。

图4 故障判定过程示意图
故障现象:出现X轴正向超程报警。
电路分析:在进行故障诊断前应查阅与X轴正向超程报警相关的电气原理图,如图5所示。
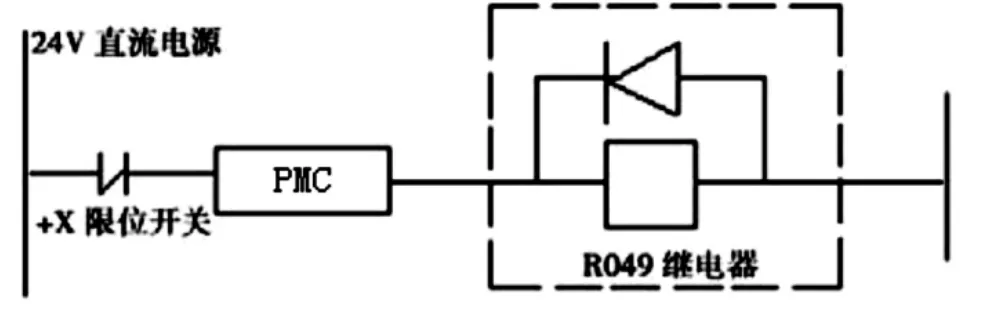
图5 与X轴超程相关的系统框图
+X轴行程开关的常闭触点作为输入信号接入PMC的输入端口,PMC内部程序如图2中第一个网络,R049继电器为+X轴对应的PMC输出端口继电器。此时故障状态为PMC输出端口指示灯不亮(R049继电器断开,呈低电平状态)。
故障分析:分析电路可知,故障点可能为:板上+24V直流供电电源、+X限位开关、PMC的+X限位开关输入端口、PMC输出端口的R049继电器及其连接电缆。
判定方法:打开PMC程序,查询G114.0状态,如状态为“0”则故障出在PMC的输入电路,状态为“1”则故障为PMC的输出电路。查询得出G114.0为高电平,则排除PMC输入电路的故障,故障点可能为PMC输出端口即R049继电器。
确定故障点:用万用表测得发现继电器励磁线圈断路。
解除报警:对应输出信号指示接PMC的另一输出端,更改对应的地址,解除“假超程”故障。
3 结语
本文重点分析基于可编程控制的FANUC 0i Mate-MD数控系统的XK7146数控铣床硬件超程设计,并结合实际故障分析突出PMC控制的优点。通过对XK7146数控铣床PMC梯形图硬件超程分析,阐明了解除超程报警的方法。
[1]虞俊.数控机床超程故障的诊断与解除[J].煤矿机械,2010,(8):255-256.
[2]屈建喜,司昌炼,李麒.两例数控机床超程故障的维修[J].煤炭技术,2010,(11):195-196.
[3]雷楠南,蒋培军.数控机床超程故障分析及维修[J].济源职业技术学院学报,2015,(4):5-9.
[4]宋丽军.F A N U C位置开关在机床超程检测和保护中的应用[J].装备制造技术,2014,(8):194-195.
[5]夏燕兰.P L C在数控机床故障诊断中的应用 [J].电加工与模具,2008,(5):77-79.
Design and Application of CNC Milling Machine Hardware Over-range Solution Based on Programmable Control
YIN Zhi-long
(Jiujiang Vocational University,Jiujiang 332000,China)
This paper introduces the super-range solution of CNC milling machine based on programmable control(PMC),and gives the trapezoidal diagram of hardware of CNC milling machine for FANUC 0i Mate-MD system.In this paper,the advantage of the application programmable method for fault diagnosis is presented.
PMC;CNC milling machine;FANUC;hardware overdrive
TG653
A
1674-3229(2017)04-0040-03
2017-06-17
尹智龙(1982-),男,硕士研究生,九江职业大学讲师,研究方向:机械设计及理论。
猜你喜欢
武汉广播影视(2022年6期)2022-12-28 06:38:12
山西电子技术(2022年1期)2022-02-28 03:30:02
装备制造技术(2020年9期)2021-01-26 00:15:16
军民两用技术与产品(2020年8期)2020-09-07 13:37:18
科技传播(2019年15期)2019-08-22 08:07:44
数字传媒研究(2017年11期)2017-02-05 05:12:33
西部广播电视(2016年16期)2016-11-09 03:37:43
现代工业经济和信息化(2016年12期)2016-05-17 05:37:51
现代工业经济和信息化(2016年3期)2016-05-17 05:35:00
新教育时代电子杂志(学生版)(2015年31期)2015-12-20 08:29:42